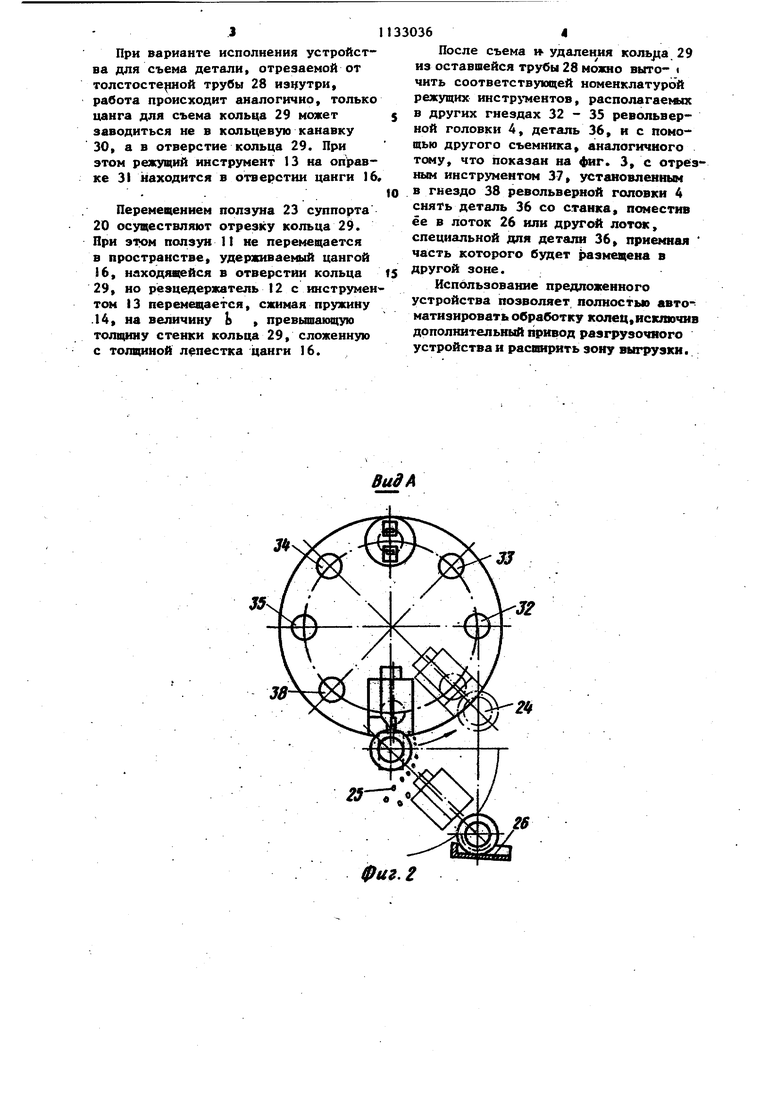
1 Изобретение относится к станкостроению и ножет быть использовано для автоматизации выгрузки отрезаемых деталей на станках вообще и, в частности, на станках с программным управлением при изготовлении различных деталей из одной заготовки с кольцевой вырезкой массы металла из этой заготовки и последующей отрезкой образующихся колец. Известно устройство для съема отрезаемой детали, содержащее подвижный относительно суппорта ползун с имекмцей возможность вращения захватывающей цангой V держатель с отрезным инструментом ij . Однако в- известном устройстве ползун, установленнь1й на направляющих продольного суппорта, имеет сам стоятельный привод, перемещения, что усложняет конструкцию,- а цанга всег да соосна обрабатываемой детали, вследствие чего выгрузка отрезаемой детали может осуществляться в лоток приемная часть которого расположена только, под линией центров, что огра ничивает зону выгрузки. Целью изобретения является упрощение конструкции путем исключения привода ползуна и расширение зоны выгрузки снятой детали. Поставленная цель достигается тем что в устройстве для съема отрезаемой детали, содержащем подвижный относительно суппорта ползун с имеющей возможность вращения захватывающей цангой и резцедержатель, в пазу которого установлен отрезной инструмент, ползун установлен в резцедержателе отрезного инструмент с возможностью перемещения параллел но направляющему пазу и оснащен установленной между ним и резцедер жателем пружиной. На фиг. I показано устройство, установленное на револьверной голов ке токарного станка; на фиг. 2 вид А на фиг. Ц на фиг. 3 и 4 устройство для съема детали, отрезаемо соответственно снаружи и изнутри варианты. Вариант исполнения устройства дл съема детали, отрезаемой снаружи, состоит из ползуна I, установленног в направляющем пазу, резцедержателя 2 отрезного инструмента 3 револьвер ной головки 4 во втулках 5 и 6, Пол зун 1 удерживается от проворота относительно резцедержателя 2 шпон362кой 7 и находится под воздействием пружины 8. На наружном конце ползуна Iсмонтирована в подшипниках 9 цанга 10. Вариант исполнения устройства для съема дetaли, отрезаемой изнутри, состоит из ползуна 11, смонтированного в направляющих держателя 12 отрезного инструмента I3 револьверной головки 4. Ползун 11 находится под воздействием пружины 14.В ползуне I1смонтирована в подшипниках 15 цанга 16. В исходном положении ползун 11 упирается в винт 17. Устройство работает следующим образом. После вырезки массы металла из прутка I8 головкой I9 для кольцевого сверления револьверная головка 4, расположенная на программном крестовом суппорте 20, отходит вместе с суппортом вправо и поворачивается так,что в рабочую позицию устанавливается отрезной инструмент 3, а головка 19 из рабочей позиции уходит. После этого суппорт 20, продолжая работать по программе, перемещается к прутку 18 и заводит цангу 10 в кольцевую канавку 21. При этом отрезной инструмент 3 проходит над прутком 18, так как ползун 1 в этот момент подпружинен пружиной 8 и смещен относительно резцедержателя 2 вниз на величину а , превышающую толщину стенки отрезаемого кольца 22. Перемещением ползуна 23 суппорта 20 осуществляется отрезка кольца 22. В процессе отрезки ползун I не перемещается в пространстве, удерживаемый цангой 10, находящейся в кольцевой канавке 21, а резцедержатель 2 с отрезным инструментом 3, сжимая пружину 8, перемещается на величину х . После отрезки суппорт 20 вместе со снятым кольцом 22 отходит от прутка 18 вправо, револьверная головка 4 поворачивается.вьюодя кольцо 22 в положение 24, тем самым унося снятое кольцо 22 в сторону из зоны 25, загрязненной стружкой и эмульсией, расположенной непосредственно под линией центров станка. Затем кольцо 22, находясь в той же револьверной головке 4, транспортируется ползуном 23 суппорта к лотку 26. Ходом суппорта 20 вправо кольцо при упоре своим торцом в бурт 27 лотка 26 стаскивается с цанги 10 и помещается в лотке. Цикл завершился. J При варианте исполнения устройства для съема детали, отрезаемой от толстосте ой трубы 28 иэчутри, работа происходит аналогичио, только цанга для съема кольца 29 может заводиться не в кольцевую канавку 30, а в отверстие кольца 29. При этом режущий инструмент 13 на оправке 31 находится в отверстии цанги 16 Перемещением ползуна 23 суппорта 20 осуществляют отрезку кольца 29. При этом ползун 11 не перемещается в пространстве, удерживаемый цангой 16, находящейся в отверстии кольца 29, ио резцедержатель I2 с инструмен том I3 перемещается, сжимая пружину .14, на величину Ь , превышающую толщину стенки кольца 29, сложенную с толщиной лепестка цанги 16. 364 После съема удаления кoльJцa 29 из оставшейся трубы 28 можно выто- чить соответствующей номенклатуро й режущих инструментов, располагаемых в других гнездах 32 - 35 револьверной головки 4, деталь 36, и с помощью другого съемника, аналогичного тому, что показан на фиг. 3, с отрезным инструментом 37, установленным в гнездо 38 револьверной головки 4 снять деталь 36 со станка, поместив ее в лоток 26 или другой лоток, специальной для детали 36, приемная часть которого будет размещена в другой зоне. Использование предложенного устройства позволяет полностью автоматизнровать обработку колец, исключив дополнительный привод разгрузочного устройства и расширить зону выгрузки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Устройство для зенкования фаски | 1980 |
|
SU921685A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Автоматизированный комплекс | 1990 |
|
SU1808644A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Устройство для удаления центрового остатка на обрабатываемой детали | 1991 |
|
SU1813588A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| МЕХАНИЗМ ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU394167A1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| Токарный многошпиндельный прутковый автомат | 1984 |
|
SU1207633A1 |


УСТРОЙСТВО ДЛЯ СЬЕМА;ОТРЕЗАЕМОЙ ДЕТАЛИ, содержащее подвижный относительно суппорта ползун с имеюшей возможность вращения захватывающей цангой и резцедержатель, в пазу которого установлен отрезной инструмент, отличающееся тем,что, с целью упрощения конструкции путем исключения привода ползуна и расширения зоны выгрузки снятой детали,ползун установлен в резцедержателе с возможностью перемещения параллельно направляющему пазу и оснащен установленной между ним и резцедержателем пружиной. С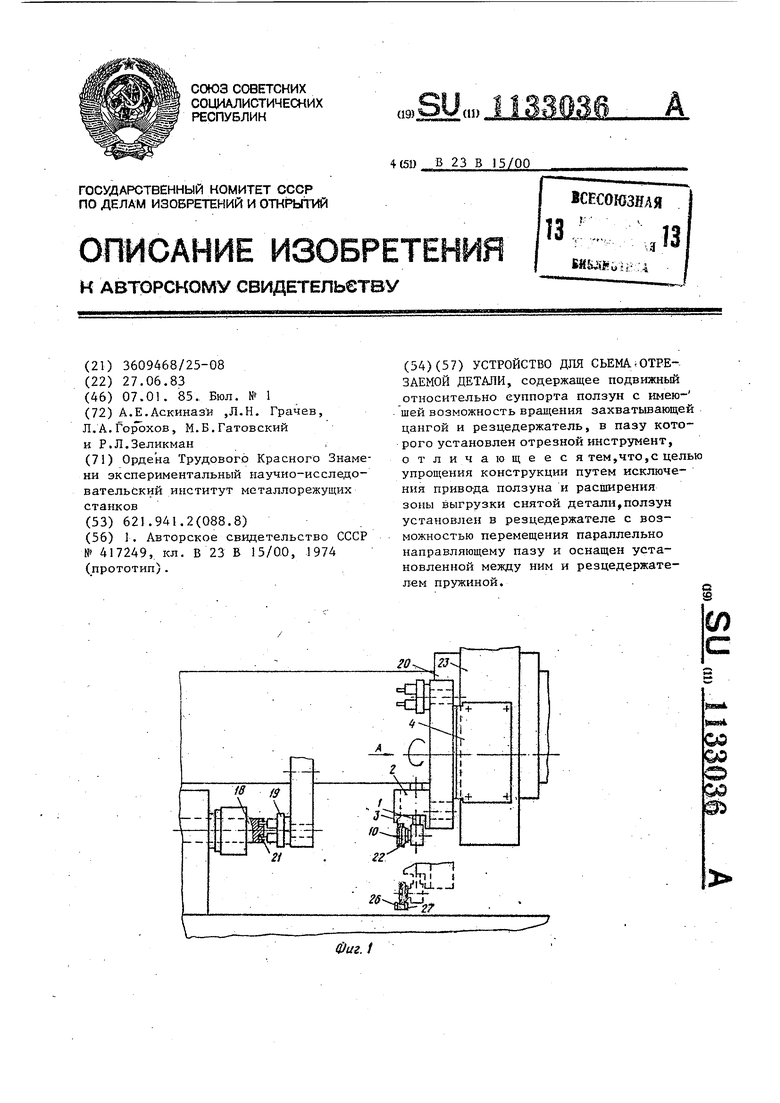
J
ВидА
Jjr
фиг.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 1972 |
|
SU417249A1 |
