Изобретение относится к станкостроению и может быть использовано для зенкования внутренней фаски с обратной стороны в деталях типа гаек после отрезки на токарных станках. Известно устройство для зенкования фаски в отверстиях, устанавливае мое в гнездо револьверной головки то карно-револьверного автомата. Устройство содержит шпиндель,установленный соосно обрабатываемогоизделия, с возможностью осевого перемещения и взаимодействует с обрабатываемой деталью. В корпусе устрой ства дополнительно установлен шпинде с режущим инструментом, кинематически связанный со шпинделем станка через обрабатываемую деталь, шпиндель устройства, зубчатую передачу, имеющий возможность взаимодействия с обрабатываемой деталью, и выполнен паз для обрабатываемой детали, соединяющий торцы шпинделей. Корпус смонтирован посредством направляющих колонок и упруго поджат в осевом направлении на фланце, который снабжен установленным соосно шпинделю с режущим инструментом выталкивателем,Последний выполнен в виде цанги с торцовой выточкой под отверстие обрабатываемой детали и продольным пазом , в котором размещена пружина, закрепленная на корпусе U, Однако это устройство сложно по конструкции и настройке, кинематически связано с высоким числом оборотов и длинной целью передачи изделия к режущему инструменту, что ведет к снижению его надежности. Цель изобретения -. повышение надежности устройства. Поставленная цель достигается тем, что оно снабжено подшипниковой опорой, грузом, упорами-выталкивателями, установленными в шпинделе, и неподвижным упором, закрепленным на корпусе, при этом шпиндель расположен в подшипниковой опоре с возможностью
3
осевого перемещения и подпружинен относительно нее с двух сторон s, а подшипниковая опора связана с грузом через введенную в устройство зубчату передачу с передаточным отношением 2:1 .
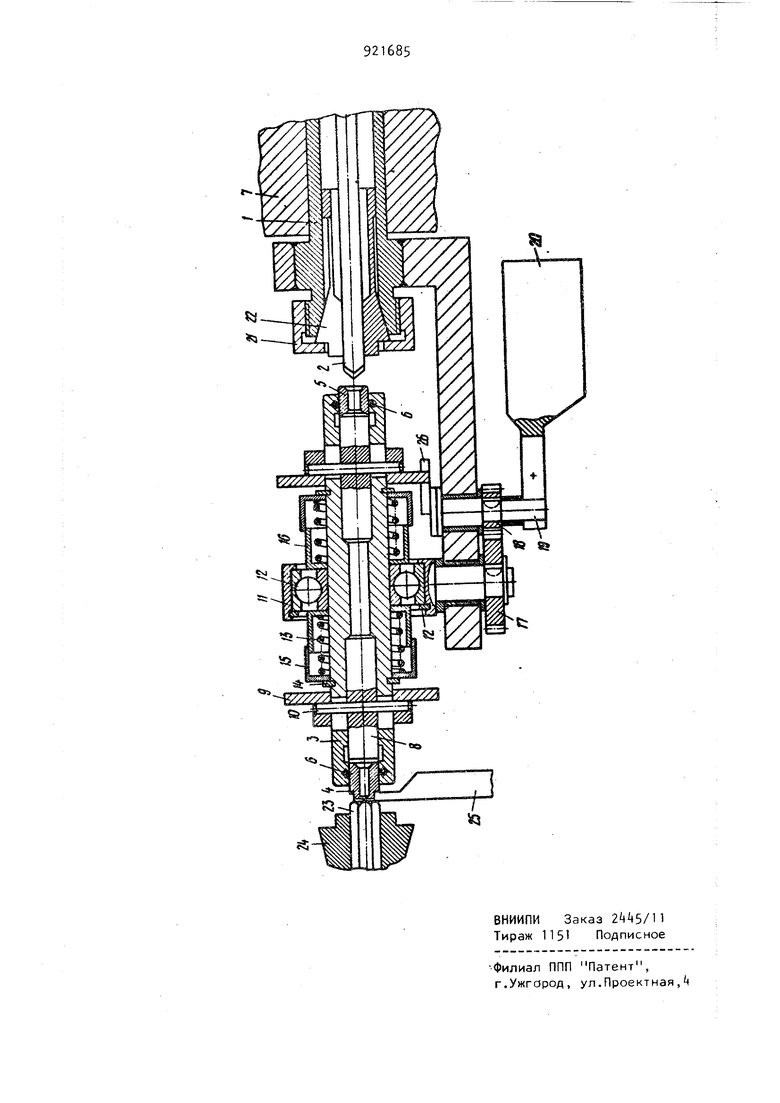
На чертеже изображено устройство с условно развернутым грузом на против часовой стрелки, разрез.
Устройство содержит корпус 1, на котором размещен соосно с зенковкой 2, полый шпиндель 3, взаимодействующий с обрабатываемыми деталями k и 5. Полый шпиндель 3 имеет с двух сторон шестигранные вводные отверстия, в которых установлены пружинные проволочные кольца 6, удерживающие обрабатываемые детали 4 и 5 при повороте револьверной головки 7. Внутри шпинделя 3 с каждой стороны подвижно установлены у поры-выталкиватели 8, а снаружи шпинделя подвижно установлены тарельчатые рычаги 9, жестко связанные между собой штифтами 10, и имеют возможность перемещения в осевом направлении шпинделя 3 в пределах длины выполненных пазо.в. Шпиндель 3 подвижно установлен в подшипниковой опоре 11 через подшипник 12 и подпружинен с двух сторон пружинами 13, расположение которого ограничено стопорными кольцами 14. Пружины 13 закрыты кожухами 15 и , Подшипниковая опора 11 имеет цилиндрический хвостовик, одной ступенью которая установлена в корпус 1 с возможностью вращения, а колесо 17 расположено на последней ступени хвостовика подшипниковой опоры 11. Зубчатое колесо 18 установлено на оси 19, которая подвижно установлена в корпусе 1. Передаточное отношение с подшипниковой опоры 11 на ось 19 равно 2:1. На оси 19 неподвижно закреплен груз 20, ориентирующий шпиндель 3. в корпусе I соосно шпинделю 3 в цанге 21 установлена зенковка 2, закрепленная гайкой.22. Отрезка детали k от прутка 23, закрепленного цангой 2k осуществляется отрезным резцо 25 автомата. Обработанная деталь 5 удаляется из отверстия шпинделя 3 упором-выталкивателем 8 при взаимодействии с упором 26, закрепленным на корпусе 1,
Устройство работает следующим образом.
54
Устройство устанавливают в гнездо револьверной головки 7. Во время работы автомата с выточенной, но не отрезанной от прутка 23 гайкой k стыкуется шпиндель 3, который будет совершать вращательное и поступательное движения. Вращательное движение шпиндель 3 получает от обрабатываемой детали k, а поступательное от
торца детали А, воздействующего на упор-выталкиватель 8 под действием движения револьверной головки 7-При совокупности этих движений происходит одновременно отрезание детали k
от прутка 23 с одной стороны шпинделя и зенкование отверстия в гайке 5 с другой стороны шпинделя (при отрезании первой детали k деталь 5 отсутствует). После снятия фаски на
детали 5, резец 25 продолжает отрезку детали , а револьверная головка 7 отходит вправо на такое расстояние, которое позволит освободить левую сжатую пружину 13, деталь k отрезана
и остается в шпинделе 3. Револьверная головка 7 отходит вправо, поворачивается для выполнения следующих переходов. Под действием груза 20 через зубчатые колеса 18 и 17, подшипниковую опору 11 шпиндель 3 поворачивается и от упора 26 через рычаг 9, угор-выталкиватель 8 деталь 5 вытесняет из шпинделя 3. За один полный оборот револьверной головки 7,
шпиндель 3 поворачивается с подшипниковой опорой 11 на 180 относительно первоначального положения. Таким образом, шпиндель 3 за каждый полный оборот головки 7 поворачивается правым концом от зенковки 2 к левой стороне к обрабатываемой детали ky а правым концом с отрезанной деталью 5 i зенковке 2 и т.д., т.е. далее идет повторение циклов обработки деталей.
Использование предлагаемого изобретения позволит упростить устройство наладку станка, продлить срок его службы, повысить надежность в работе и увеличить производительность труда, так как переход отрезания гайки от прутка совмещен с зенкованием фаски.
SS Формула изобретения
Устройство для зенкования фаски, содержащее корпус, установленный в 5 гнездо револьверной головки, на котором размещен соосно с режущим инс рументом полый шпиндель, отличающееся тем, что, с целкю повышения надежности, оно снабжено подшипниковой опорой, грузом, упорами-выталкивателями , установленными в шпинделе, и неподвижным упором закрепленным на корпусе, при этом шпиндель расположен в подшипниковой опоре с возможностью осевого пере5мещения и подпружинен относительно нее с двух сторон, а подшипниковая опора связана с грузом через введен ную в устройство зубчатую передачу с передаточным отношением 2:1. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке Н 2790533/08, кл. В 23 В 5/16, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зенкования фаски в отверстиях | 1979 |
|
SU865536A1 |
| А. А. Подгорный, Д. И. Степанов, Л. Я. Юсим и Л. А. Бенин | 1972 |
|
SU323195A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Устройство для срезания центрового остатка на обрабатываемой детали | 1978 |
|
SU667330A2 |
| МЕХАНИЗМ ПОДАЧИ И ЗАЖИМА ПРУТКА | 2012 |
|
RU2483842C1 |
| Револьверный прутковый автомат | 1990 |
|
SU1764831A1 |
| Роторный сверлильный автомат | 1979 |
|
SU772742A1 |