Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, касается станка для гальванического хонингования шатунных шеек коленчатых валов.
Известен станок для гальванического хонингования шатунных шеек коленчатых валов, содержаший станину, бабку изделий, хонинговальную бабку и камеру 1.
Однако известный станок имеет низкую производительность покрытия на шатунных шейках коленвалов, так как кинематика движений детали и анодных элементов не позволяет осуш,ествлять одновременное гальваническое хонингование шатунных шеек, расположенных в различных угловых положениях; низкую точность и неравномерность покрытия из-за отсутствия согласованного врашательного движения шатунных шеек и планетарного движения анодных элементов относительно коренных шеек коленвала.
Цель изобретения - повышение производительности и точности покрытия шатунных шеек коленвалов.
Цель достигается тем, что в станке, содержащем станину, бабки для крепления изделия, хоиинговальную бабку и камеру, шпиндель хонинговальной бабки выполнен из отдельных секций с головками и опорными рычагами, причем секции соединены между собой расположенными эксцентрично оси вращения шпинделя фиксируюшими осями, на которых установлены блоки шестерен с подшипниками, находящиеся в зацеплении с шестернями анодных элементов, каждая из которых выполнена из двух половин, установленных в головке и опорном рычаге, соответственно, при этом опорные рычаги расположены на центрирующих буртиках блоков-шестерен так, что оси анодных элементов совпадают с осями шатунных шеек коленчатого вала.
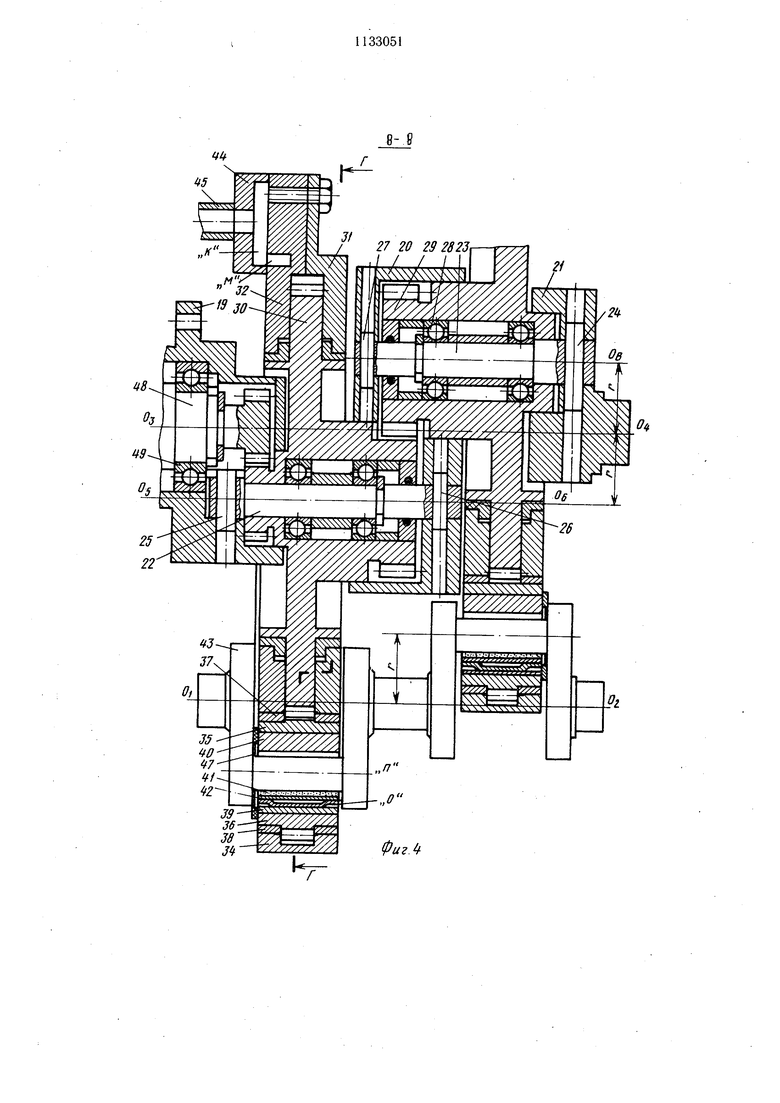
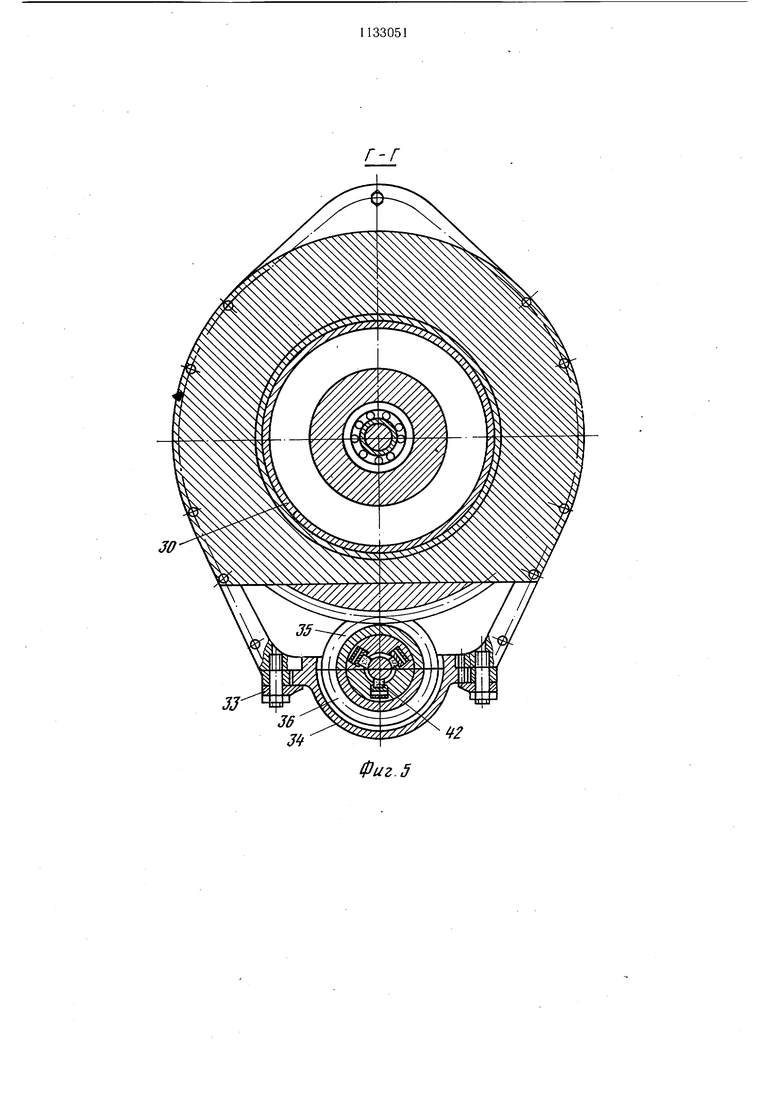
На фиг. 1 показан станок, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 4; на фиг. 6 - траектории относительного движения шатунной шейки и анодных элементов с абразивными брусками в процессе гальванического хонингования.
Станок для гальванического хонингования состоит из станины 1, бабки 2 изделия, хонингованной бабки 3 и камеры 4. Бабка 2 изделия содержит две опоры 5 и 6, оси которых находятся на одной линии. Опора 6 может перемешаться в осевом направлении, что позволяет осуществлять гальваническое хонингование коленвалов различной длины. В нижней части бабки 2 изделия установлена на двух направляющих стержнях 7 и 8, смонтированных в кронштейнах станины 1. В бабке 2 изделия установлена гайка 9, сопрягаемая с винтом 10, на конце которого расположена шестерня 11, находящаяся
в зацеплении с шестерней 12 привода 13 и шестерней 14 привода ускоренных перемещений 15.
На корпусе хонинговальной бабки 3 установлены опоры 16 и 17, в которых расположен шпиндель 18, выполненный из отдельных секций 19-21, соединенных между собой фиксирующими осями 22 и 23. Фиксация осей 22 и 23 в угловом положении осуществляется фиксаторами 24-27. На осях 22 и 23 совместно с подшипниками 28 установлены блоки-шестерен 29 и 30, на центрирующих буртиках которых свободно расположены половины опорных рычагов 31 и 32, соединенные между собой болтами.
5 К этим рычагам посредством прихватов 33 крепятся головки 34. В посадочных отверстиях, выполненных в половинах рычагов 31 и 32 и головках 34 установлены половины: шестерен 35, 36 и вкладышей 37 и 38. Анодные элементы, выполненные в ви де половин втулок 39 и 40 с абразивными брусками 41, установлены в половине шестерен 35 и 36 совместно с фиксирующими штифтами. Абразивные бруски 41 имеют возможность перемещаться в радиальном
5 направлении под действием усилий пластинчатых пружин 42 и прижиматься к покрываемой поверхности щатунных шеек коленвала 43. К половинам рычагов 32 прижимаются втулки 44, соединенные .между собой трубопроводами, а посредством трубопровода 45 - с насосом подачи электролита.
Кроме того, втулки 44 при помощи трубопроводов. 46 соединены с распределительными шайбами 47, установленными в половинах рычагов 32 и головках 34. С од ной стороны блок-шестерня 30 находите. в зацеплении с валом-шестерней 48, а с другой - с блоком-шестерней 29. Для точной центрации один конец вала-шестерни 48 с подшипником 49 установлен в отверстии секции 19. Секция 21 изолирована от опоры 17 втулкой из токонепроводящего материала, а подвод к этой секции технологического тока осуществляется через меднографитовые щетки 50.
Секция 19 жестко соединена с конической шестерней 51, находящейся в зацеплении с коническими щестернями 52 и 53, из которых щестерня 52 установлена на валу 54 привода 55, а щестерня 53 - на шлицевом валу 56, расположенном на опорах
57 и 58.
На этом валу с возможностью осевого перемещения расположена коническая шестерня 59, сопрягаемая с конической щестерней 60, жестко установленной на шпинделе бабки 2 изделия, на котором смонтировано приспособление 61 для базирования коленвала 43 в процессе гальванического хонингования. С токосъемным кольцом 61 приспособления контактируют меднографитовые щетки 62, соединенные с шиной источника технологического тока. Коническая шестерня 60 изолирована от приспособления 61 втулкой 63, изготовленной из токонепроводяшего материала. Вал-шестерня 48 соединена с приводом 64, имеюш,им регулируемую частоту враш,ения и являюш,имся приводом анодных элементов.
Работа станка осуш,ествляется следуюШ.ИМ образом.
Коленвал 43 устанавливают в приспособление 61 и опору 6 с фиксацией в угловом положении. После этого бабка 2 изделия совместно с коленвалом 43 перемещается к хонинговальной бабке сначала ускоренно от привода 16, передающего быстрое вращение винту 10 через шестерни 14 и 11, а затем медленно при вращении привода 13, которое через шестерни 12 и 11 передает медленное вращение винту 10. Во время медленного перемещения коленвала 43 осуществляется точное расположение шатунных шеек относительно осей вращения анодных элементов 39 и 40 с абразивными брусками 41, после которого производится установка половин: анодов 39, шестерен 36, вкладышей 38, смонтированных в головках 34, и последующее закрепление головок 34 прихватами 33. Затем коленвал 43 приводится во вращательное движение относительно оси коренных шеек OjOj, а анодные элементы осуществляют одновременно вращательное движение вокруг осей покрываемых шатунных шеек и планетарное движение относительно осей коренных шеек коленвала 43. При этом направление и угловая скорость вращательного движения шатунных шеек коленвала 43 совпадают с направлением и угловой скоростью планетарного движения анодных элементов 39 и 40 с абразивными брусками 41.
Планетарное движение анодных элементов 39 и 40 осуществляется от привода 55 через конические шестерни 52 и 51. Это движение обусловлено тем, что оси блоков шестерен 29-30 OsOe и OfOe, несущие опорные рычаги 31 и 32, расположены относительно оси 05О4 шпинделя 18 с эксцентриситетом г, равным межосевому расстоянию шатунных и коренных шеек коленвала 43. Этому расстоянию также соответствует радиус вращения планетарного движения анодных элементов 39 и 40 относительно оси OiOz коренных шеек коленвала 43.
Вращательнбе движение коленвалу 43 относительно этой оси передается от шестерни 51, через шестерню 53 и пару конических шестерен 59 и 60. За счет выбора чисел зубьев шестерен-51, 53, 59, 60 достигают соответствие направления и угловой
скорости вращательного движения шатунных шеек коленвала 43 и планетарного движения, анодных элементов 39 и 40 относительно оси коренных шеек коленвала.
Для осуществления хонингования абразивным брускам 41 совместно с анодными элементами 39 и 40 сообщают вращательное движение относительно осей покрываемых шатунных шеек коленвала 43. Это движение осуществляют от привода 64 через вал-шестерню 48, блоки-шестерен 30 и 29, половины шестерен 35 и 36.
Частота этого движения определяется технологическими режимами процесса гальванического хонингования. Первоначально при сообщении коленвалу 43 вращательного движения, а анодным элементам 39 и 40 - вращения вокруг осей покрываемых шатунных шеек коленвала и планетарного движения относительно оси коренных шеек,
производится зачистка поверхности покрываемых шатунных шеек при отсутствии технологического тока. После этого в пространство между покрываемыми шатунными шейками и анодными элементами 30 и 40 подают электролит от насоса через трубопровод 45, втулки 44, трубопроводы 46 и распределительные шайбы 47. Электролит через канавки /С и М подается в торцовые зазоры Я, протекает через радиальные зазоры, образованные между шатунными шейками коленвала 43 и анодными элементами
39и 40 и выходит через противоположные торцовые зазоры О в камеру 4, а оттуда стекает обратно в ванну. За подачей электролита в распределительные шайбы 47 следует включение технологического тока, которы и к коленвалу 43 передается от источника через шину и меднографиТовые шетки 62, а анодным элементам 39 и 40 - через меднографитовые щетки 50, секции 21 и 20, блоки 29 и 30 шестерен, половины рычагов 31 и 32. К анодным элементам 39 и
40ток можно передавать и через втулки 44 рычагов 31 и 32.
После нанесения покрытия на шатунные щейки коленвала производится их доводка хонинговальными брусками 41 при отсутствии тока. После окончания процесса хонингования производится снятие головок 34 с половинами анодов, шестерен, вкладышей, расположенных в этих головках.
Предлагаемый станок для гальванического хонингования коленчатых валов обеспечивает в сравнении с известным не только повышение точности покрытия, но и производительности покрытия не менее чем в два раза.
Фиг. 2
Stt W // Фиг.1 12 Фиг Л
Фиг. 5

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для индукционной закалки крупногабаритных коленвалов | 1988 |
|
SU1666555A1 |
| Устройство для обработки колен-чАТыХ ВАлОВ | 1979 |
|
SU829408A1 |
| Станок для шлифования шатунных шеек коленчатого вала | 1979 |
|
SU856760A1 |
| Способ обработки шатунных шеек коленчатых валов | 1976 |
|
SU703244A1 |
| ПОРШНЕВАЯ МАШИНА | 2001 |
|
RU2224899C2 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2009 |
|
RU2441994C2 |
| Дробеструйная установка для поверхностного упрочнения изделий | 1990 |
|
SU1798141A1 |
| СИСТЕМА ОХЛАЖДЕНИЯ МАСЛЯНОГО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ С БЕСШАТУННЫМ МЕХАНИЗМОМ | 2001 |
|
RU2242623C2 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ С БЕСШАТУННЫМ МЕХАНИЗМОМ | 2001 |
|
RU2222705C2 |
| Устройство для шлифования шеек коленчатого вала | 1983 |
|
SU1144853A1 |



СТАНОК ДЛЯ ГАЛЬВАНИЧЕСКОГО ХОНИНГОВАНИЯ ШАТУННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ, содержащий станину, бабки для крепления изделия, хонинговальную бабку и камеру, отличающийся тем, что, с целью повышения производительности и точности покрытия, шпиндель хонинговальной бабки выполнен из отдельных секций с головками и опорными рычагами, причем секции соединены между собой расположенными эксцентрично оси вращения шпинделя фиксирующими осями, на которых установлены блоки шестерен с подшипниками, находящиеся в зацеплении с шестернями анодных элементов, каждая из которых выполнена из двух половин, установленных в головке и опорном рычаге соответственно, при этом опорные рычаги расположены на центрирующих буртиках блоков-шестерен так, что оси анодных элементов совпадают с осями шатунных шеек коленчатого вала. (Л Х оо со о 01 г./
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ нанесения гальваническихпОКРыТий | 1978 |
|
SU815089A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
