Изобретение относится к мехобработке коленчатых валов ДВС, компрессоров и других машин, а именно к Специализированным приспособлениям для финишной обработки (например, шлифование, полирование) коренных и шатунных шеек коленвалов в процессе их изготовления или ремонта. Известно устройство для шлифования шеек коленчатого вала, содержащее размещенный на направляющей суппорт, установленный с возможностью перемещения и качания относительно шейки вала, кинематически связанную с суппортом шлифовальную головку с абразивным инструментом с торцовой рабочей поверхностью, копир и упоры, размещенные вокруг шейки вала 1. Недостатком известного устройства является низкое качество обрабатываемой поверхности. Цель изобретения - повышение качества обработки. Поставленная цель достигается тем, что устройство для шлифования шеек коленчатого вала, содержащее размещенный на направляющей суппорт, установленный с возможностью перемещения и качания относительно шейки вала, кинематически связанную с суппортом шлифовальную головку с абразивным инструментом с торцовой рабочей поверхностью, копир и упоры, раз мещенные вокруг шейки вала, снабжено закрелленной на суппорте с возможностью качания и кинематически связанной с копиром кулисой, размещенным внутри кулисы и кинематически связанным со шлифоIвальной головкой силовым приводом, уст новленным с возможностью взаимодействия с копиром сервомеханизмом и расположенным на суппорте с возможностью перемещения противовесом, при этом шлифовальная головка установлена на кулисе с возможностью возвратно-поступательного перемещения параллельно направляющей суппорта. На фиг. 1 схематически изображено предлагаемое устройство, вид сбоку; на фиг. 2 вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. На станине 1 станка или раме двигателя закреплено «основание 2 устройства, несущее опорную ось 3 направляющей 4, имеющей возможность качания в плоскости вра.,„ . щения шейки. На направляющей 4 подвижно размешен суппорт 5, на котором смонтирована на оси 6 кулиса 7 с направляющими 8, силовым приводом 9, копирами 10 и сервомеханизмом 11. Шлифовальная головка 12 снабжена абразивным инструментом 13 с торцовой и, профилированной по радиусу галтели, периферийной рабочими поверхностями и установлена на направляюш,их 8 кулисы с возможностью поступательного перемеш,ения под действием силового привода 9. На кулисе установлен опорный ролик 14 с возможностью контакта с копирами 10 под действием сервомеханизма 11. Направляющие кулисы параллельны качающейся направляющей 4. На суппорте 5 установлен подвижный противовес 15, соединенный с рейкой 16, имеющие возможность поступательного перемещения параллельно направляющей 4. Параллельно рейке 16 на суппорте выполнена рейка 17. На оси 18, смонтированной в проушинах направляющих 4, установлена шестерня 19 с возможностью одновременного взаимодействия с рейками 16 и 17. Суппорт снабжен охватывающими шейку упорами 20 и 21, и,з которых два неподвижных упора 20 установлены по прямой линии, перпендикулярной рабочей торцовой поверхности абразивного инструмента. з противоположно расположенный упор 21 соединен с суппортом шарнирным рычагом 22, находящимся под воздействием пружины 23. Переключение направления действия силового привода 9 производится командоаппаратом (не показаны). Устройство работает следующим образом. Устройство устанавливают и закрепляют на станине или суппорте, например, токарно-винторезного станка или на раму двигателя. При этом должно быть обеспечено вращение коленвала относительно оси коренных шеек известным способом. Вводят в соприкосновение с шейкой коленвала жесткие упоры 20 суппорта 5 и замыкают центрирование откидным подпружиненным упором 21. Производят пуск вращения коленвала, шпинделя шлифовальной головки 12 и перемещения силового привода 9. При обработке шатунной шейки суппорт меняет свое угловое положение и длину вылета относительно оси 3 качающейся направляющей 4, повторяя окружность, описываемую центром шатунной шейки. При обработке коренной шейки положение суппорта неизменно. Шлифовальная головка 12, перемещаясь по направляющим кулисы 7 под действием силового привода 9, повторяет положение суппорта, сохраняя заданное расстояние от центра шейки благодаря параллельности направляющим 8 кулисы и качающейся направляющей 4 При движении шлифовальной головки ролик 14 опирается на прямой участок одного из копиров 10 под действием пружины сервомеханизма 11, опирающейся одним концом в упор на суппорте, другим - в корпус кулисы. Происходит врезание и съем металла на части цилиндра шейки и
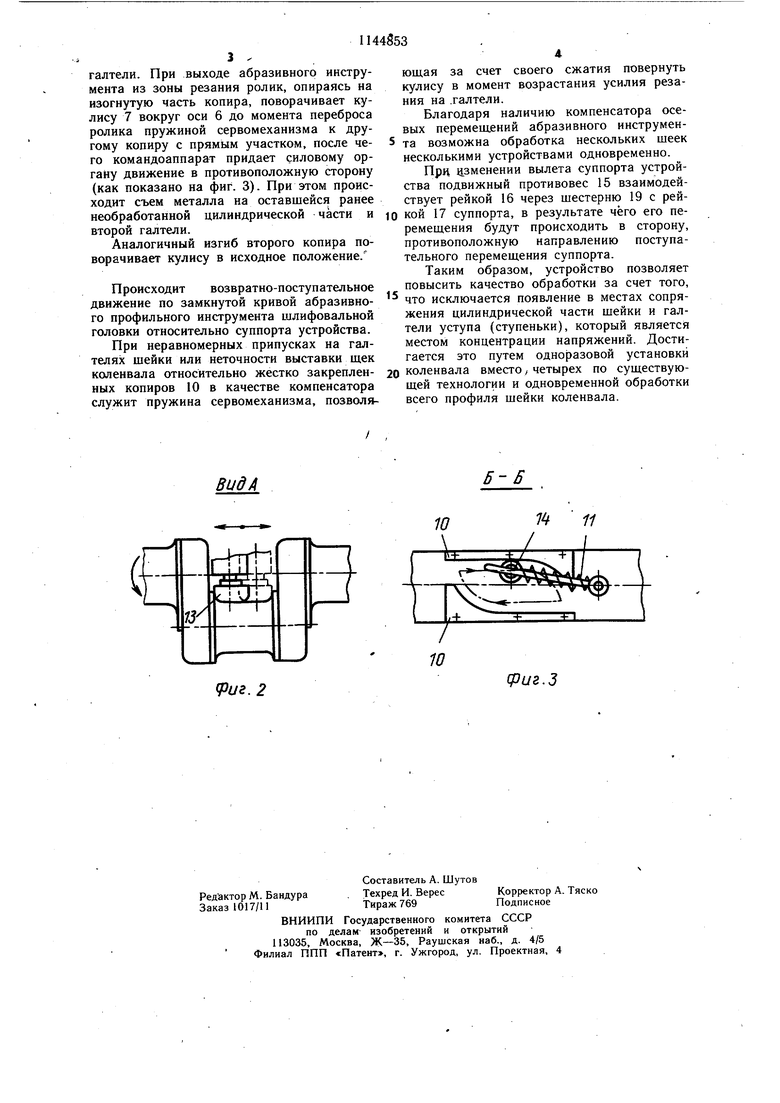
галтели. При выходе абразивного инструмента из зоны резания ролик, опираясь на изогнутую часть копира, поворачивает кулису 7 вокруг оси 6 до момента переброса ролика пружиной сервомеханизма к другому копиру с прямым участком, после чего командоаппарат придает силовому органу движение в противоположную сторону (как показано на фиг. 3). При этом происходит съем металла на оставшейся ранее необработанной цилиндрической части и второй галтели.
Аналогичный изгиб второго копира поворачивает кулису в исходное положение.
Происходит возвратно-поступательное движение по замкнутой кривой абразивного профильного инструмента шлифовальной головки относительно суппорта устройства.
При неравномерных припусках на галтелях шейки или неточности выставки щек коленвала относительно жестко закрепленных копиров 10 в качестве компенсатора служит пружина сервомеханизма, позволяюш.ая за счет своего сжатия повернуть кулису в момент возрастания усилия резания на .галтели.
Благодаря наличию компенсатора осевых перемещений абразивного инструмента возможна обработка нескольких шеек несколькими устройствами одновременно.
При изменении вылета суппорта устройства подвижный противовес 15 взаимодействует рейкой 16 через шестерню 19 с рейкой 17 суппорта, в результате чего его перемещения будут происходить в сторону, противоположную направлению поступательного перемещения суппорта.
Таким образом, устройство позволяет повысить качество обработки за счет того, что исключается появление в местах сопряжения цилиндрической части шейки и галтели уступа (ступеньки), который является местом концентрации напряжений. Достигается это путем одноразовой установки
коленвала вместо/ четырех по существующей технологии и одновременной обработки всего профиля шейки коленвала.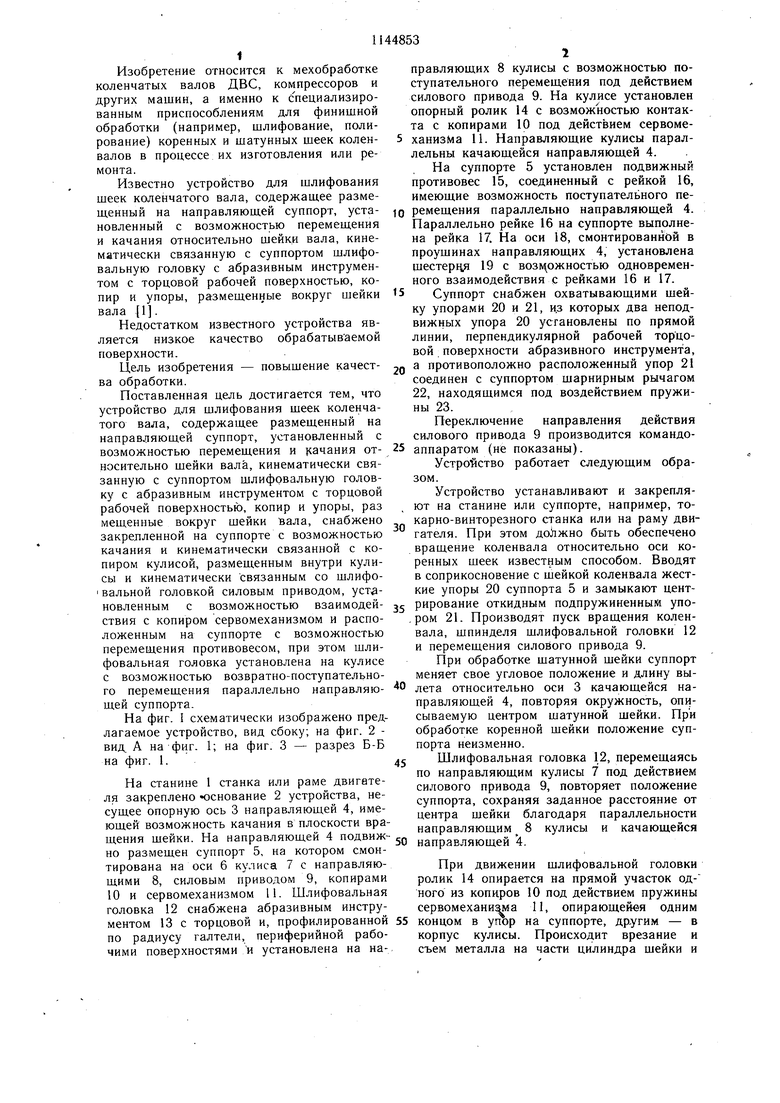
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| Устройство для шлифования шатунной шейки коленчатого вала в двигателе | 1985 |
|
SU1311911A1 |
| Переносный станок для шлифования мотылевых шеек крупногабаритного коленчатого вала непосредственно на двигателе | 1959 |
|
SU129962A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| Переносный станок для шлифования рамовых шеек | 1956 |
|
SU106031A1 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1966 |
|
SU182548A1 |
| Устройство для обработки шатунных шеек коленчатых валов | 1990 |
|
SU1745404A1 |
| Устройство для упрочнения изделий | 1981 |
|
SU998104A1 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1986 |
|
SU1346398A2 |
УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА, содержащее размещенный на направляющей суппорт, установленный с возможностью перемещения и качания относительно щейки вала, кинематически связанную с суппортом шлифовальную головку с абразивным инструментом с торцовой рабочей поверхностью, копир и упоры, размешенные вокруг шейки вала, отличающееся тем, что, с целью повышения качества обработки, устройство снабжено закрепленной на суппорте с возможностью качания и кинематически связанной с копиром кули(ой, размещенным внутри кулисы и кинематически связанным со шлифовальной головкой силовым приводом, установленным с возможностью взаимодействия с копиром сервомеханизмом и расположенным на суппорте с возможностью перемещения противовесом, при этом шлифовальная головка установлена на кулисе с возможностью возвратнопоступательного перемещения параллельно направляющей суппорта. 15 5 ///А/// Л 1 2
ВидА
Б- Б
10
9UZ.2
(риг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносный станок для шлифования мотылевых шеек крупногабаритного коленчатого вала непосредственно на двигателе | 1959 |
|
SU129962A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
