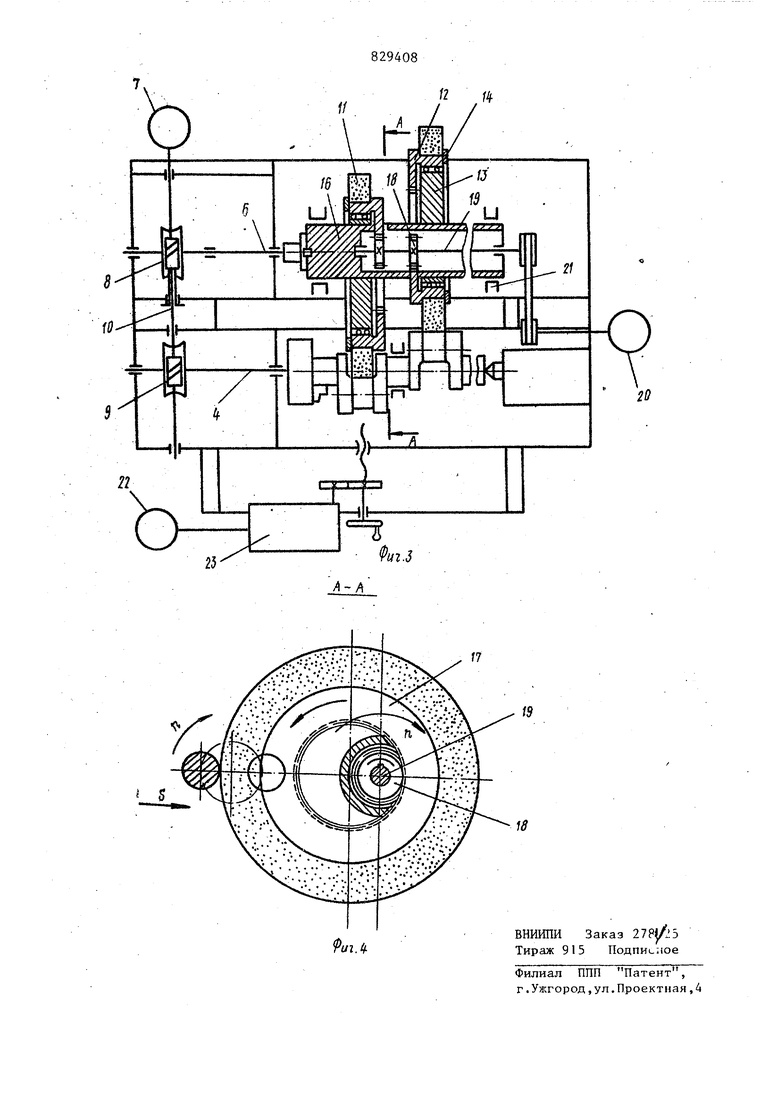
(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ дач 8 и 9, имеющих одинаковое передаточное отношение. Червяки соединен между собой ишицевым валом 10, позволяющим их относительное перемещени Шлифовальные круги 11 установлены на обоймах 12. Каждая обойма установ лена на эксцентрике 13 посредством подшипников 14, Эксцентриситет эксцентриков равен радиусу кривойшпа коленвала, их количество равно количеству одновременно обрабатываемых шатунных шеек 15. Эксцентрики, в свою очередь, неподвижно закреплены на полой оправке 16, причем расстояние между эксцентриками равно расстоянию между шатунными шейками. Каж дая обойма снабжена зубчатым- колесом 17 внутреннего зацепления, которое сцеплено с соответствуюш;ей шестерней 18. Шестерни установлены на валу 19, расположенном внутри оправки 16 соос но с ним. Вал 19 получает вращение о дополнительного привода 20 через рем ную передачу. Оправка закреплена в инструментальном шпинделе и поддержи ваётся неподвижными моментами 21. Подача на врезание осуществляется от привода 22 через коробк.у 23 подач. .Перед началом обработки обрабатываемый коленвал закрепляется в бабке изделия по коренным шейкам и поддерживается неподвижными люнетами 24. С другой стороны коленвал поддержи- - ваётся задним центром,.расположенным в. задней бабке 25. Первоначальное фазовое расположение коленвала и оправки с эксцентриками одинаково. Устройство работает следующим об разом. Движение от главного привода 7 передается через червячные пары шпинделю 4 изделия и инструментальному шпинделю 6. Так как передаточное отношение червячных пар одинако во, то коленвал и оправка с эксцент риками вращаются в одинаковую сторо ну с одинаковой угловой скоростью. За счет этого обеспечивается слежение каждого щлифрвального круга 14 за соответствующей шатунной шейкой 15. Одновременно с этим от привода через ременную передачу вращение передается валу 19, который приводи во вращение обоймы 12 через зубчаты колеса 17 и 18. Вместе с обоймой вращаются и шлифовальные круги вокруг своей геометрической оси. Враще коленвала и оправки с эксцентриками осуществляется в режиме круговой подачи, а вращение шлиф кругов - в режиме шлифования. Подача на врезание осуществляется в радиальном направлении от привода 22 подач через коробку 23 подач. При необходимости обработки, валов других типоразмеров заднюю бабку 25 перемещают в осевом направлении в надравляющих, расположенных на столе 2 радиальной подачи, а оправку с эксцентриками и шлифовальными кругами заменяют на другую, соответствующую обрабатьюаемому коленвалу. При правке шлифовальных кругов вращение шпинделей останав.ливается, а круги вращаются только от дополнительного привода 20. Можно производить правку как отдельных кругов, так и одновременную правку кругод набором правильных инструментов, учитьшая фазовое расположение каждого круга. Таким образом, предлагаемое устройство позволяет повысить точность обработки. I, Формула изобретения Устройство для обработки коленчатых валов, содержащее установленные на станине шпиндель изделия и расположенный параллельно ему инструментальный шпиндель, стол радиальной подачи, механизм для поддержания и закрепления изделия, привод поворота обоих шпинделей, кинематически связанных между собой, привод вращения инструментов и зубчатую передачу с внутренним зацеплением, отличающееся тем, что, с целью повышения точности обработки, оно снабжено установленной в инструментальном шпинделе прло1| оправкой, эксцентриками, жестко закрепленными на ней. и обоймами, служащими для размещения шлифовальных: кругов и зубчатых колес с внутренним зацеплением, при этом обоймы установлены с возможностью взаимодействия с эксцентриками и шестернями, расположенными внутри оправки и связанными с приводом вращения шлифовальных кругов, причем инструментальный шпиндель и шпиндель изделия кинематически связаны мегвду собой передаточным отношением 1:1. Источники информации, принятые во внимание при экспертизе Г. Авторское свидетельство СССР № 633454, кл. В 23 С 3/06, |979.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования шатунных шеек коленчатых валов | 1986 |
|
SU1328161A1 |
| Устройство для обработки коленчатых валов | 1980 |
|
SU905003A1 |
| Станок для обработки шатунных шеек коленчатых валов | 1979 |
|
SU921712A1 |
| Станок для шлифования кулачковРАСпРЕдЕлиТЕльНыХ ВАлОВ | 1979 |
|
SU848309A1 |
| Устройство для шлифования шеек коленчатых валов | 1972 |
|
SU567589A1 |
| Способ шлифования зубчатых колес и станок для его осуществления | 1978 |
|
SU880244A3 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| Устройство для шлифования криволинейных поверхностей | 1971 |
|
SU500037A1 |