Известные способы прессования оболочковых форм из термореактивных или других смесей путем применения резиновой диафрагмы и перемещаемого стола обладают рядом недостатков. К ним относятся: малый коэффициент теплопроводности смеси и вследствие этого недостаточная скорость формирования оболочки, большой расход термореактивных крепителей и сравнительно невысокая производительность оборудования.
В описываемом изобретении указанные недостатки устранены тем, что при прессовании оболочки применены резиновые мешки с воздухом и стальные или чугунные, или фарфоровые шарики диаметром, например,, от 3 до 15 мм, помещаемые в пространство между резиновой диафрагмой и столом машины.
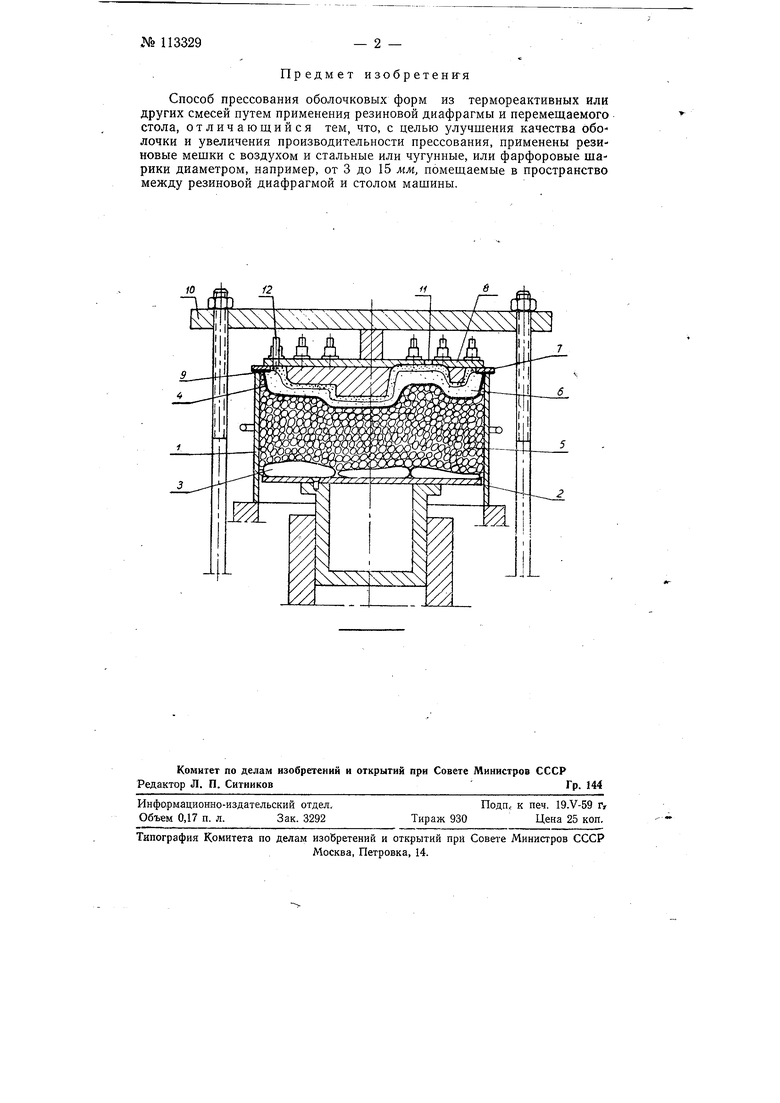
Сущность изобретения поясняется чертежом.
В неподвижной опоке / на передвигаемом столе 2 уложены резиновые мешки 3. Пространство от мешков до резиновой диафрагмы 4 заполнено стальными, чугунными или фарфоровыми шариками 5.
Над резиновой диафрагмой 4 помещена термореактивная или другая смесь 6, на которую укладывается с помощью рамки 7, подогретая модельная плита 8 с прикрепленными к ней прокладками из жароупорной резины 9.
Плита прижимается к рамке 7 траверсой JO.
Для вывода воздуха из объема между плитой и диафрагмой в плите предусмотрены отверстия 11.
При движении стола 2 кверху смесь 6 равномерно прижимается через промежуточный слой шариков 5 к горячей или холодной модельной плите, благодаря чему достигается возможность формировать без поворота бункера высокие и сложные по контуру оболочки.
Резиновые мешки 3 содействуют при их заполнении сжатым воздухом обжатию смеси.
Для снятия готовой оболочки предусмотрены толкатели 12.
№ 113329
Предмет изобретени-я
Способ прессования оболочковых форм из термореактивных или других смесей путем применения резиновой диафрагмы и перемещаемого стола, отличающийся тем, что, с целью улучщения качества оболочки и увеличения производительности прессования, применены резиновые мешки с воздухом и стальные или чугунные, или фарфоровые шарики диаметром, например, от 3 до 15 мм, помещаемые в пространство между резиновой диафрагмой и столом маихины.
2 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования оболочек по моделям | 1955 |
|
SU109597A1 |
| Устройство для получения оболочковых форм | 1958 |
|
SU125346A1 |
| Способ изготовления оболочковых форм | 1983 |
|
SU1135526A1 |
| Машина для изготовления оболочковых полуформ | 1958 |
|
SU120312A1 |
| Способ изготовления оболочковых форм | 1988 |
|
SU1611549A1 |
| Формовочная машина для изготовления оболочек литейных форм | 1957 |
|
SU112453A1 |
| Автомат для изготовления корковых полуформ | 1956 |
|
SU109087A1 |
| Способ двухсторонней прессовой формовки без кантовки опок | 1960 |
|
SU133196A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Установка для изготовления оболочковых полуформ и стержней | 1977 |
|
SU725784A1 |