В современном производстве оболочковых форм известно примене иие постоянно нагреваемой плиты и электроколпака для упрочнения корки формы. Также известно применение вибраторов ДЛЯ уплотнения формовочной земли в опоках и автоматизация подачи земли из бункеров на формовку.
Эксплуатируемые в автомобильной промышленности агрегаты имеют много недостатков к не отвечают современному уровню техники.
С uejTbK) автоматического приготовления оболочковых полуформ из смоло-песчаных термореактивных смесей ДЛЯ изготовления при помощи итья коленчатых, кулачковых валов автомобильных и тракторных деталей и других с большой номенклатурой изделий и с высотой до 300 мм, предложен автомат для изготовления корковых форм. Автомат имеет высокую производительность и автоматизирует процесс изготовления оболочковых форм.
При замене кованого коленчатого вала автомобильных двигателей ЛИТЫМ при помош,и оболочковых форм ТОЛЬКО металла на каждом ва.ле экономится 18-20 кг, на 30% снижается объем механической обработки и снижается себестоимость на 40%. С целью упрощения автомата, постоянно нагреваемая модельная плита ДЛЯ формования корковых полуформ выполнена поворотной на 360° в вертикальной ПЛОСКОСТИ и опрокидывает на себя поворотный засыпной бункер со смесью. Для снятия и транспортирования отформированных полуформ применен электроколпак с оригинальным механизмом для захвата, транспортирования и сброса на транспортер готовых корковых по.луформ.
Двухпозиционныйавтомат
(фиг. 1) состоит из с.чедуюш,их основных узлов. Две постоянно нагреваемые (за счет встроенных внутри электронагревателей) модельные ПЛИТЫ 1, спаренные с поворотными бункерами 2, служат для формирования оболочковой полуформы.
Характерной особенностью этого узла является то, что модельная плита при работе поворачивается на 360°. Электроколпак 5, служаш,ий ДЛЯ упрочнения оболочки, и съемнрпс 4 на своих тележках 5 к 6 имеют возможность посредством
транспортирующих пневмо-цилиндров 7 перемещаться с позиции на позицию. Два загрузочных механизма 8 обеспечивают посредством телескопического устройства 9 и клапана 10 полную обеспылегпюсть процесса загрузки песчанохмоляной смеси в поворотный бункер. Служа1ЦИЙ в основном для упрочнения оболочки электроколпак снабжен л еханизмом /У захвата, транспортирования и сброса оболочки и форсунками 12 для опрыскивания моде;пзной п,П1ты разде.чительным составом.
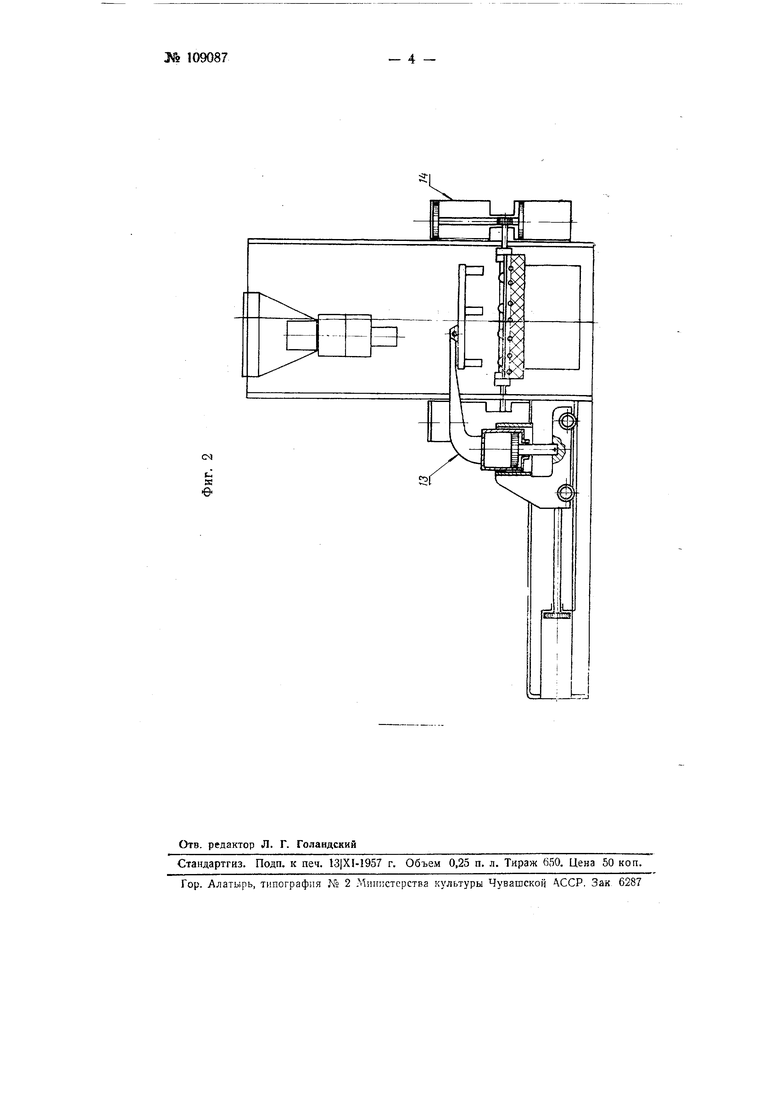
Для прессования оболочки с г|ы. ьной стороны или получения определенных отпечатков автомат снабжен спенпа;1ьнымн прессовыми (фиг. 2) механизмами /3, которые люгут пристраиваться с задней стороны машины.
Модельная п.пгга посредством иневмоцилиндра 14 иоворачивается на 360°. Захваты электроколпака взаимодействуют с копиром, установленным на станине машины, и, откидываясь в сторону, сбрасывают
готовую оболочку на ленточный транспортер 15.
Автоматический цикл машины построен по принципу «путевого контроля с использование.м концевых электровыключателей, электропневматическик к.чананов и реле времени.
П р е ,{ м е т изобретения
1.дЛитомат ;;.1я пз1отовления корков1)1х лолуформ с исно.гьзованием )OKO.HiaKa к постоянно нагреваемо модельной н.чнты, соединенной с подви к1П)1.м бункером д.чя фopм():ioчнo l cTviecH. о т л и ч а юП и и с я тем, что, с целью упрощения ;п-зтомата, М .)дельная плита в нем выполнена пoвopoтfroй на 360° i; вертикалы гн п.чоскости.
2.Форма нсио.лнения агггомата по п. 1, о т л и чаю HI, а я с я тем, что, с це.чьн) снятня и транспортировки отформор,ан1чых по.чуформ, в не- применен э,че.ктро1;олпак с механизмом для захвата, транспортирования и сброса на транспортер гото Гп х корковых полуформ.
I-. s
t
s &
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм обычных и с большими болванами прессованием | 1960 |
|
SU143204A1 |
| Автомат для изготовления полуформ и стержней | 1970 |
|
SU438487A1 |
| Способ производства мелкого литья | 1959 |
|
SU124600A1 |
| Машина для изготовления оболочковых форм | 1976 |
|
SU618179A1 |
| Автоматическая линия для изготовления оболочковых форм | 1984 |
|
SU1245402A1 |
| Автоматическая литейная линия | 1954 |
|
SU114429A1 |
| Автоматический формовочный блок | 1984 |
|
SU1202694A1 |
| Машина для вакуумной формовки литейных форм | 1977 |
|
SU710756A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |