. 4
316
Изобретение относится к литейному производству и может быть использовано при изготовлении оболочковых форм из с гпучих плакированных смесей с термореактивньш связующим.
Цель изобретения - расширение технологических возможностей за счет упрочнения и увеличения.теплопроводности оболочковых форм.
. Согласно предлагаемому сп Ьсобу изготовления оболочковых Форм, включаьо- щему погружение нагретой модельной плиты с моделями в псевдоожиженную сжатым воздухом смесь из песка, пред- варительно плакированного термореактивным связуюгщм, выдержку моделей в упомянутой смеси, формирование оболочек на моделях, извлечение модельной плиты с моделями и оболочками из смеси, отверждение оболочек, отделение полуформ от моделей и соединение половин формы с образованием формы, после извлечения моделей с оболочками из смеси полуотвердевшая оболочка устанавливается на металлический игольчатый каркас, который вдавливается своими иглами в оболочку на глубину пластичного слоя, затем производится, отделение оболочек с каркасами от моделей, отверждение оболочек происходит на каркасах и соединение половин формы вместе с каркасами с образованием формы. Иглы каркаса при вдавливании в оболочку уплотняют неотверж- денную смесь. При отверждении происходит сцепление игл со смесью и та- кая армированная форма обладает большей жесткостью и прочностью. Металлическая арматура позволяет значительн увеличить теплопроводность формы. Перечисленное позволяет применить оболочковые формы для среднего по развесу литья и увеличивать скорость их
охлаждения, что расширяет технологические возможности.
Отделение оболочек от моделей до окончательного отвер адення смеси
Пример. Из холодно-плакированной песчано-смоляной смеси на осно ве квардевого песка ОБ1КП2А ГОСТ 2138-74 и термореактивного связующего СФ-011Л ОСТ 605-441-78 в количестве 4% от массы смеси изготавливаются обо лочковые фор1 1Ь для отливки -.гипотни- тельных колец, имеюп гх форму полого цилиндра, габаритами, мьк наружный диа метр 180, внутр-.нний диаметр 120, высота 40. Опытная модельная оснастк состоит из модельной плиты гaбapитa да
устраняет коробление полуформ, требу- 300x300x25 мм с установленной на ней ,,, „ rrf огрлт-ftT - Мп- //лгтотг-Ntn U гтпиткт г. толкателями
ет меньшего усилия на толкатели. Модельная оснастка, не попадая в печи окончательного отверждения оболочек, будет работать более наделено.
Нагрев игл каркаса до температуры 900-1000 К. (при литье из черных металлов) приведет к разупрочнению смеси и ее осыпанию с затвердевшей отлив
ки.
что позволит сократить время осты
одной моделью и плиты с толкателями для съема оболочки.
Оболочковые полуформы получаются путем погр жения нагретой до 500-520 модельной оснастки в псевдоржиженный слой смеси до уровня модельной плиты и вьщерживаются в таком положении в в течение 25 с при расходе .сжатого 0,002 . Затем оснастка с
0
O
5 ,Q вания отливок,, устранит необходимость чистки игл каркаса.
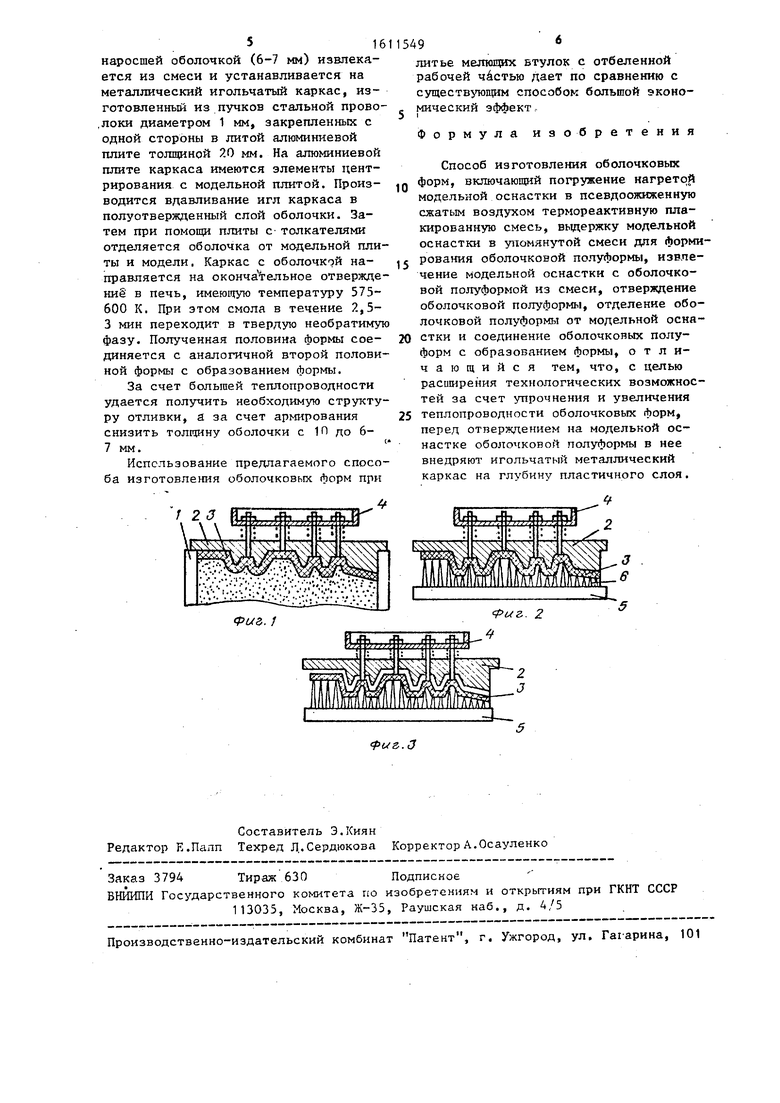
На фиг. 1 показан процесс наращивания оболочки; на фиг. 2 - соединение оболочки и металлического игольчатого каркаса; на фиг, 3 - отделение оболочки с каркасом от плиты с моделями; на фиг. 4 - собранная оболочковая форма.
Схема включает контейнер 1 с псев- доожиженной сжатым воздухом плакированной термореактивной смесью, модельную плиту 2 с моделями (модельная ос5
настка), формируемую оболочку 3, пли- ту 4 с толкателями, плиту 5 с металлическим игольчатым каркасом 6,
В контейнер 1 с псевдоожиженной сжатым воздухом смесью из песка, предварительно плакированного термореактивным связующим, погружена нагретая модельная плита с моделями 2, имеющая плиту 4 с толкателями. После выдержки на модельной плите и моделях формируется оболочка 3. Затем модельная плита с моделями и оболочкой извлекается из контейнера, перемещается и устанавливается на металлический игольчатый каркас 5, при этом иглы каркаса вдавливаются в оболочку. Далее проводится отдел ение оболочки с каркасом от моделей и модельной плиты с помощью плиты 4 с толкателями, и проводится отверждение оболочки на каркасе. Аналогичным образом изготавливается другая половина формы. Полуформы вместе с каркасами соединяются с образованием формы.
Пример. Из холодно-плакированной песчано-смоляной смеси на основе квардевого песка ОБ1КП2А ГОСТ 2138-74 и термореактивного связующего СФ-011Л ОСТ 605-441-78 в количестве 4% от массы смеси изготавливаются оболочковые фор1 1Ь для отливки -.гипотни- тельных колец, имеюп гх форму полого цилиндра, габаритами, мьк наружный диаметр 180, внутр-.нний диаметр 120, высота 40. Опытная модельная оснастка состоит из модельной плиты гaбapитa да
40
45
300x300x25 мм с установленной на ней //лгтотг-Ntn U гтпиткт г. толкателями
300x300x25 мм с установленной на ней //лгтотг-Ntn U гтпиткт г. толкателями
одной моделью и плиты с толкателями для съема оболочки.
Оболочковые полуформы получаются путем погр жения нагретой до 500-520 К модельной оснастки в псевдоржиженный слой смеси до уровня модельной плиты и вьщерживаются в таком положении в в течение 25 с при расходе .сжатого 0,002 . Затем оснастка с
(. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оболочковых форм | 1983 |
|
SU1135526A1 |
| Прибор для испытания образца термореактивных смесей | 1988 |
|
SU1532842A1 |
| Карусельная машина для изготовления оболочковых полуформ | 1976 |
|
SU766733A1 |
| Смесь для изготовления литейных оболочковых форм и стержней по постоянной технологической оснастке | 1977 |
|
SU710743A1 |
| Плакированная смесь для изготовления литейных форм и стержней в нагреваемой оснастке | 1990 |
|
SU1764762A1 |
| Способ изготовления литейных стержней и форм | 1981 |
|
SU1002083A1 |
| Смесь для изготовления литейных оболочковых форм и стержней в нагреваемой оснастке | 1980 |
|
SU900928A1 |
| Установка для изготовления оболочковых полуформ и стержней | 1977 |
|
SU725784A1 |
| Автоматическая линия для изготовления оболочковых форм | 1984 |
|
SU1245402A1 |
| Плакированная смесь для изготовления литейных форм и стержней, преимущественно оболочковых, а также облицовок для кокилей и способ ее приготовления | 1988 |
|
SU1627305A1 |
Изобретение относится к литейному производству и может быть использовано при изготовлении оболочковых форм из сыпучих плакированных смесей с термореактивным связующим. Цель изобретения - расширение технологических возможностей за счет упрочнения и увеличения теплопроводности оболочковых форм. Полуотвержденную оболочку вместе с модельной плитой накладывают на игольчатый металлический каркас 6, который своими иглами вдавливается в оболочку 1 на глубину ее пластичного слоя. После этого оболочка с каркасом отделяется от моделей, оболочка отверждается на каркасе и далее половины формы вместе с каркасами соединяются с образованием формы. Использование оболочковых форм, армированных металлическими игольчатыми каркасами, позволяет снизить толщину оболочки с 10 до 6-7 мм и получить необходимую структуру отливки за счет большей теплопроводности. 4 ил.
fpue.3
| Способ изготовления оболочковых форм | 1983 |
|
SU1135526A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
