Для изготовления оболочковых полуформ применяют машины, содержащие пневматическое устройство для подачи смеси из бункера и резиновую диафрагму, осуществляющую подпрессовку оболочки.
Предлагаемая мащина более соверщенна по сравнению с известными подобными мащинами, так как она дает больщую производительность. Это достигается тем, что ее модельные плиты щарнирно соединены в виде короба, образующего совместно с бункером замкнутое пространство для вдувания смеси.
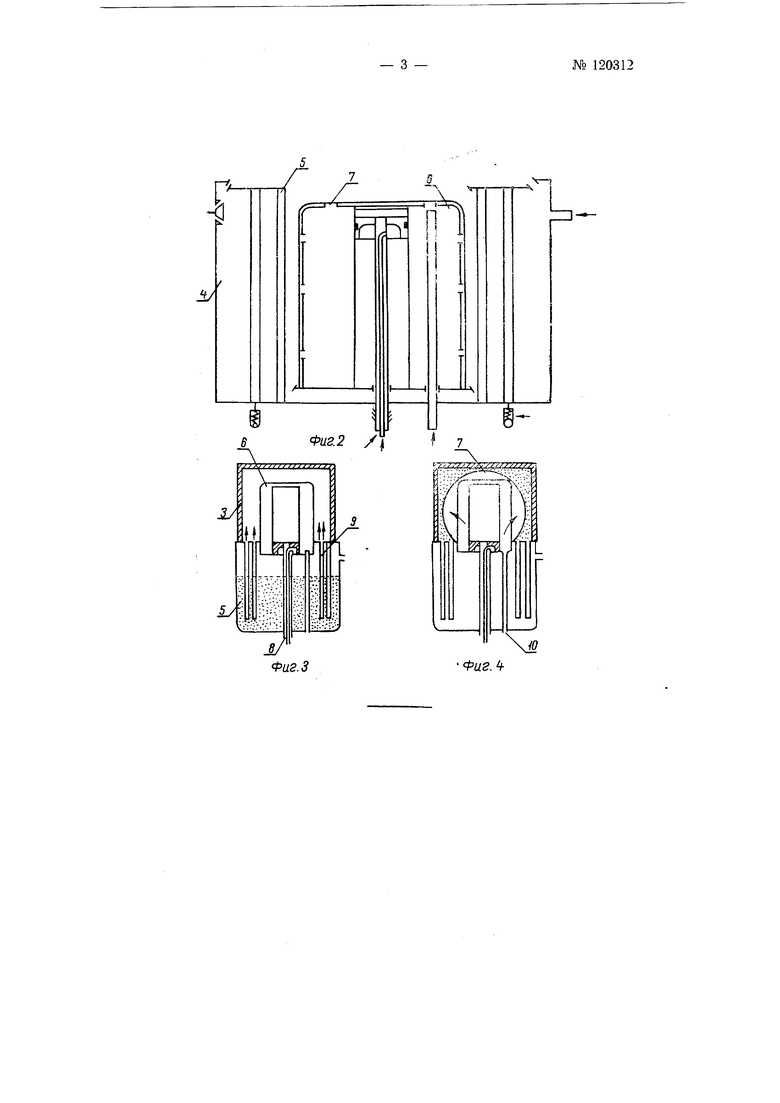
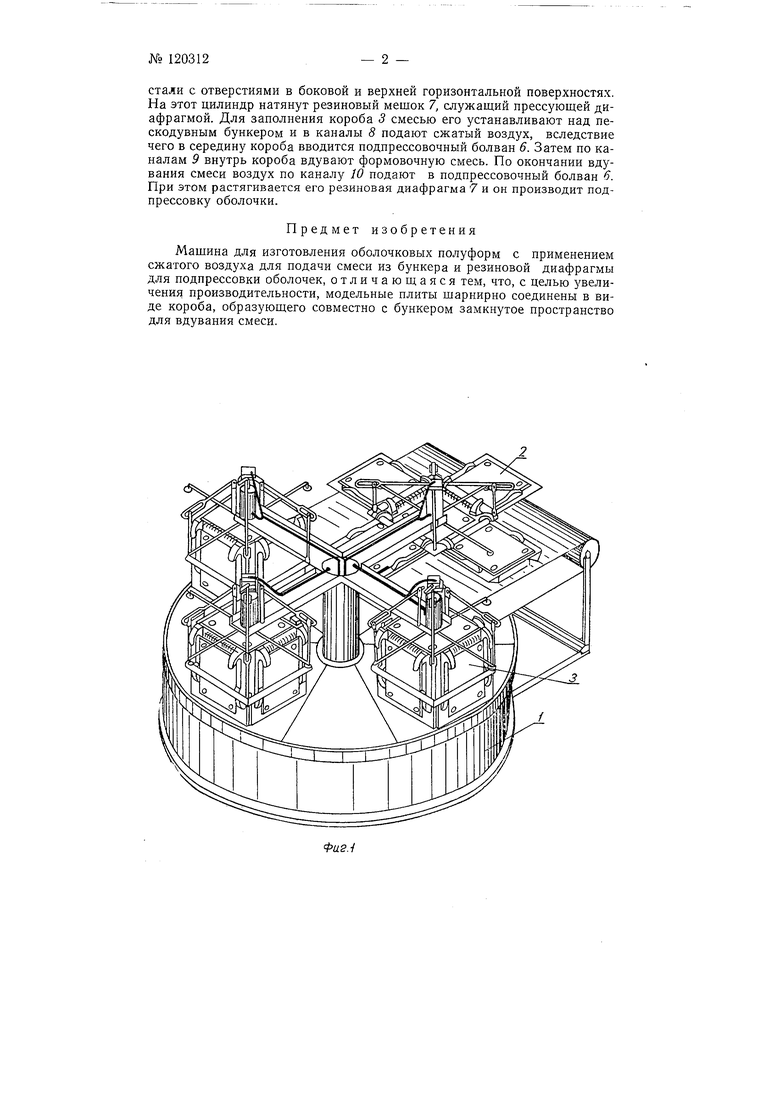
На фиг. 1 изображена предлагаемая мащина в общем виде; на фиг. 2 - пескодувный бункер в разрезе; на фиг. 3 и 4 - схемы заполнения короба с моделями формовочной смесью.
Мащина выполнена в виде карусельного стола /, на котором устанавливаются модельные плиты 2 с оболочковыми полуформами. Оболочковые полуформы формируются одновременно на пяти модельных плитах 2, расположенных в пространстве так, что образуется короб 5, пять граней которого (одна горизонтальная и четыре вертикальные) составляют модельные плиты, а щестая (нижняя горизонтальная грань) является открытой. Через эту грань производится на соответствующих рабочих позициях мащины опрыскивание моделей разделительным составом, вдувание смеси и сброс ее излищка, подвод прессующего устройства и введение куполообразного керамического тела с электронагревателями для отвердения оболочковых полуформ. На позиции съема короб 3 модельных плит при помощи специального механизма раскрывается и производят съем оболочек, которые попадают на ленточный транспортер.
Для вдувания в короб формовочной смеси он устанавливается над дутьевым бункером в виде резервуара 4 с нрижимной крыщкой, в которую вделаны дутьевые сопла 5. В середине пескодувного бункера имеется подпрессовочный болван 6, представляющий собой цилиндр из тонкой
стали с отверстиями в боковой и верхней горизонтальной поверхностях. На этот цилиндр натянут резиновый мешок 7, служащий прессующей диафрагмой. Для заполнения короба 3 смесью его устанавливают над пескодувным бункером и в каналы 8 подают сжатый воздух, вследствие чего в середину короба вводится подпрессовочный болван 6. Затем по каналам 9 внутрь короба вдувают формовочную смесь. По окончании вдувания смеси воздух по каналу 10 подают в подпрессовочный болван 6. При этом растягивается его резиновая диафрагма 7 и он производит подпрессовку оболочки.
Предмет изобретения
Мащина для изготовления оболочковых полуформ с применением сжатого воздуха для подачи смеси из бункера и резиновой диафрагмы для подпрессовки оболочек, отличающаяся тем, что, с целью увеличения производительности, модельные плиты шарнирно соединены в виде короба, образующего совместно с бункером замкнутое пространство для вдувания смеси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления литейных оболочковых полуформ | 1975 |
|
SU546424A1 |
| Формовочный автомат | 1989 |
|
SU1676744A1 |
| Способ изготовления ребристых оболочковых форм из термореактивных смесей | 1961 |
|
SU143970A1 |
| Автоматическая линия | 1990 |
|
SU1799669A1 |
| Способ формования оболочек по моделям | 1955 |
|
SU109597A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU697041A3 |
| Способ изготовления оболочковых форм | 1983 |
|
SU1135526A1 |
| Способ изготовления литейных стержней и форм | 1981 |
|
SU1002083A1 |
| Установка для изготовления оболочковых полуформ | 1956 |
|
SU107162A1 |
| Устройство для изготовления полуформ с высокими болванами | 1982 |
|
SU1066725A1 |