Известные конвейеры для сборки механизмов, например карманных и наручных часов, с магазинами-накопителями не обеспечивают достаточного качества сборки и производительности в результате того, что одни и те же операции по сборке резко отличаются одна от другой по трудоемкости. Кроме того, при ручной загрузке и разгрузке конвейера и большом числе исполнителей параллельных операций их внимание отвлекается различными условными цветными цифровыми знаками и световыми сигналами.
Предлагаемый конвейер, по сравнению с известными, устраняет эти недостатки, повышает качество сборки мелких механизмов и производительность, а также снижает утомляемость рабочих-сборщиков.
Особенность конвейера заключается в том, что его магазины-накопители выполнены из двух частей - приемного магазина и магазина выдачи, управляемых двуплечими щитками, одно плечо которых направляет коробку с механизмом в приемный магазин, а другое одновременно выталкивает коробку с механизмом из магазина выдачи на конвейер.
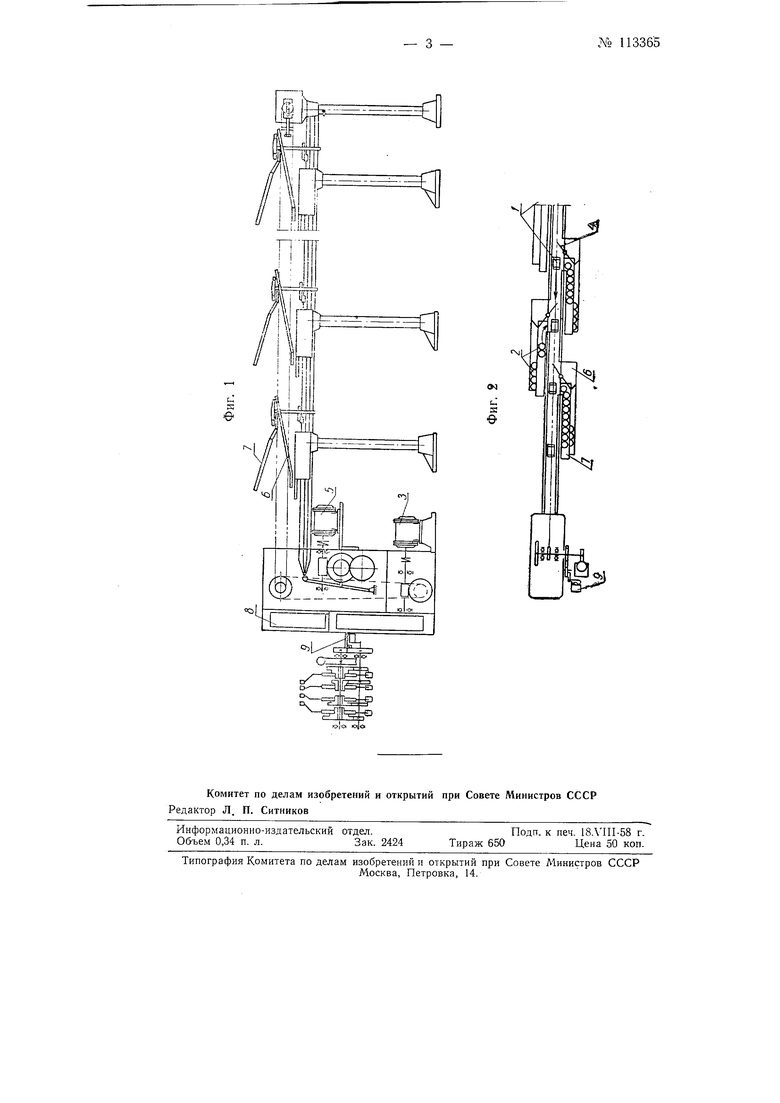
На фиг. 1 и 2 изображена кинематическая схема конвейера.
Бесконечная цепь конвейера с платформами / и установленными на них коробками 2 с собираемыми мелкими механизмами получает периодическое перемещение от электродвигателя 3 через редуктор и цепную передачу.
Двуплечие щитки 4 поворачиваются вокруг своей оси посредством тяг, от кулачков распределительного устройства, работающего от электродвигателя 5- Одно плечо щитка направляет продвигающуюся коробку с механизмом в приемный магазин 6, а другое проталкивает одновременно другую коробку с механизмом на соответствующую платформу конвейера из магазина 7 выдачи- Щитки 4 монтированы с возможностью их работы через один, два, три такта или каждый такт, что достигается установкой рычажка каждого щитка против одной из
четырех тяг, получающих пульсирующее движение.
Работа конвейера происходит в следующей последовательности.
Командный прибор 8 включает двигатель 5. В течение нескольких секунд происходит загрузка конвейера и возврат щитков 4 в исходное положепие, после чего нутевой микропереключатель 9 выключает двигатель 5 и включает двигатель 3. Платформы У в течение нескольких секунд перемепдаются от одной позиции к .другой, причем коробки с механизмами, находящиеся на платформах, направляются щитками в приемные магазины. В конце перемещения микропереключатель .9 выключает двигатель 3.
После выключения движения конвейера наступает пауза, продолжительность которой зависит от установленного времени цикла, занимающего период 25-100 сек и регулируемого поворотом лимба командного прибора, причем цена делений лимба определяется по таблице, помещенной на паспорте конвейера. После истечения времени паузы цикл работы конвейера повторяетсяВ случае, если в одном из магазинов выдачи запас механизмов сокращается до минимума, микропереключатель включает красную лампочку, сигнализирующую мастеру о возможной остановке конвейера. Если не принято мер по обеспечению нормальной работы конвейера на аварийном участке и запас в магазине выдачи окончился, микропереключатель выключает командный прибор 8 и конвейер пропускает такт. При наличии в магазине выдачи хотя бы одного собираемого механизма работа конвейера продолжается.
Предмет изобретения
Конвейер для сборки мелких механизмов, например карманных и наручных часов, с магазинами-накопителями, отличающийся тем, что, с целью повыщения качества сборки и производительности, а также снижения утомляемости рабочих.сборщиков, магазины-накопители выполнены из двух частей - приемного магазина и магазина выдачи, управляемых двуплечими щитками, одно плечо которых направляет коробку с механизмом в приемный магазин, а другое одновременно выталкивает коробку с механизмом из магазина выдачи на конвейер.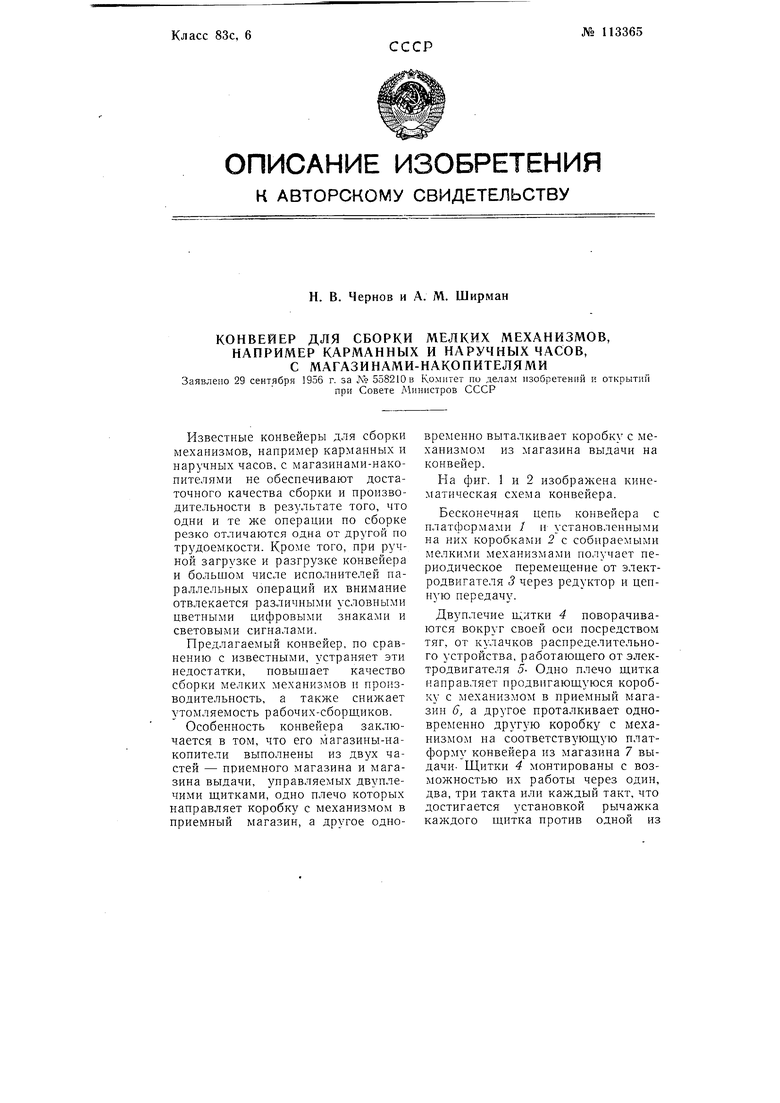

| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАНСПОРТНОЕ УСТРОЙСТВО | 1965 |
|
SU171788A1 |
| АВТОМАТ ДЛЯ СБОРКИ КАРТОННЫХ КОРОБОК | 1990 |
|
RU2037425C1 |
| Роликовый конвейер для автоматических линий | 1984 |
|
SU1257023A1 |
| СПОСОБ КОНТЕЙНЕРНОЙ ДОСТАВКИ ОГНЕТУШАЩЕГО ВЕЩЕСТВА, УСТАНОВКА ПОЖАРОТУШЕНИЯ СТВОЛОВОГО ТИПА И КОНТЕЙНЕР ДОСТАВКИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2003 |
|
RU2233681C1 |
| Машина для подачи шпал, подкладок и костылей на линию сборки звеньев рельсового пути | 1957 |
|
SU110552A1 |
| Устройство для ориентированной поштучной выдачи длинномерных заготовок | 1976 |
|
SU595227A1 |
| Машина для сортировки и поискаплОСКиХ пРЕдМЕТОВ | 1978 |
|
SU841693A1 |
| Линия для раздачи блюд на предприятиях общественного питания | 1989 |
|
SU1671254A1 |
| Установка для укладки кирпича на полки сушильной вагонетки | 1990 |
|
SU1784465A1 |
| Устройство для автоматической простановки стержней | 1985 |
|
SU1268281A1 |