. Изобретение относится к области промышленности строительных материалов и может быть использовано при автоматизации садбчно-комплектующих устройств.
Известна установка для резки и укладки кирпича на сушильные вагонетки, содержащая расположенные на раме устройства для- резки бруса, подачи сушильной оснастки, стол раздвижки, съемник, перекладчик сушильной оснастки, полочный накопитель
(1). .- , ;- ..
Недостатком указанной установки это - го типа является большая металлоемкость и недостаточно высокая надежность, обус- ловленйая большим количеством механизмов, организующих съем сушильнЪй оснастки с сушильных вагонеток, передачу сушильной оснастки к месту резки и загрузку кирпича-сырца на сушильную оснастку.
Известна также установка для резки и укладки кирпича-сырца на сушильную вагонетку, содержащая резаки, ленточные транспортеры, толкатели, каретку с раздвижными захватами, магазин сушильных рамок с приводом поштучной выдачи и приводной рольганг перемещения загруженных кирпичом рамок в подъемник накопителя (2),
Недостатком установки является наличие контура движения рамок, которые необходимо снимать с сушильных вагонеток, подавать в магазин рамок и выдавать под загрузку кирпичом. Это усложняет установку, увеличивает ее металлоемкость и уменьшает надехшость. .
Наиболее близкой по технической сущности к заявляемой является установка, содержащая конвейер раздвижки, подъемный
Ч
СО
JV
N о ел
рольганг, два подвижных вдоль горизонтальных направляющих рольганга и подъемную платформус направляющими путями для сушильной вагонетки (3).
Недостатками установки являются недостаточная производительность и значительная металлоемкость. 4
Целью изобретения, является повышение произГвбдителънбстй уменьшение металлоемкости/ f .
Цель до стиТается установка, для укладки кирпича на полки сушильной вагонетки, содержащая конвейер раздвижки, подъемный рольганг, два подвижных вдоль горизонтальных направляющих рольганга и подъемную платформу с направляющими путями для сушильной вагонетки, согласно изобретению снабжена дополнительным подъемным рольгангом и подъемной платформой, стойки полок сушильной вагонетки установлены по боковым ее сторонам с шагом равным расстоянию между роликами подвижного вдоль горизонтальных направляющих рольганга, каждый вертикальный ряд полок закреп/Ген на соответствующей пэре оппозитно расположенных стдек, при этом горизонтальные направляющие подвижных рольгангов и оси их роликов перпендикулярны осям направляющих путей, а оси последних соосны осям подъёмных рольгангов и перпендикулярны оси конвейера раздвижки
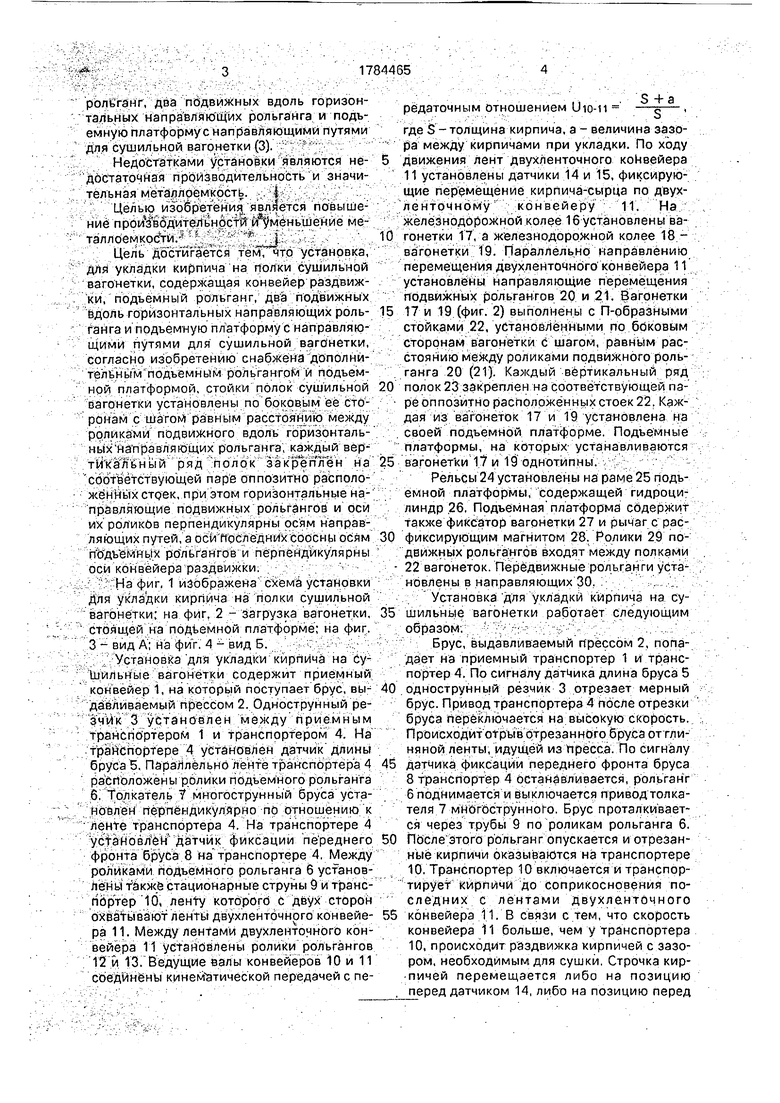
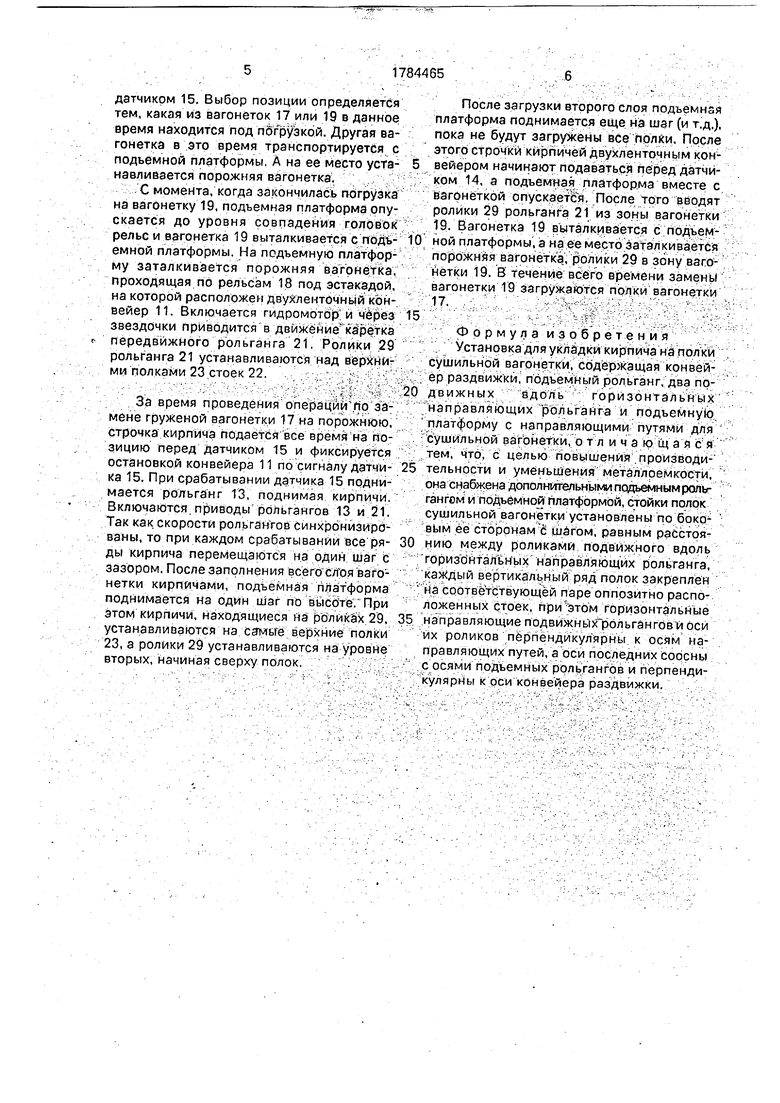
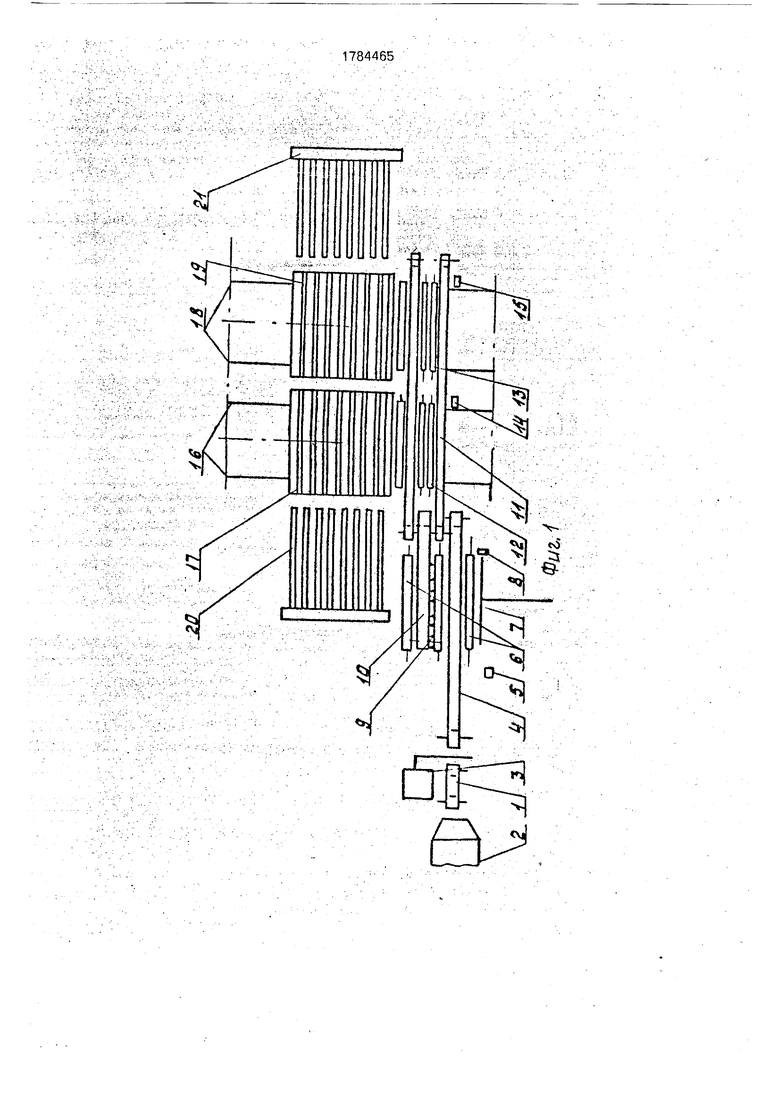
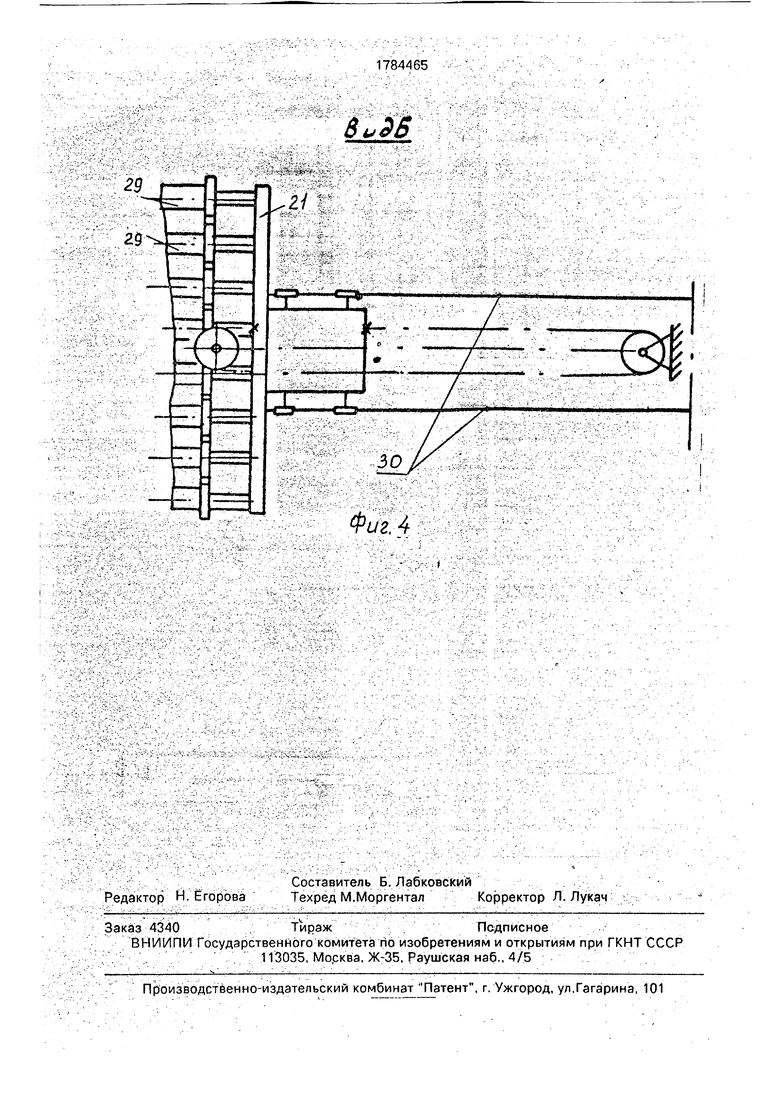
На фиг, 1 изображена схема установки Для укладки кирпича на полки сушильной вагонетки; на фиг, 2 - загрузка вагонетки, стоящей на подъемной платформе; на фиг. 3 - вид А; на фиг. А - вид Б.
Установка для укладки кирпича на су- Шильные вагонетки содержит приемный конвейер 1, на который поступает брус, выдавливаемый прессом 2. Однострунный ре- зчик 3 установлен между приемным транспортером 1 и транспортером 4. На транспортере 4 установлен датчик длины бруса 5. Параллельно ленте транспортера 4 расположены ролики подъемного рольганга б. Толкатель Y многострунный бруса установлен перпендикулярно по отношению к ленте транспортера 4. На транспортере 4 установлен датчик фиксации переднего фронта бруса 8 на транспортере 4 Между роликами подъемного рольганга б установлены также стационарные струны 9 и транспортер 10, ленТу которого с двух сторон охватывают ленты двухленточнрго конвейера 11. Между лентами двухленточного конвейера 11 установлены ролики рольгангов 12 и 13. Ведущие валы конвейеров 10 и 11 соединены кинематической передачей с передаточным отношением Uio-n
S -fa
где S -толщина кирпича, а - величина зазора между кирпичами при укладки. По ходу
движения лент двухленточного конвейера 11 установлены датчики 14 и 15, фиксирующие перемещение кирпича-сырца по двух- ленточному конвейеру 11. На железнодорожной колее 16 установлены вагонетки 17, а железнодорожной колее 18 - вагонетки 19. Параллельно направлению перемещения двухленточного конвейера 11 установлены направляющие перемещения подвижных рольгангов 20 и 21. Вагонетки
17 и 19 (фиг. 2) выполнены с П-образными стойками 22, установленными по боковым сторонам вагонетки с шагом, равным расстоянию между роликами подвижного рольганга 20 (21). Каждый вертикальный ряд
полок 23 закреплен на соответствующей паре оппозитно расположенных стоек 22. Каждая из вагонеток 17 и 19 установлена на своей подъемной платформе. Подъемные платформы, на которых устанавливаются
вагонетки 17 и 19 однотипны.
Рельсы 24 установлены на раме 25 подъемной платформы, содержащей гидроцилиндр 26. Подъемная платформа содержит такхсе фиксатор вагонетки 27 и рычаг с расфиксирующим магнитом 28. Ролики 29 подвижных рольгангов входят между полками 22 вагонеток Передвижные рольганги установлены в направляющих 30
Установка для укладки кирпича на сушильные вагонетки работает следующим образом.
Брус, выдавливаемый прессом 2, попадает на приемный транспортер 1 и транспортер 4. По сигналу датчика длина бруса 5
однострунный резчик 3 отрезает мерный брус. Привод транспортера 4 после отрезки бруса переключается на высокую скорость. Происходит отрыв отрезанного бруса от глиняной ленты, идущей из пресса. По сигналу
датчика фиксации переднего фронта бруса 8 транспортер 4 останавливается, рольганг б поднимается и выключается привод толкателя 7 многострунного Брус проталкивается через трубы 9 по роликам рольганга 6.
После этого рольганг опускается и отрезанные кирпичи оказываются на транспортере 10. Транспортер 10 включается и транспортирует кирпичи до соприкосновения последних с лентами двухленточного
конвейера 11. В связи с тем, что скорость конвейера 11 больше, чем у транспортера 10, происходит раздвижка кирпичей с зазором, необходимым для сушки Строчка кирпичей перемещается либо на позицию перед датчиком 14, либо на позицию перед
датчиком 15. Выбор позиции определяется тем, какая из вагонеток 17 или 19 в данное время находится под погрузкой. Другая вагонетка в это время транспортируется с подъемной платформы. А на ее место устанавливается порожняя вагонетка.
С момента, когда закончилась погрузка на вагонетку 19, подъемная платформа опускается до уровня совпадения головок рельс и вагонетка 19 выталкивается с подъемной платформы. На подъемную платформу заталкивается порожняя вагонетка, проходящая по рельсам 18 под эстакадой, на которой расположен двухленточный конвейер 11. Включается гидромотор и через звездочки приводится в движение каретка передвижного рольганга 21. Ролики 29 рольганга 21 устанавливаются над верхними полками 23 стоек 22.
За время проведения операцйи по замене груженой вагонетки 17 на порожнюю, строчка кирпича подается все время на позицию перед датчиком 15 и фиксируется остановкой конвейера 11 по сигналу датчика 15. При срабатывании датчика 15 поднимается рольганг 13, поднимая кирпичи. Включаются приводы рольгангов 13 и 21. Так как скорости рольгангов синхронизированы, то при каждом срабатывании все ряды кирпича перемещаются на один шаг с зазором. После заполнения всего слоя вагонетки кирпичами, подъемная платформа поднимается на один шаг по высоте. При этом кирпичи, находящиеся на роликах 29, устанавливаются на самые верхние полки 23, а ролики 29 устанавливаются на уровне вторых, начиная сверху полок.
После загрузки второго слоя подьемная платформа поднимается еще на шаг (и т.д.), пока не будут загружены все полки. После этого строчки кирпичей двухленточным кон- вейером начинают подаваться перед датчиком 14, а подъемная платформа вместе с вагонеткой опускается. После того вводят ролики 29 рольганга 21 из зоны вагонетки 19. Вагонетка 19 выталкивается с подъемной платформы, а на ее место заталкивается порожняя вагонетка, ролики 29 в зону вагонетки 19. В течение всего времени замены вагонетки 19 загружаются полки вагонетки 17.
Формула изобретения Установка для укладки кирпича на полки сушильной вагонетки, содержащая конвейер раздвижки, подъемный рольганг, два подвижных вдоль горизонтальных направляющих рольганга и подъемную платформу с направляющими путями для сушильной вагонетки, отличающаяся тем, что, с целью повышения производительности и уменьшения металлоемкости, она снабжена дополнительными подъемным рольгангом и подъемной платформой, стойки полок сушильной вагонетки установлены по боковым ее сторонам с шагом, равным расстоянию между роликами подвижного вдоль горизонтальных направляющих рольганга, каждый вертикальный ряд полок закреплен на соответствующей паре оппозитно расположенных стоек, принтом горизонтальные
направляющие подвижных рольгангов и оси их роликов перпендикулярны к осям направляющих путей, а оси последних соосны с осями подъемных рольгангов и перпендикулярны к оси конвейера раздвижки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия формования и сушки керамических изделий | 1978 |
|
SU764985A1 |
| Устройство для укладки керамическихиздЕлий HA СушильНыЕ ВАгОНЕТКи | 1979 |
|
SU837886A1 |
| Установка для резки и укладки кирпича-сырца на консольные сушильные вагонетки | 1981 |
|
SU1022814A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Устройство для укладки керамических изделий на сушильные вагонетки | 1982 |
|
SU1031733A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Установка для многоструйной резки и укладки кирпича на сушильные вагонетки | 1986 |
|
SU1414653A1 |
| Линия формования и укладки керамических изделий на сушильную вагонетку | 1984 |
|
SU1174272A1 |
| Установка для резки и укладки кирпича на сушильные вагонетки | 1980 |
|
SU921860A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
Использование: в строительных материалах. Сущность изобретения: установка для укладки кирпича на полки сушильной ваго-. нётки содержит конвейер раздвижки, ос- нов ной и дополнительный подъемные роль- ганги, два подвижных вдоль горизонтальных направляющих рольганга И две подъемные Платформы с направляющи- миг1утями для Сушильной вагонетки, стойки которой установлены по боковым ее сторонам с шагом, равным расстоянию между роликами подвижного вдоль горизонтальных направляющих рольганга. Каждый вертикальный ряд полок вагонетки закреплен на соответствующей паре оппозитно расположенных стоек. Горизонтальные направляющие подвижных рольгангов и оси их роликов перпендикулярны осям направляющих путей, а оси последних соосны осям подъемных рольгангов и перпендикулярны оси конвейера раздвижки. 4 ил.
и
TNI jhS .„TR JHXu
S.
JMД. Д м
SL
INKI -RfИГ - T
Cq И RT IT KF
Fi ..И ,, J3. , H .. И
ТГ ТУ М
iai
V
csl
%
&Ш
Фиг.4
| Установка для резки и укладки кирпича на сушильные вагонетки | 1987 |
|
SU1505788A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Установка для резки и укладки кирпича-сырца на сушильную рамку | 1987 |
|
SU1472275A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Зорохович В,С | |||
| и Шукуров Э.Д | |||
| Производство кирпича | |||
| Л.: Стройиздат, 1988, с | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
