(
ч|
ю
(Я
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для раздачи блюд на предприятиях общественного питания | 1987 |
|
SU1583085A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО УСКОРЕННОГО РЕСТОРАННОГО ОБСЛУЖИВАНИЯ И РЕСТОРАН АВТОМАТИЗИРОВАННОГО УСКОРЕННОГО ОБСЛУЖИВАНИЯ | 2010 |
|
RU2434566C1 |
| Линия для производства керамической плитки | 1985 |
|
SU1284837A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| Машина для набора комплектов печатной корреспонденции | 1990 |
|
SU1747201A1 |
| Машина для формирования на поддонах пакетов из затаренных в мешки грузов | 1975 |
|
SU557022A1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| ЛИНИЯ ПОГРУЗОЧНО-РАЗГРУЗОЧНЫХ РАБОТВ ЭКСПЕДИЦИЯХ И ХЛЕБОХРАНИЛИЩАХХЛЕБОЗАВОДОВ | 1972 |
|
SU427688A1 |
| Устройство для укладки изделий в пакет и поштучной выдачи изделий из пакета | 1986 |
|
SU1342844A1 |
Изобретение относится к установкам для раздачи блюд на предприятиях общественного питания. Цель изобретения - повышение производительности и эффективности обслуживания. Линия содержит приемное отделение 1, накопитель 12 подносов, отделение 17 выдачи подносов, средства бактерицидной обработки 24 и систему управления. Накопитель 12 подносов выполнен в виде рольганга 13. В приемном отделении расположены устройство комплектации подносов в стопки и механизм для разделения подносов из стопки по одному и подачи их на полки вертикальных конвейеров. При работе линии подносы формируют в стопки и скапливают в накопителе 12 подносов. Далее подносы поступают в отделение выдачи 17, где по одному поступают в отделение комплектации обедов. 1 з.п.ф-лы, 3 ил.
IDutl
k-.
Изобретение относится к установкам для раздачи блюд на предприятиях общественного питания и может быть использовано в столовых промышленных предприятий, лечебно-оздоровительных учреждений, воинских частей и т.д.
Цель изобретения - повышение производительности и эффективности обслуживания.
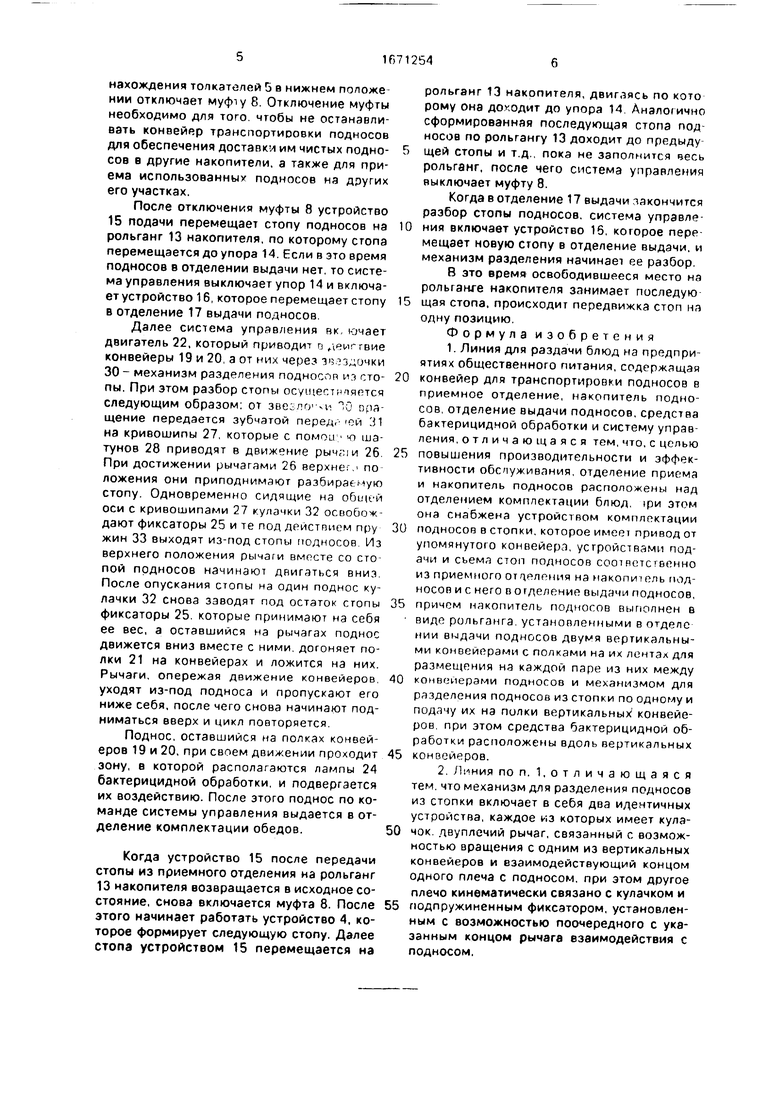
На фиг. 1 изображена линия для раздачи блюд, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - механизм для разделения подносов, узел I на фиг.2.
Линия содержит приемное отделение 1, накопитель подносов, через которые проходит цепь конвейера транспортировки подносов с платформами 2, на которых расположены подносы 3, предварительно прошедшие санитарную обработку (чистку, мойку, сушку и пр.). Здзсь же установлено устройство 4 комплектации подносов в стопки. Платформы 2 при движении конвейера через приемную часть 1 пересекаются с траекторией движения толкателей 5 устройства 4. Поэтому во избежание наезда платформ 2 на толкатели 5 и их поломки движение толкателей 5 синхронизировано с движением конвейера. Это обеспечивается тем, что привод устройства 4 осуществляется с помощью узла отбора мощности (звездочка 6) от цепи конвейера транспортировки подносов. Далее вращение передается с помощью передачи 7 через выключаемую муфту 8 на кулачок 9. Под воздействием кулачка толкатель 5, опирающийся на него, совершает возвратно-поступательные движения, при атом снимает подносы 3 с конвейера транспортировки и поднимает их до подпружиненных защелок 10, расположенных в устройстве 4 попарно с двух сторон. При этом формируется стопа 11 подносов.
Накопитель 12 подносов размещен в верхней части помещения под потолком выше зоны раздачи и приема пищи, и выполнен в виде рольганга 13, на котором накапливаются и перемещаются стопы подносов.
Рольганг 13 может быть приводной либо наклонный. В последнем случае перемещение стоп на нем происходит за счет силы тяжести. Для остановки перемещения стоп в конце рольганга 13 установлен упор 14 с электромагнитным приводом. Стопы устанавливаются в накопителе вплотную одна к
другой.
В начале и в конце рольганга установлены устройства подачи 15 и сьема 16 подносов, представляющие собой реечные механизмы с электроприводом и осуществляющие сталкивание стоп подносов с одной позиции на другую. Устройство 15 подачи осуществляет перемещение стопы из приемной части накопителя на рольганг 13, а
устройство 16 сьема перемещает стопы из крайнего правого положения на рольганге в отделение 17 выдачи подносов.
Для выдачи подносов в отделение комплектации обедов используется устройст0 во 8 в виде двух цепных вертикальных конвейеров 19 и 20 с закрепленными на них полками 21, на которые после разделения стопы укладываются подносы. Привод конвейеров 19 и 20 производится от одного
5 электродвигателя 22, затем с помощью конических редукторов 23 производится отбор мощности на каждый из них.
В зоне выдачи вдоль конвейеров 19 и 20 по их высоте с двух с, ирон расположены
0 лампы 24 бактерицидной обработки подносов, это дает возможность производить такую обработку во время движения подносов на конвейерах непосредственно перед выдачей подносов в отделение комплектации
5 обедов.
Поступившая в отделение выдачи стопа подносов воспринимается фиксаторами 25 механизма разделения, которые производят разделение стопы по одному подносу
0 снизу. Для этого он имеет расположенные симметрично с двух сторон стопы по два двуплечих рычага 26, приводимые в действие кривошипами 27 с помощью шатунов 28.
5Привод кривошипов 27 осуществляется
от валов 29, на которых установлены звездочки 30 цепных конвейеров 19 и 20, через зубчатые передачи 31. На одном валу с кривошипами жестко закреплены кулачки 32, к
0 которым пружинами 33 прижимаются фиксаторы 25. Рычаги 26. установленные на валах 29, могут совершать качательные движения.
Линия работает следующим образом.
5 При движении конвейера транспортировки подносов от его цепи с помош ю узла отбора мощности приводится во вращение звездочка 6, цепной передачей 7 вращение передается через муфту 8 на кулачок 9, при
0 этом толкатели 5 совершают возвратно-поступательное движение и при ходе вверх снимают поднос 3 с платформы 2 конвейера транспортировки, поднимают его вверх, оставляют на защелках 10 и снова опуска5 ются вниз. При подходе следующего подноса цикл повторяется. Каждый последующий поднос входит снизу центрирующими элементами в предыдущий и формируется стопа подносов. При достижении заданной высоты стопы система управления в момент
нахождения толкателей 5 в нижнем положении отключает муфту 8. Отключение муфты необходимо для того, чтобы не останавливать конвейер транспортировки подносов для обеспечения доставки им чистых подно- сов в другие накопители, а также для приема использованных подносов на других его участках.
После отключения муфты 8 устройство 15 подачи перемещает стопу подносов на рольганг 13 накопителя, по которому стопа перемещается до упора 14. Если в это время подносов в отделении выдачи нет. то система управления выключает упор 14 и включает устройство 16, которое перемещает стопу в отделение 17 выдачи подносов.
Далее система управления вк, ючает двигатель 22, который приводит о /(еиггвие конвейеры 19 и 20, а от них через з з:л;;очки 30 - механизм разделения подносов из сто- пы. При этом разбор стопы осуществляется следующим образом: от звесло и 10 она- щение передается зубчатой перед, юй 31 на кривошипы 27, которые с помои ю шатунов 28 приводят в движение рыч;:|и 26. При достижении рычагами 26 верхнег. по ложения они приподнимают разбираемую стопу. Одновременно сидящие на обик-й оси с кривошипами 27 кулачки 32 освобождают фиксаторы 25 и те под действием пру жин 33 выходят из-под стопы подносов Из верхнего положения рычаги вместе со сто пой подносов начинают двигаться вниз. После опускания стопы на один поднос кулачки 32 снова заводят под остаток стопы фиксаторы 25. которые принимают на себя ее вес, а оставшийся на рычагах поднос движется вниз вместе с ними, догоняет полки 21 на конвейерах и ложится на них. Рычаги, опережая движение конвейеров, уходят из-под подноса и пропускают его ниже себя, после чего снова начинают подниматься вверх и цикл повторяется.
Поднос, оставшийся на полках конвейеров 19 и 20, при своем движении проходит зону, в которой располагаются лампы 24 бактерицидной обработки, и подвергается их воздействию. После этого поднос по команде системы управления выдается в отделение комплектации обедов.
Когда устройство 15 после передачи стопы из приемного отделения на рольганг 13 накопителя возвращается в исходное состояние, снова включается муфта 8. После этого начинает работать устройство 4, которое формирует следующую стопу. Далее стопа устройством 15 перемещается на
рольганг 13 накопителя, двигаясь по кото рому она доходит до упора 14. Анало(ично сформированная последующая стопа подносов по рольгангу 13 доходит до предыду щей стопы и т.д., пока не заполнится весь рольганг, после чего система управления выключает муфту 8.
Когда в отделение 17 выдачи закончится раэбор стопы подносов, система управления включает устройство 15, которое перемещает новую стопу в отделение выдачи, и механизм разделения начинает ее разбор.
8 это время освободившееся место на рольганге накопителя занимает последую щая стопа, происходит передвижка стоп на одну позицию.
Формула изобретения
Редактор В.Зарванская
Составитель Н.Хабарова Техред М.Моргентал
Фи&3 Корректор М.Демчик
| Линия для раздачи блюд на предприятиях общественного питания | 1987 |
|
SU1583085A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
