16, 17 и зет-конвейером 14, которые транспортируют верхние разгруженные из-под стержней СП 21 в нижнее положение, а со С-в верхнее. По мере надобности освобожденная К 18 убирается, а на ее место выдается другая из буферного накопителя 4. В случае замены модельного комплекта на формовочном агрегате происходит смена каретки 10 со схватами 12. При этом манипулятор 1
поворачивается на 180° и устанавливает каретку 10 в кантователь 27. Последний кантует ее на 90° и выводит из механического зацепления замковые элементы 33, обеспечивающие герметичную стыковку для подачи сжатого воздуха к пневматическим схватам. Портальный манипулятор забирает каретку и устанавливает соответствующую модельному комплекту. 1 з.п.ф-лы, 7 ил.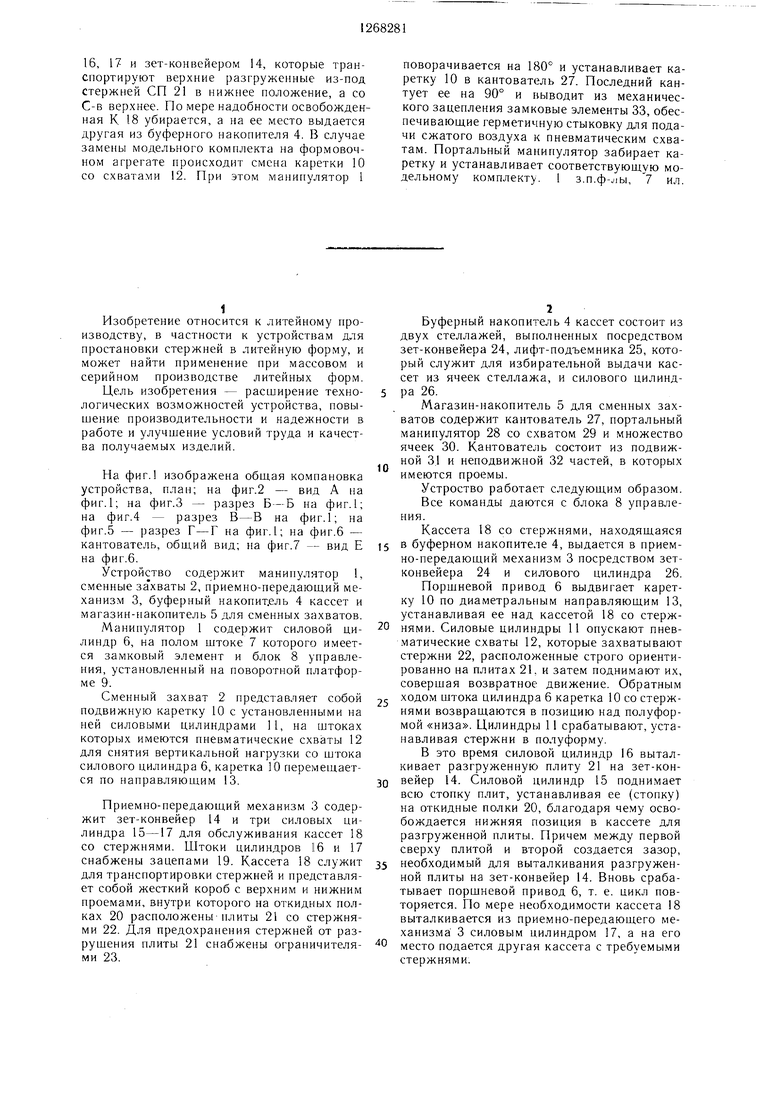
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для простановки стержней | 1982 |
|
SU1036437A1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| ПОТОЧНАЯ ЛИНИЯ РЕМОНТА РОЛИКОВЫХ БУКС | 1991 |
|
RU2047516C1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Автоматический формовочный блок | 1982 |
|
SU1247152A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Многоцелевой станок с ЧПУ | 1985 |
|
SU1351739A1 |
Изобретение относится к литейному производству, в частности к устройствам для простановки стержней (С) в литейную форму, и может найти применение при массовом и серийном производстве литейных форм. Цель изобретения - расширение технологичесих возможностей устройства, повы2S 30 Л7 А шение производительности и надежности в работе, улучшение условий труда и качества получаемых изделий. Устройство для автоматической простановки С содержит манипулятор 1 со сменными захватами 2, хранящимися в магазине-накопителе 5, и приемнопередаюший механизм 3, предназначенный для передачи С из кассет (К) буферного накопителя. Сменные, захваты 2 представляют собой каретки 10 с установленными на них пневматическими схватами 12. Последние берут со специальных плит (СП) 21, находящихся в К 18 и после фиксации каретки 10 над полуформой «низа опускают их в форму. Расположение на каждой из кареток 10 схватов 12 и на СП 12 стержней соответствует положению последних в форме. S Во время простановки С кассета 18 установлена в приемно-передаюшем механизме (Л 3, оснащенном поршневыми приводами 15, Г ю О5 00 ю СХ) 26
Изобретение относится к литейному производству, в частности к устройствам для простановки стержней в литейную форму, и может найти применение при массовом и серийном производстве литейных форм.
Цель изобретения - расширение технологических возможностей устройства, повышение производительности и надежности в работе и улучшение условий труда и качества получаемых изделий.
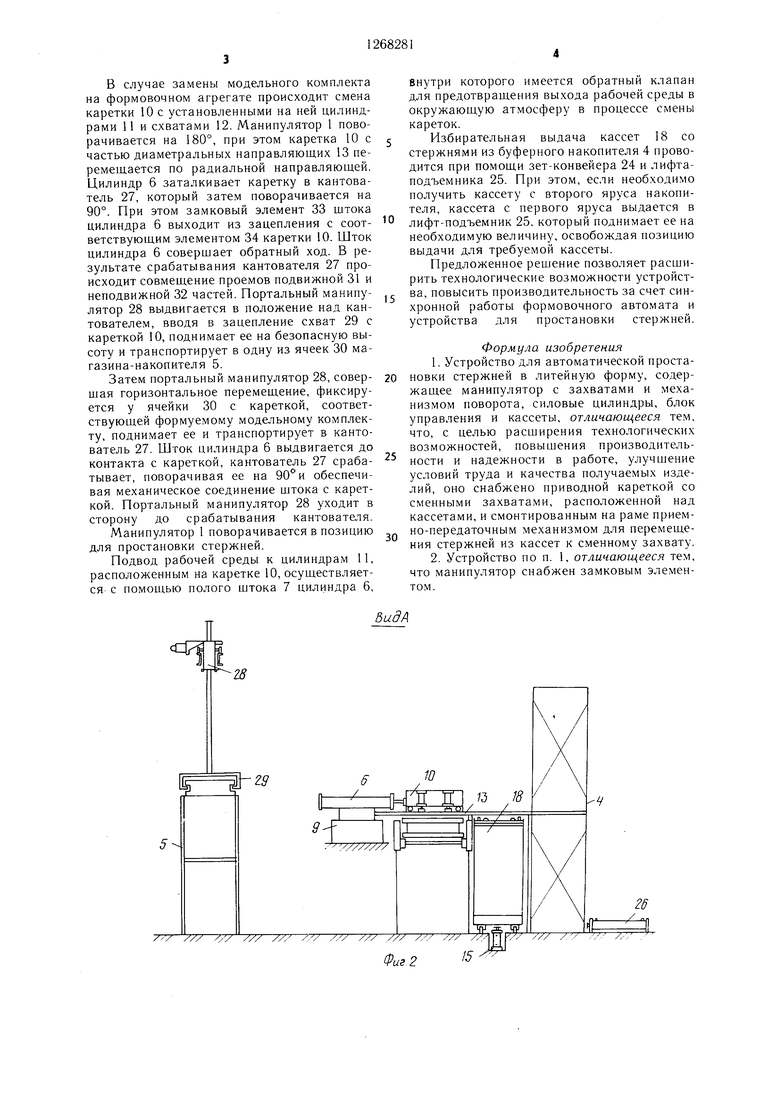
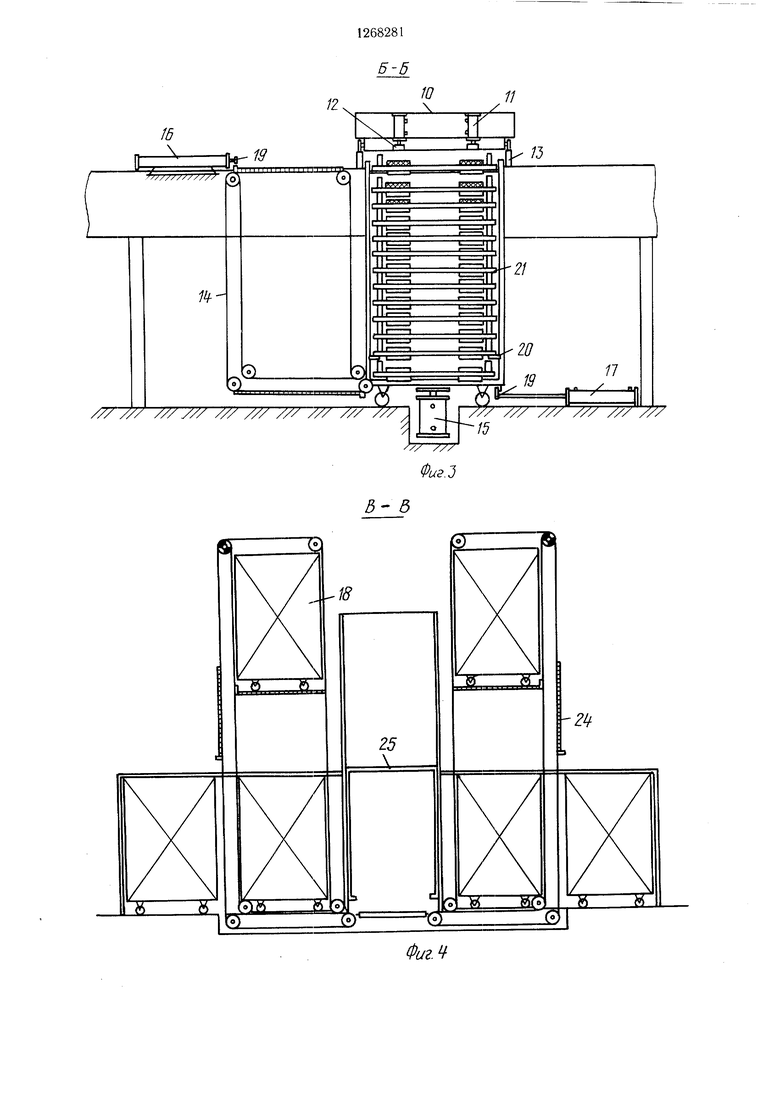
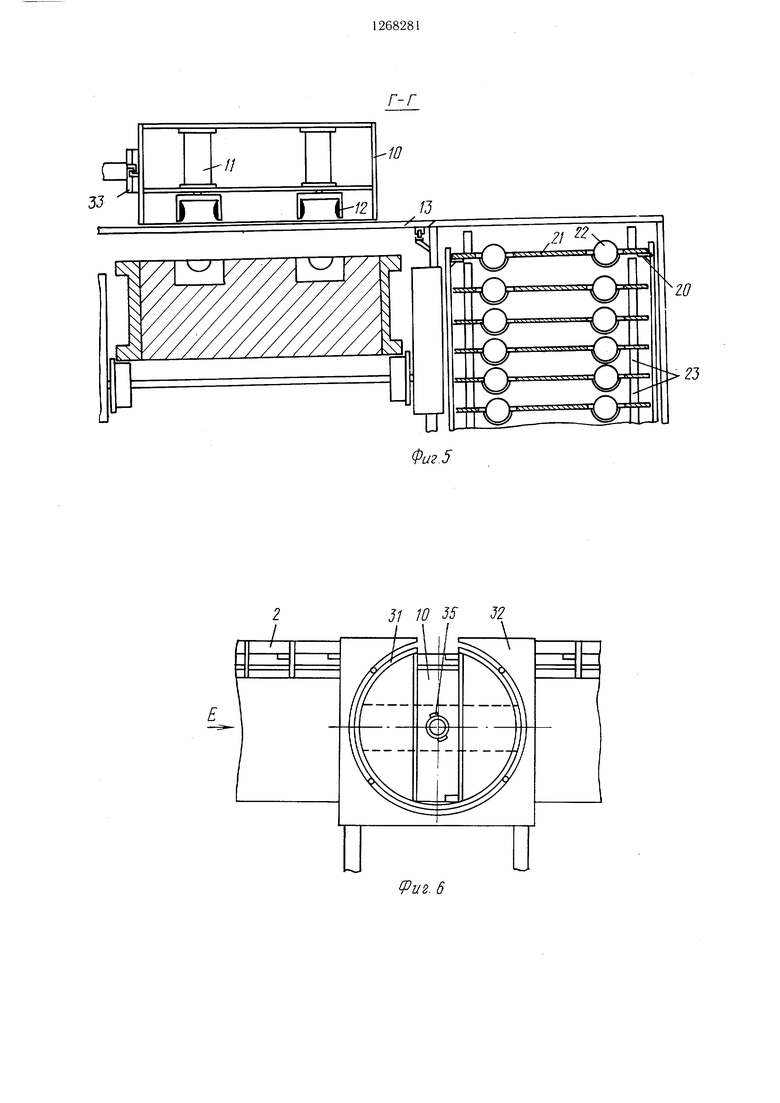
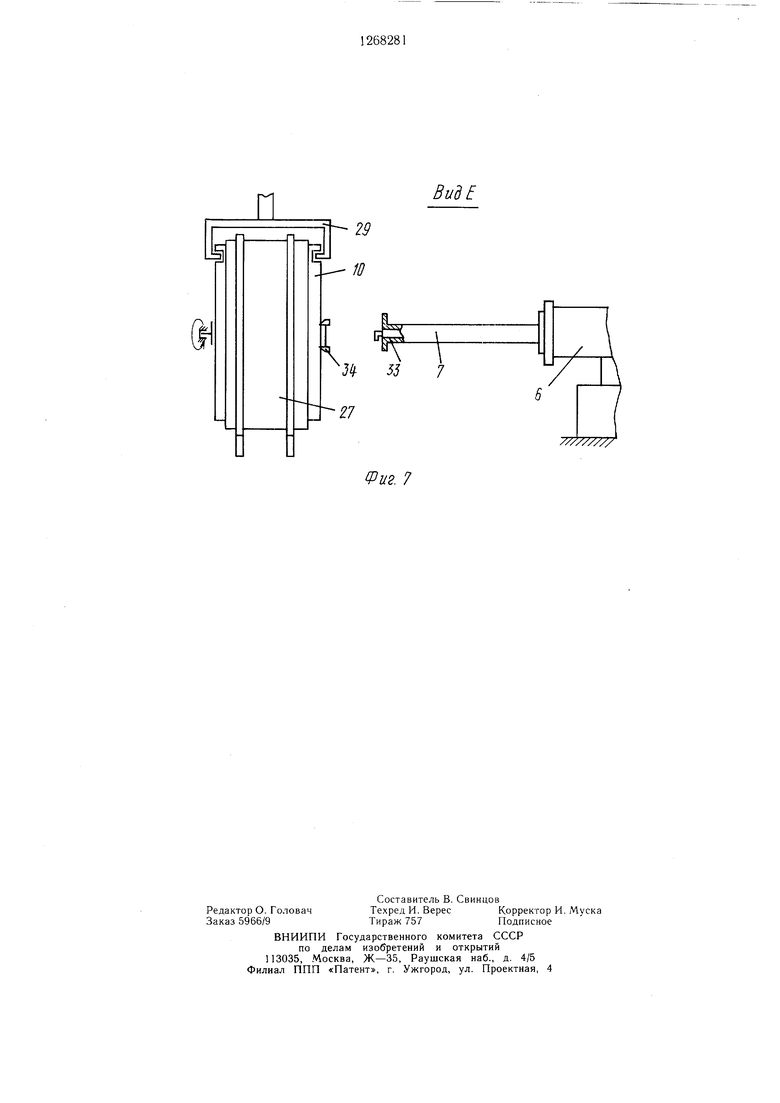
На фиг.1 изображена общая компановка устройства, плап; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б - Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг.5 - разрез Г-Г на фиг.1; на фиг.6 - кантователь, общий вид; на фиг.7 - вид Е на фиг.6.
Устройство содержит манипулятор 1, сменные захваты 2, приемно-передающий механизм 3, буферный накопит.ель 4 кассет и магазин-накопитель 5 для сменных захватов.
Манипулятор 1 содержит силовой цилиндр 6, на полом штоке 7 которого имеется замковый элемент и блок 8 управления, установленный на поворотной платформе 9.
Сменный захват 2 представляет собой подвижную каретку 10 с установленными на ней силовыми цилиндрами 11, на штоках которых имеются пневматические схваты 12 для снятия вертикальной нагрузки со штока силового цилиндра 6, каретка 10 перемещается по направляюшим 13.
Приемно-передающий механизм 3 содержит зет-конвейер 14 и три силовых цилиндра 15-17 для обслуживания кассет 18 со стержнями. Штоки цилиндров 116 и 17 снабжены зацепами 19. Кассета 18 служит для транспортировки стержней и представляет собой жесткий короб с верхним и нижним проемами, внутри которого на откидных полках 20 расположены плиты 21 со стержнями 22. Для предохранения стержней от разрушения плиты 21 снабжены ограничителями 23.
Буферный накопитель 4 кассет состоит из двух стеллажей, выполненных посредством зет-конвейера 24, лифт-подъемника 25, который служит для избирательной выдачи кассет из ячеек стеллажа, и силового цилиндра 26.
Магазин-накопитель 5 для сменных захватов содержит кантователь 27, портальный манипулятор 28 со схватом 29 и множество ячеек 30. Кантователь состоит из подвижной 31 и неподвижной 32 частей, в которых имеются проемы.
Устроство работает следующим образом. Все команды даются с блока 8 управления.
Кассета 18 со стержнями, находящаяся
5 в буферном накопителе 4, выдается в приемно-передающий механизм 3 посредством зетконвейера 24 и силового цилиндра 26. Поршневой привод 6 выдвигает каретку 10 по диаметральным направляющим 13, устанавливая ее над кассетой 18 со стерж0 нями. Силовые цилиндры 11 опускают пневматические схваты 12, которые захватывают стержни 22, расположенные строго ориентированно на плитах 21, и затем поднимают их, совершая возвратное движение. Обратным
с ходом штока цилиндра 6 каретка 10 со стержнями возвращаются в позицию над полуформой «низа. Цилиндры 11 срабатывают, устанавливая стержни в полуформу.
В это время силовой цилиндр 16 выталкивает разгруженную плиту 21 на зет-кон0 вейер 14. Силовой цилиндр 15 поднимает всю стопку плит, устанавливая ее (стопку) на откидные полки 20, благодаря чему освобождается нижняя позиция в кассете для разгруженной плиты. Причем между первой сверху плитой и второй создается зазор,
необходимый для выталкивания разгруженной плиты на зет-конвейер 14. Вновь срабатывает поршневой привод 6, т. е. цикл повторяется. По мере необходимости кассета 18 выталкивается из приемно-передающего механизма 3 силовым цилиндром 17, а на его
0 место подается другая кассета с требуемыми стержнями. В случае замены модельного комплекта на формовочном агрегате происходит смена каретки 10 с установленными на ней цилиндрами 11 и схватами 12. Манипулятор 1 поворачивается на 180°, при этом каретка 10 с частью диаметральных направляющих 13 перемеш,ается по радиальной направляюш.ей. Цилиндр 6 заталкивает каретку в кантователь 27, который затем поворачивается на 90°. При этом замковый элемент 33 штока цилиндра 6 выходит из зацепления с соответствующим элементом 34 каретки 10. Шток цилиндра 6 совершает обратный ход. В результате срабатывания кантователя 27 происходит совмещение проемов подвижной 31 и неподвижной 32 частей. Портальный манипулятор 28 выдвигается в положение над кантователем, вводя в зацепление схват 29 с кареткой 10, поднимает ее на безопасную высоту и транспортирует в одну из ячеек 30 магазина-накопителя 5. Затем портальный манипулятор 28, совершая горизонтальное перемещение, фиксируется у ячейки 30 с кареткой, соответствующей формуемому модельному комплекту, поднимает ее и транспортирует в кантователь 27. Шток цилиндра 6 выдвигается до контакта с кареткой, кантователь 27 срабатывает, поворачивая ее на 90°и обеспечивая механическое соединение штока с кареткой. Портальный манипулятор 28 уходит в сторону до срабатывания кантователя. Манипулятор 1 поворачивается в позицию для простановки стержней. Подвод рабочей среды к цилиндрам 11, расположенным на каретке 10, осуществляется с помощью полого штока 7 цилиндра 6, Внутри которого имеется обратный клапан для предотвращения выхода рабочей среды в окружающую атмосферу в процессе смены кареток. Избирательная выдача кассет 18 со стержнями из буферного накопителя 4 проводится при помощи зет-конвейера 24 и лифтаподъемника 25. При этом, если необходимо получить кассету с второго яруса накопителя, кассета с первого яруса выдается в лифт-подъемник 25. который поднимает ее на необходимую величину, освобождая позицию выдачи для требуемой кассеты. Предложенное рещение позволяет расширить технологические возможности устройства, повысить производительность за счет синхронной работы формовочного автомата и устройства для простановки стержней. Формула изобретения 1.Устройство для автоматической простановки стержней в литейную форму, содержащее манипулятор с захватами и механизмом поворота, силовые цилиндры, блок управления и кассеты, отличающееся тем. что, с целью расширения технологических возможностей, повышения производительности и надежности в работе, улучшение условий труда и качества получаемых изделий, оно снабжено приводной кареткой со сменными захватами, расположенной над кассетами, и смонтированным на раме приемно-передаточным механизмом для перемещения стержней из кассет к сменному захвату. 2.Устройство по п. 1, отличающееся тем, что манипулятор снабжен замковым элементом.
2
Ю
18
12
16
Ю
11
/
JSL
V/ ///
Фиг.:)
Фиг. чЕ
ВидЕ
/
Фиг. 7
| Установка для подачи стержней | 1980 |
|
SU950480A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для простановки стержней | 1982 |
|
SU1036437A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
