Способы непрерывного безобкаточного фрезерования различных зубчатых и шлнцевых поверхностей профильными фрезами - улитками известны.
Известен также способ непрерывного безобкаточного фрезерования прямоугольно -гилицевых валикоп и т. п. деталей с осун-1,ествлениел; кинематической связи между вращением заготовки и фрезы при непрерывной осевой подаче фрезы.
Однако применяемые в этих способах фрезы имеют сложную конструкцию, которая создает трудности при изготовлении фрез и увеличивает их стоимость.
Описываемый способ устраняет указанные ,недостатки. Это достигается тем, что фрезерование впадипы между шлицами производится в основном торцовыми зубцами узкой дисковой фрезы, которые нарезаны на части ее окружности с радиусом, превын1аЮ1цим радиус ее ненарезанной части на высоту шлица.
Для обеспечения заданной формы П1лицевого контура валика при фрезеровании время рабочего поворота нарезанной части фрезы и время поворота ее пенарезанной части соответственно равны времени поворота заготовки на угол впадины и времени ее поворота на угол шлица.
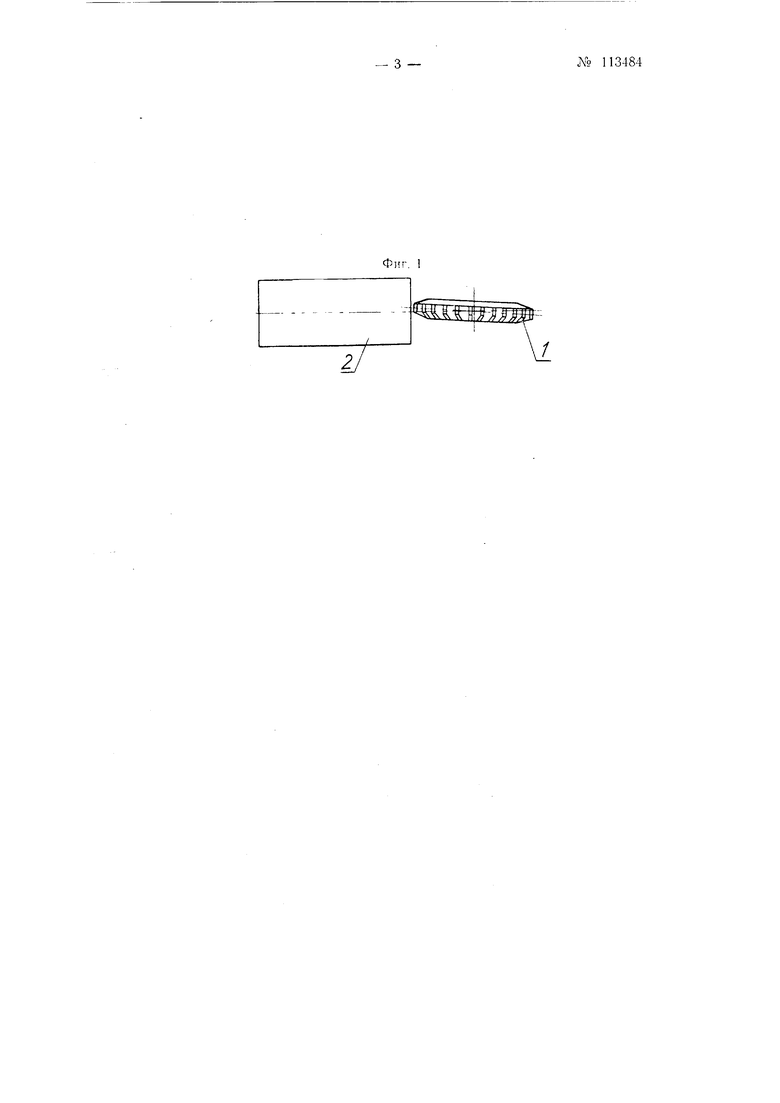
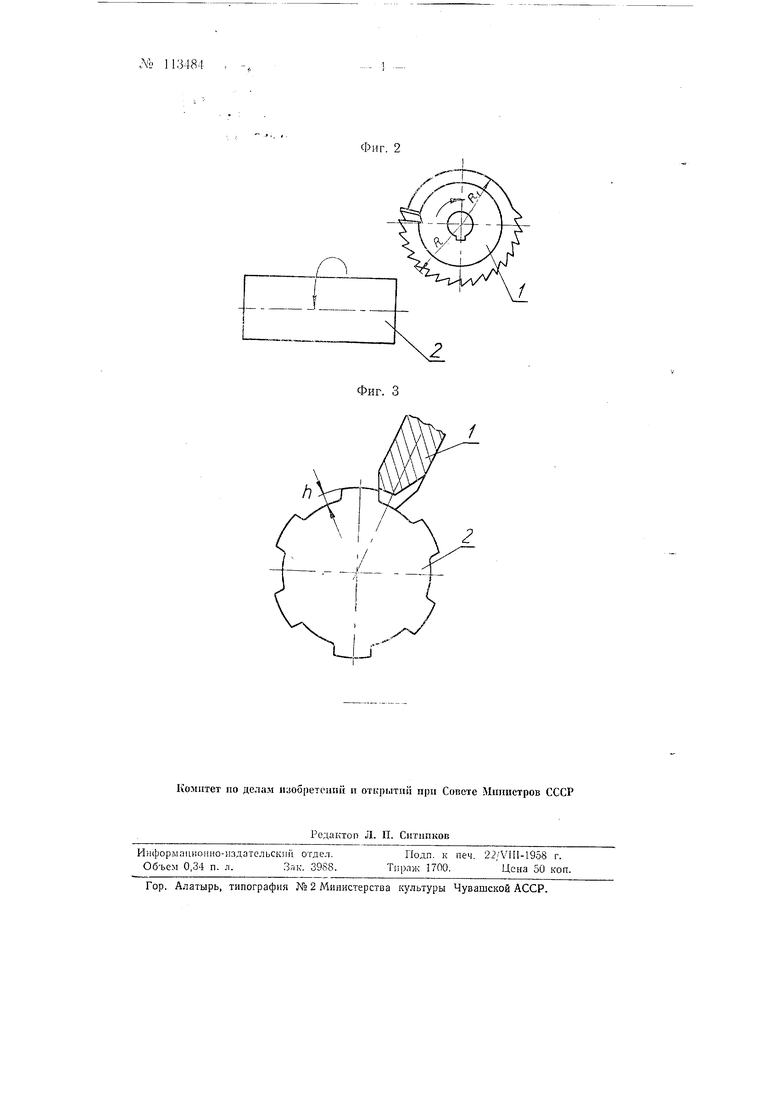
На фкг. 1 изображено расположение фрезы относительно обрабатываемой детали, сверху; на фиг. 2-вид сбоку; на фиг. 3-вид с торца.
Двухсторонняя дисковая фреза / снабжена зубцами, нарезанными только па части ее окружности с радиусом R, который превышает раднус R непарезанпой части на высоту Л шлица, а то.тшина фрезы выполнена меньше ширины впадпны между шлицами детали.
При фрезеровании шлицевых валпков на зубофрезерном станке заготовка 2, кинематически связанная с фрезерным шпинделем, непре эывно враншется в панравлении па нарезанный торец фрезы, а фреза совершает осевое перемешенио на определенную величину за один оборот заготовки.
При этом зубчатая часть фрезы выбирает по дуге материал из впадины между шлицами, llpii выходе фрезы к боковой поверхности шлица последиин свободно проходит нод гладкой частью фрезы. Соотношение длин для парсзанио.н и гладкой частей фрезам, а также кинематическая связь .между враимением фрезы и заготовкой oiipeделяется тем, что время поиота нарезанной части фрезы pai-но времени иоворота И1линевого валика на угол виаднны, а время поворота гладкой части-времени иоворота валика на угол И1лица.
В данном способе в резании участвует в основном не весь профиль фрезы, а только ее торцовая часть, что значительно унрои1ает конструкцию фрезы, по сравцепию со сннральнымн фрезамн-улпткими.
П р е д м е т и з о б р е т е н и я
1. Способ ненрерывиого безобкаточного фрезеровання прямоу1о,П;по-н|,лицевых 15ал11ков и т. и. ;1ета лсГ:. с осуи1ест1 леиие.м книематичеCKOii связ между враидением за1отовки и фрезы нрн иеирерывиой oceBoii подаче ф)езы, от.тичаю|ц и и с я Ic.M. ч го, с це.чью уп)О цеппи конструкции фрезы, фрезеровании виадииы между И1лица.ми проП31;О.ТЯТ в основном ТОрПОВЫМИ 3 биа.уи уз ко 11 дисковой сЬрсзь, и а резанными на части ее ок)ужиости с |)адиусом, иревышаюн1н.м радиус ео исиарезанно части на высоту ипица.
2. Способ ио п. 1, от.тичаю41 и 11 с я ICM, что, с целью обесисчеиия залаиной форЛЗы И1лицевого Koirrypa валика, ири фрезеровании в)емя рабочего поворота нарезанной 4ciCTii ф)езы н время поворота ее нсиарезанной части соответ- ствсино рав1П 1 времени иоворота заготовкн на угол виадииы и времени се иоворота иа уго, иктица.
2,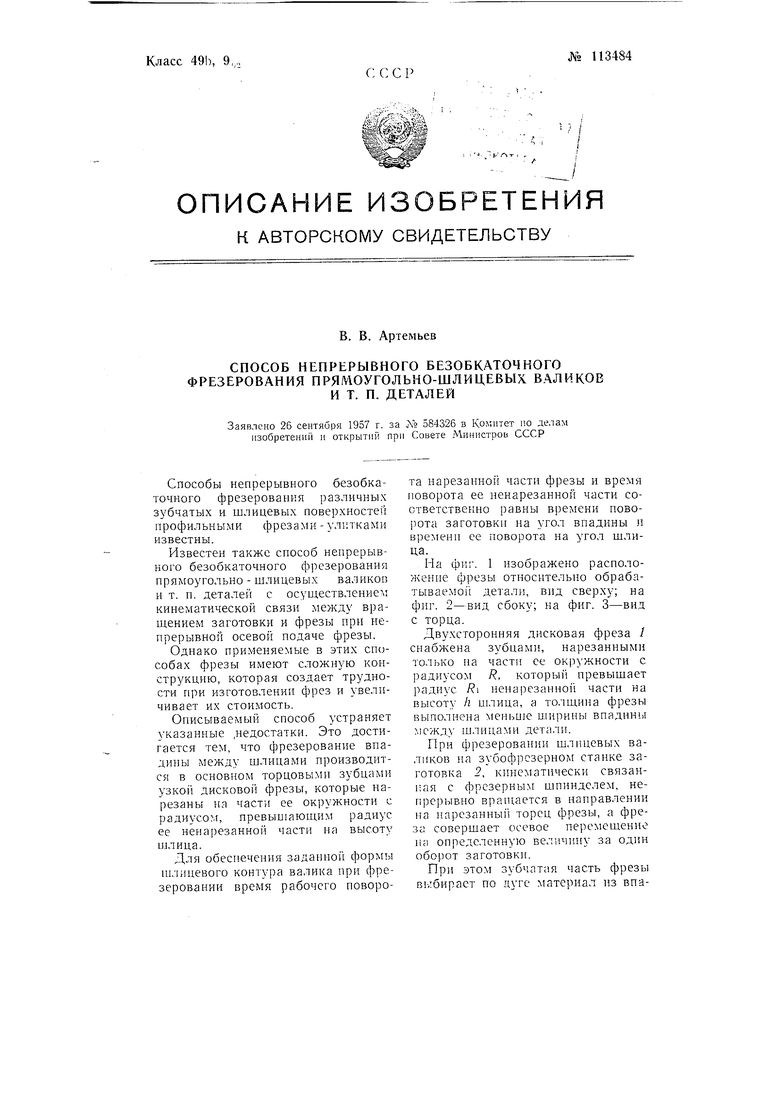
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания конических зубчатых колес с криволинейным продольным очертанием зубцов без обкатки путем профильного копирования на зубофрезерных станках | 1949 |
|
SU90414A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2169060C2 |
| Вертикально-протяжной станок для обкаточного протягивания шестерен | 1948 |
|
SU117298A1 |
| Способ нарезки зубчатых колес с криволинейными зубьями | 1948 |
|
SU81939A1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ОПЕРАЦИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2014 |
|
RU2583557C2 |
| Способ нарезания крупномодульных цилиндрических зубчатых колес | 1961 |
|
SU151180A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2207224C2 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2202460C2 |