Предлагаемый автоматический станок для отгпбк ушков на пружинах растяжения выполнен в виде поворотной револьверной многопозициопной головки, снабженной на каждой позпцни оправками для закрепления обрабатываемых пружнн. В этом станке коицентрнчно отно сительно головки расположены по технологическому процессу питатс.мь заготовок с бункером н рабочие механизмы, одновремепно выполняюП1,ие заданную технологическую операцию нри каждом последовательном положении головки.
Для обработки обоих концов пружины оправки выполнены поворотными вокруг своей нродольной оси с осуществлением поворота на 180 перед позицией, соответствующей началу обработкп второго конца, а также перед выдачей готовой деталн.
Для обеспечетпш работы механизмов стапка применена жесткая кин.ематическая связь с кулачковым распределите.пькым ва.юм.
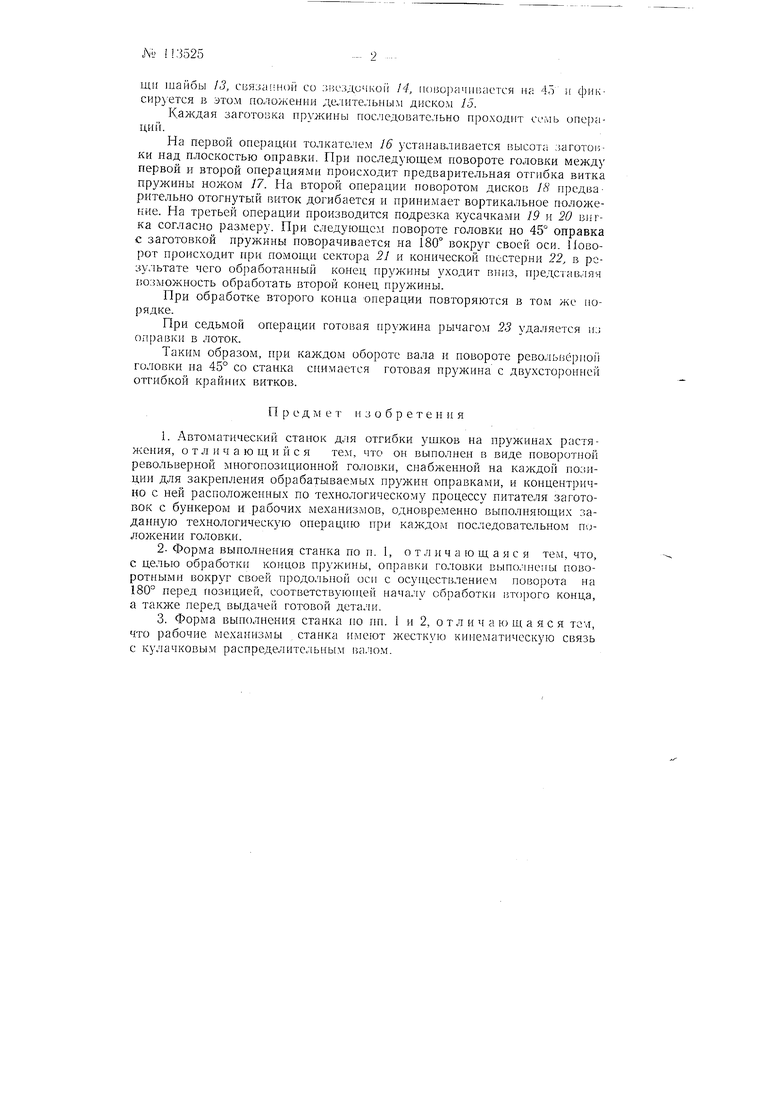
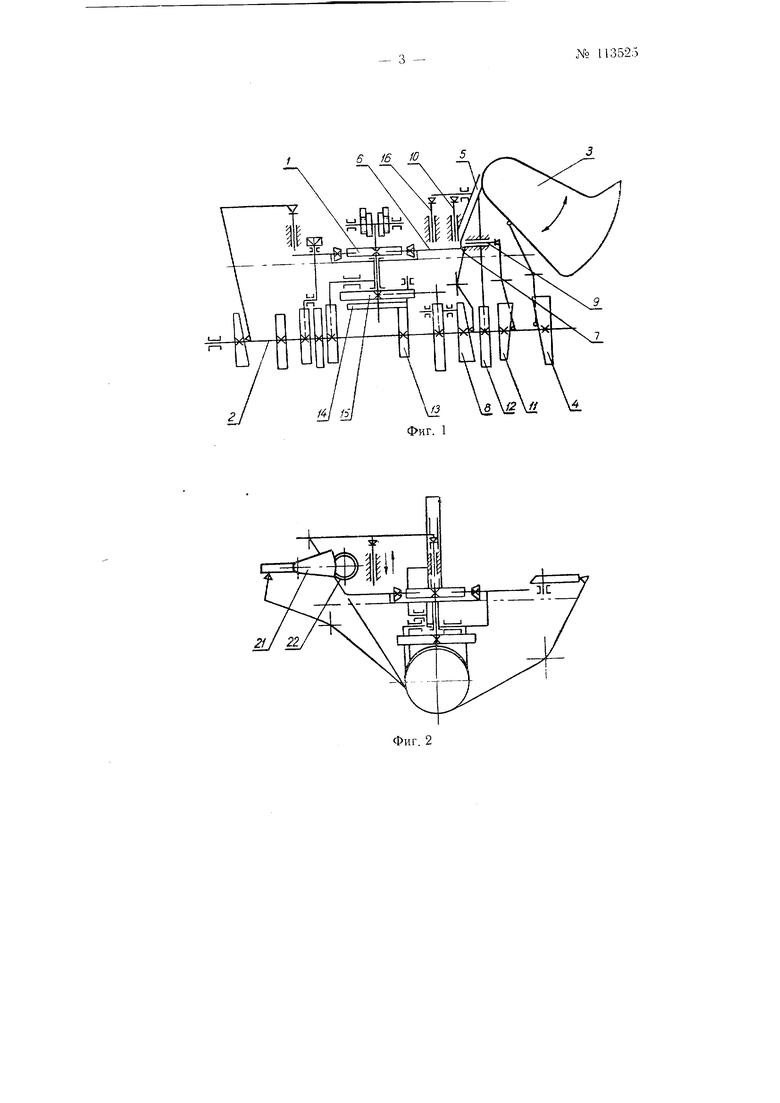
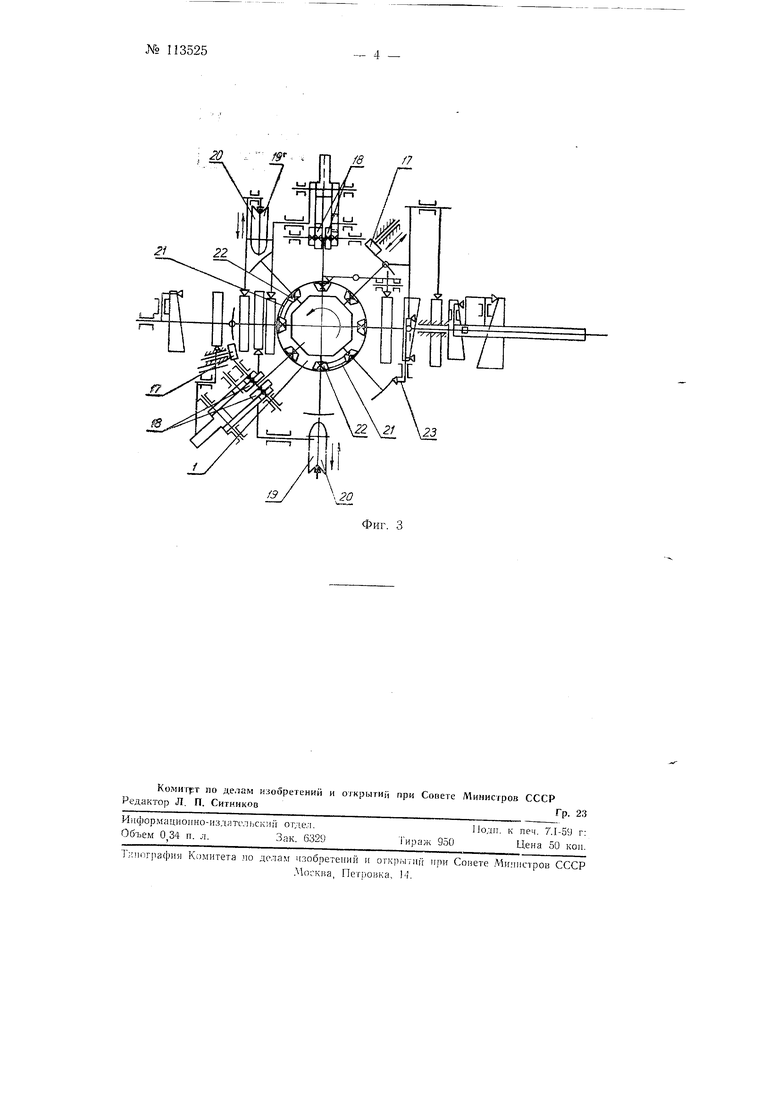
На фиг. 1 схематически показан предлагаемый станок, вид снереди; на фиг. 2-вид сбоку; на фиг. 3 - вид в плане.
Станок настольного типа состоит из монтиро1-1анных на станине мпогопозицнонной револьверной головки / с оправкамн, распределительного кулачкового вала 2, питателя 3 заготовок с бунке юм (на чертеже не показан) и концентрично расположенных относите.чьно го.ювки рабочих механизмов.
Заготовки пружин из бункера питате.;1ем 5, приводимым в де-йствие от кулачка 4, подаются по каналу 5 в онравку 6 головки, которая к люменту подачи заготовки разжимается рычагом 7, приводимым кулачком 8. Подача осуществляется толк:ателями 5 и 10, приводимыми кулачками // и 12. После захвата заготовки револьверпая головка при помоj b П3525-- 2 --щи шайбы 13, связги-ной со з зсздочко 14, поворачивается на 43 и фиксируется в этом положении де.: ительны.1 диском 15.
Каждая заготовка пружины последовательно проходит семь операНа первой операции толкатачем 16 устанавливается высота заготовки над плоскостью оправки. При последующем повороте головки между первой и второй операциями происходит предварительная отгибка витка пружины ножом 17. На второй операции поворотом дисков 18 предва рительно отогнутый виток догибается и принимает вортикальное положение. На третьей операции производится подрезка кусачками 19 и 20 Biirка согласно размеру. При следующем повороте головки но 45° оправка с заготовкой пружины поворачивается на 180° вокруг своей оси. Поворот происходит при помощи сектора 21 и конической юестерни 22, в рсзу.чьтате чего об11аботанный конец пружины уходит вниз, представляя нозможность обработать второй конец пружины.
При обработке второго конца операции повторяются в том же порядке.
При седьмой операции готовая пружина рычагом 23 удаляется из оправки в лоток.
Таким образом, при каждом обороте вала и повороте револьверпо головки на 45° со станка снимается готовая пр)жина с двухсторонней отгибкой крайних витков.
П р е д м GT изобретен и я
1.Автоматический станок для отгибки ушков на пружинах растяжения, отличающийся тем, что он выполнен в виде поворотной револьверной многопозиционной головки, снабженной на каждой позиции для закренления обрабатываемых пружин оправками, и концентрично с ней расположенных по технологическому процессу питателя заготовок с бункером и рабочих механизмов, одновременно выполняющих заданную технологическую операщ ю при каждом последовате п ьном положении головки.
2.Форма выполнения станка по п. 1, о т л и ч а ю щ а я с я тем, что, с целью обработки концов пружины, оправки го.товки выполнены поворотнымн вокруг своей продольной осп с осу1цествлением поворота на 180° перед позицией, соответствующей началу обработки второго конца, а также перед выдачей готовой дета.П.
3.Форма выполнения станка но пп. 1 и 2, отличающаяся тем, что рабочие механизмы станка имеют жесткую кинематическую связь с кулачковым распределите.чьным валом.
6 16 10
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для горячего лужения контактов | 1956 |
|
SU109803A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕОБРАЗНЫХ ИЗДЕЛИЙ ИЗ ПРОВОЛОЧНЫХ ЗАГОТОВОК | 1991 |
|
RU2013174C1 |
| Станок для загибки ушков на рессорных пластинках | 1954 |
|
SU100787A1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК (ВАРИАНТЫ) | 2006 |
|
RU2401721C2 |
| Станок для изолирования сердечников реле типа РКМ и РС-13 изоляционной лентой | 1960 |
|
SU143922A1 |
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |
| Станок для сверления углублений в камнях-подпятниках для часов и приборов | 1959 |
|
SU130391A1 |
| БИБЛИОТЕКА IЛ. И. Фалалеев | 1972 |
|
SU349456A1 |
| Многооперационный станок | 1991 |
|
SU1775268A2 |
Фиг. 3 /7
