Изобретение относится к станку для загибки ушков на рессорных пластинах, оборудованному гибочным устройством с цилиндрическими оправками.
Отличительная особенность станка состоит в том, что гибочное устройство выполнено в виде двух смонтированных на буксах профильных кулаков, вращаемых во встречном направлении приводом от реверсивного двигателя; кулаки снабжены вставными вкладышами для затяжки вокруг цилиндрических оправок загибаемых концов нагретой рессорной пластины. Оправки для ушков выполнены выдвижными посредством рычажного устройства, приводимого в действие пневматическим или иным двигателем.
Одна из букс для профильного кулака и оправки выполнена передвижной в гнезде опорной плиты станка с возможностью регулирования межцентрового расстояния между оправками.
Такая конструкция гибочного устройства станка повышает производительность гибочной операции за счет одновременной загибки ушков на, обоих концах рессорной пластины
без последующей доводки, облегчает укладку и снятие изгибаемых рессорных пластин и позволяет осуществлять загибку ушков рессорных пластин различной длины.
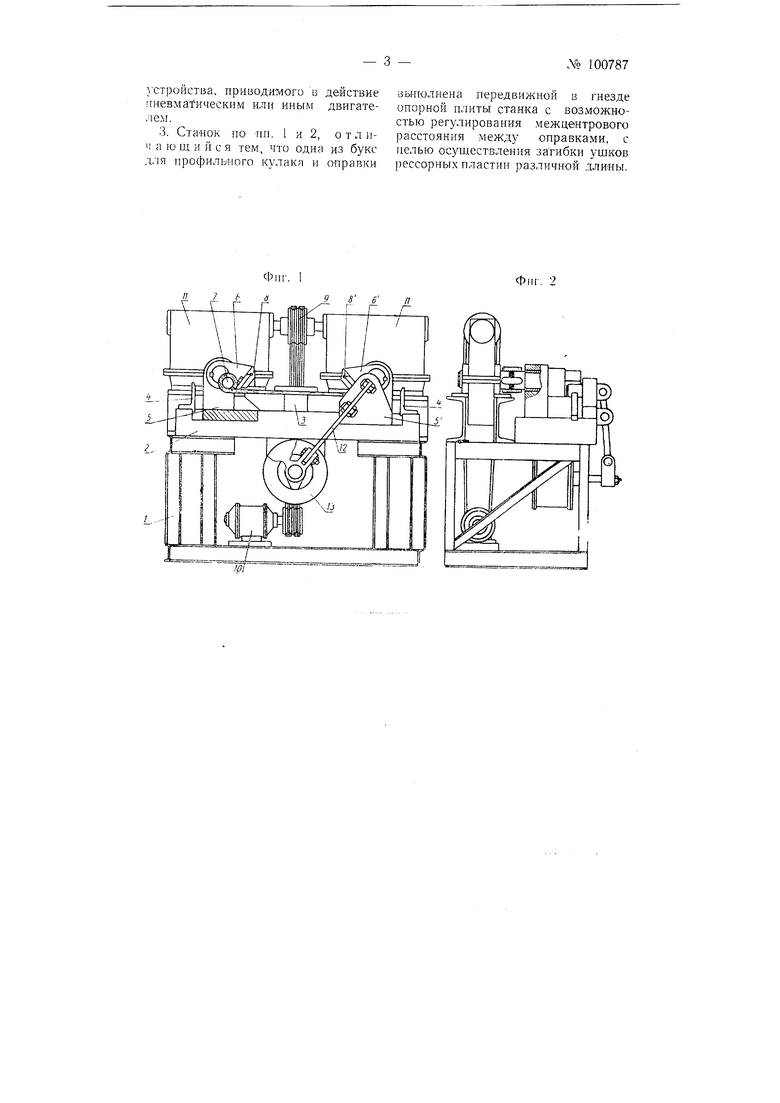
На фиг. 1 изображен вид станка спереди; на фиг. 2 - вид станка сбоку.
Станина станка выполнена в виде сварной металлической рамы /, на которой расположена плита 2 с опорной стойкой 3 для изгибаемой рессорной пластины с двумя упорами-ограничителями 4 и 4 и двумя буксами 5 и 5, закрепляемыми на плите бо.лтами.
В кронштейнах букс имеются по два сквозных отверстия. Через одно отверстие каждой буксы проходит вал профильного кулака 6 (или 6) для загибки ушков рессорной полосы, а через другое - цилиндрическая оправка 7, вокруг которой производится загибка ушка.
Чтобы облегчить загибку ушков рессорной полосы в начале операции и обеспечить затяжку концов полосы, центр отверстия для кулачкового вала в каждой буксе смещен относительно центра отверстия для цилиндричес: ой оправки.
Для этой цели кулачки снабжены вставными вкладышами 8 и , осуществляющими затяжку вокруг ци. индрических заготовок загибае1 ых концов рессорной полосы.
Валы кулаков приводятся во вращательное движение текстропной передачей 9 от приводного электродвигателя /(, установленного в 1 ижней части станины станка и снаблсеиного двумя редукторами 1 и //, распо.юженнымн в верхней часта станка на плите. Оба редуктора имеют одинаковое передаточное число, но отличаются один от другого тем, что их червячные валы вращаются навстречу один другому, для чего червячный вал о/т,ного редуктора снабжен правой, а -вал другого редуктора .левой нарезкой.
Цилиндрические оправки выполнены, выдвижными. При укладке изгибаемой рессорной полосы на станок оправки вдвигаются в соответствуюН1ие отверстия букс, а перед началом операцни загибки ушков выдвигаются. Перемещение оправок вдоль их осей осуществляется рычагом 12, кинематически связанным со штоком пневматического цилиндра 13, смонтированного на станине станка под плитой. Для регулирования мсжнентрового расстояния между оправками одна из букс (левая букса) выполнена с возможностью ее перестановки. Таким образом, кулак и оправка левой буксы в зависимости от длины рессорной пластинь могут быть придвинуты к правой буксе или отодвинуты от нее.
Переключатель реверса приводноIo устройства э.пектродвигателя кинематически связан с червячным ва.юм одного из редукторов и обеспечивает включение обратного хода кулаков и установку их в исходное по.чожеиие.
Операция загибки ушков па рессорных пластинах осуществляется следующим образом.
Нагретую в камерной печи рессор)1ую заготовку укладывают на опорную стойку плиты между упорамиограннчителями. В момент укладки рессорной полосы кулаки находятся
в исходном положении, т. е. под изгибаемой 1полосой, а цилиндрические оправки нахо/штся в заднем положении, т. с. втянуты в отверстия букс.
После установки рессорной полосы рабочий открывает кран впуска сжатого воздуха в нневматический цилиндр, в результате чего шток последнего посредством связанного с ним рычага выдвигает оправки и устанавливает их в рабочее нолол елие над рессорной нластиной.
Нажатнем на пусковую кнопку включается в действие приводной электродви атель, который через редукторы приводит но вращательноо движение кулаки. Кулаки подхватывают снизу выступающие из-под оправок свободпые концы рессорной полосы и загибают их вокруг онравок. Завершив операцию загибки ушков, кулаки изменяют направлен ние своего движепия и возвращаются в исходное положение. Обратное передвижеиие кулаков осуществ.ляется приводным электродвигателем посредством автоматического переключеиия.
П р е д .м е т и з о б р е т е и и я
1.Станок Л.ЛЯ загибки ушков на рессориых нластинах, оборудованный гибочным устройством с цилиндрическими оправками, о т,ч и ч а ющ и и с я тем, что, с це.чью повыщения производительности гибочной оиерацин за счет одновременной загибки ушков на обоих концах рессорной пластпны без пос: едующей доводки, гибочное устройство выполнено в виде двух смонтированных на буксах профи.цьиых кулаков, вращаемых во встречном направлении приводом от реверсивного двигателя и снабженных вставными вкладыщами для затяжки вокруг, оправок загибаемых концов нагретой рессорной пластины.
2.Стаиок по и. 1, отличаюип и с я тем, что, с целью облегчения укладки и сиятия изгибаемых рессорных пластин, цилиндрические оправкн для ущков выполнены выдвижными посредством рычажного
устройства, приводимого в действие пневматическим или иным двигателем.
3. Ста«ок по tin. 1 и 2, отлич а ю щ и и с я тем, что одна из букс д.тп профильного кулакя и оправки
выполнена передвижной в гнезде опорной плиты станка с возможностью рег)лирования межцентрового расстояния между оправками, с целью осуществления загибки ушков рессорных пластии различной длины.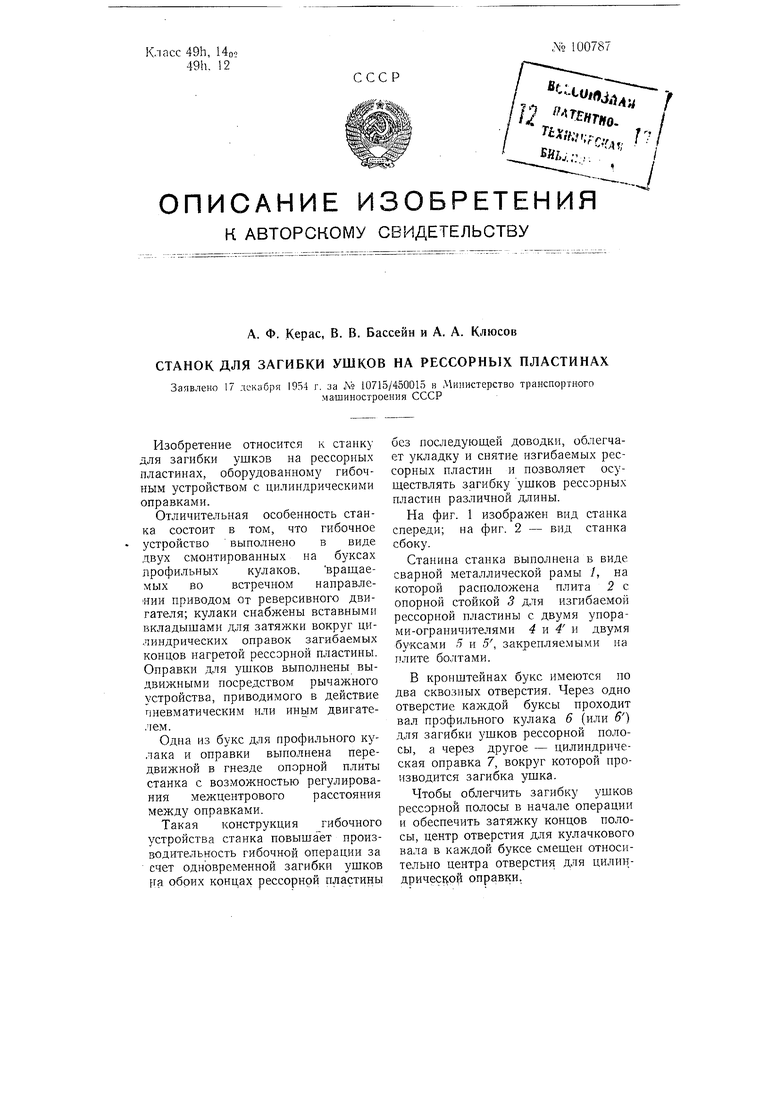
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1971 |
|
SU311690A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ КАРДАННЫХ ВАЛОВвс?^со;озн^.ПАШи1и-Г..л;';Г'''Б^^БЛИО: ^.•'-' | 1973 |
|
SU366054A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2258573C2 |
| СТАНОК ДЛЯ НАМОТКИ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО ТИПА ЦИЛИНДРИЧЕСКИХ БАЛЛОНОВ | 1978 |
|
SU786168A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1989 |
|
SU1648592A1 |
| Головка к профилегибочному станку | 1982 |
|
SU1058671A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |