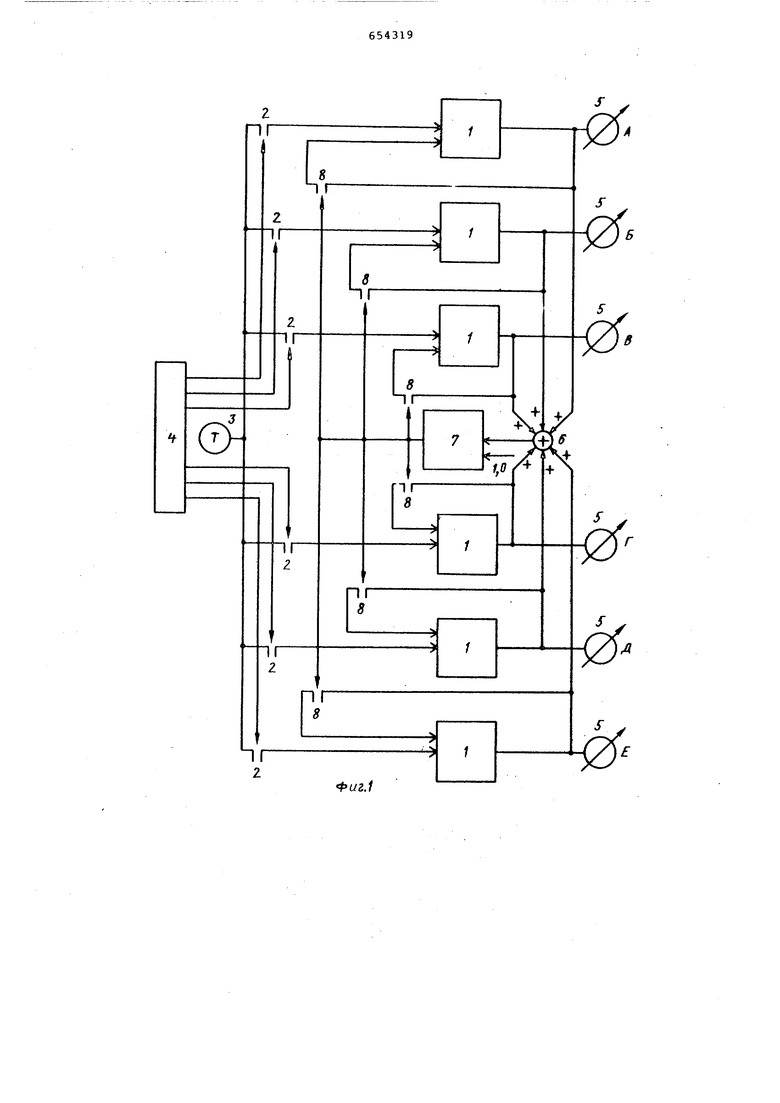
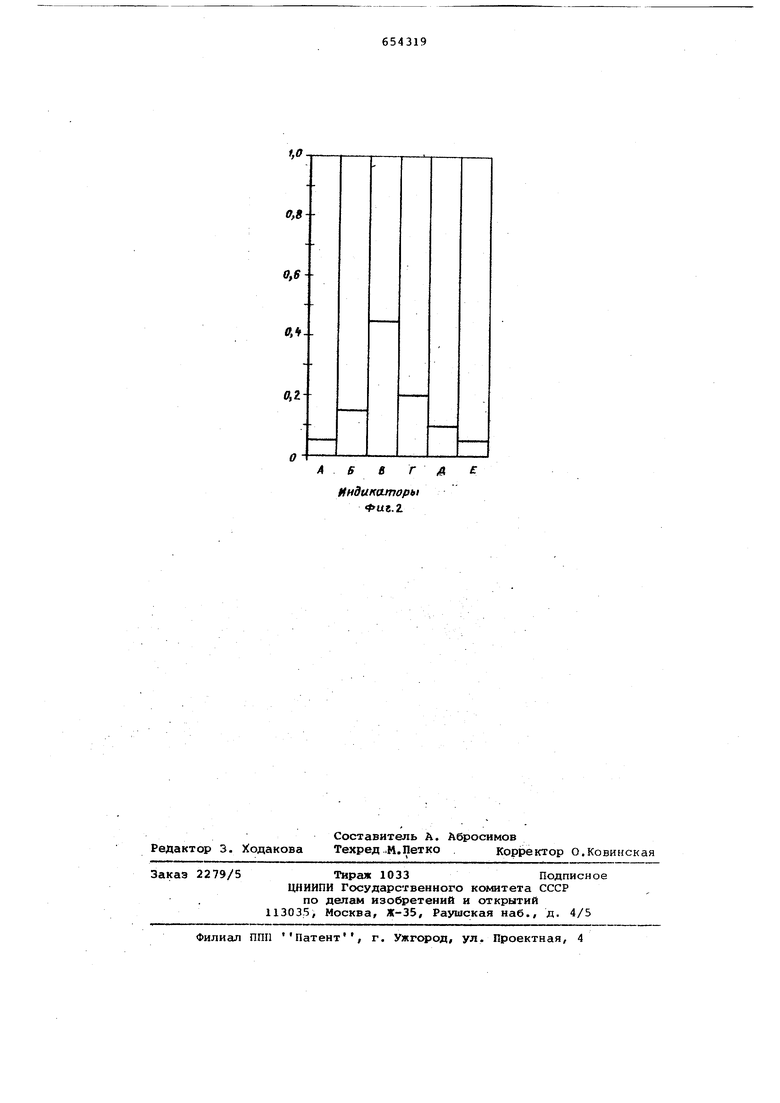
дополнительных ключей всех интеграторов соединены с выходом компаратора, первый вход которого соединен с единичным сигнгшом, а второй вход с выходом сумматора, входы которого соединены с выходами интеграторов. На фиг. 1 изображена структурная схема предлагаемого устройства; на фиг. 2 - вид получаемой на этом устройстве диаграммы распределения толщины полосы по ее -длине. Предлагаемое устройство представляет собой набор интеграторов 1, чис ло кЬторых равно числу зон, на которые разлито максимально возможное от клонение толщины полосы. Ка выходе каждого интегратора имеется ключ 2, .через который он соединен с общим измерителем 3 скорости полосы. Управляющие входы ключей 2 соединены с определенным выходом коммутатора 4 зон отклонений толщины. На выходе каждого интегратора 1 подключен инди катор 5 длины полосы в зоне (А,Б,В, Г,Д,Е). Дополнительно выходы всех интегра торов 1 соединены с общим сумматором 6, выход которого соединен с компаратором 7. Кроме того, выход каждого интегратора 1 по другому входу охвачен через ключ 8 обратной связью гашения. Управляющий вход кахедого ключа 8 соединен с выходом компаратора 7.,. Предлагаемое устройство работает следующим образом. В процессе прокатки полосы один из интеграторов 1 интегрирует сигнал измерителя 3 скорости полосы. Коммутатор в зависимости от отклонения толщины полосы переключает интегрирование с одного интегратора на другой. Индикаторы 5 показывают накопленный каждым интегратором сигнал (см. фиг. 2). Сумматор, б сукнлирует сигналы всех интеграторов 1, а компа ратор 7 сравнивает полученную сумму с единичным сигналом 1,0, соответствующим полной шкале индикатора 5. Ес ли сумма сигналов интеграторов 1 пре высит сигнал 1,0, то компаратор 7 замкнет ключи 8 и,следовательно,вклю чит гашение одновременно всех интегр торов 1 с одной и той же постоянной времени. Такое согласованное гашение интеграторов продолжается до тех пор Д1ока сумма их сигналов не спадет до 1,0. В результате возникает колебательный процесс периодического гашения интеграторов, благодаря которому сумма показаний всех, индикаторов 5 поддерживается равной 1,0, т.е. полной шкале. Такое гашение уничтожает предыдущую информацию, ограничивает получение информации отрезком времени, соответствующим постоянной времени, гашения интеграторов и скорости перемещения полосы (дает информацию по отрезку полосы, ближайшему к измерителю толщины). Кроме того, устройство переводит показания индикаторов 5 в относительные единицы, сумма показаний индикаторов всегда равна 1,0, что соответствует 100% исследуемого участка полосы. На фиг. 2 показана получаемая предлагаемым устройством диаграмма распределения толщины полосы по ее длине. Такая диаграмма дает оператору стана информацию о качестве прокатываемой полосы в настоящий момент времени. Пользуясь такой диаграммой, оператор может принять решение о перестройке стана, например, на прокатку полосы ближе к минусовому допуску. Такая диаграмма оперативно реагирует на процесс перестройки стана, позволяет контролировать его ход. Предлагаемое устройство можег служить датчиком, по показанию которого можно автоматически перестраивать стан из условия прокатки полосы по минусовому допуску. Эффективность предлагаемого устройства заключается в уменьшении металлоемкости готовой продукции. Формула изобретения Устройство для измерения распределения длины полосы по зонам отклонений толщины на прокатном стане, содержащее интеграторы, ключи, индикаторы зон, измеритель скорости полосы, коммутатор зон отклонений толхданы полосы, причем выходы интеграторов соединены с входами индикаторов, первые входы интеграторов соединены с выхода|ум ключей, входы которых соединены с выходом измерителя скорости полосы, а управляющие входы этих ключей соединены с выходами коммутатора зон отклонений толщины полосы, отличающееся тем, что, с целью достижения оперативности получения информации о разнотолщинности прокатываемой полосы, оно- дополнительно содержит общий сумматор, ключи обратной связи, компаратор, причем выходы интеграторов соединены с входами общего сумматора и с входами ключей обратной связи, выходы которых соединены со вторыми входами интеграторов, управляющие входы ключей обратной связи соединены с выходоМ компаратора, первый вход которого соединен с выходом общего сумматора, а второй вход с шиной напряжения единичного сигнала. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 275964, кл. В 21 В 37/00,01.08.68.
Фиг.1
AS в Г
Индикаторы fut.i
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля разнотолщи-НОСТи пОлОСы | 1979 |
|
SU814500A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1980 |
|
SU929264A1 |
| Устройство для компенсации эксцентриситета валков при автоматическом регулировании толщины полосы | 1982 |
|
SU1033247A1 |
| Устройство регулирования толщины полосы на непрерывном прокатном стане | 1979 |
|
SU865457A1 |
| Устройство для автоматического контроля металла в поле допусков по толщине | 1982 |
|
SU1077676A1 |
| Устройство для фильтрации эксцентриситета валков при автоматическом регулировании толщины полосы | 1982 |
|
SU1063496A1 |
| Устройство импульсного регулирования положения нажимных винтов | 1980 |
|
SU942836A1 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
| Устройство для регулирования натяжения полосы | 1972 |
|
SU528975A1 |
| Устройство для регулирования толщины полосы на входе непрерывного прокатного стана | 1979 |
|
SU900903A1 |