со
ел СЛ СП СЛ Изобретение относится к порошковой металлургии, в частности к способам получения порошков, и может быть использовано для получения материалов с аморфной и микрокристаллической структурой. Известен способ получения порошков извлечением из расплава, включа щий затвердевание и охлаждение расплава иа профилированной кромке вра щающегося теплоотводящего элемента 1. В качестве теплоотводящего элемента используют диск, на кромке ко торого выполнены специальной формы зубцы. При контакте кромки диска с расплавом на зубцах происходит затвердевание и охлаждение тонкого слоя металла. Получаемый порошок отличается игольчатой или чешуйчатой формой частии. Скорость охлажде ние достигает 10 К/с, благодаря чему порошок имеет или микрокристаллическую структуру. Однако известный способ не позво ляет получать порошки с размером частиц менее 0,5 мм. Наиболее близким по технической сущности и достигаемому результату к изобретению является способ получения металлического порошка извлечением из расплава, включающий приготовление расплава заданного соста ва, подачу расплава на поверхность вращающегося теплоотводящего элемен та, охлаждение и измельчение затвер девшего материала 2J . Охлаждение тонкого слоя металла происходит с высокой скоростью за счет передачи тепла теплоотводящему элементу, после чего адгезия уменьшается и происходит отделение слоя Материалы, полученные с высокой ско ростью охлаждения из расплава, отли чаются высокими показателями прочно . ти, пластичности, твердости и ударной вязкости. После охлаждения проводят охрупчивающнй отжиг при темпе ратурах, не вызывающих больших изме нений микроструктуры. После такой термообработки становится возможны измельчение материала и получение дисперсного порошка. Недостатком известного способа является невысокая эффективность и мельчения. Цель изобретения - повышение , эффективности измельчения. 52 Цель достигается тем, что соглас- но способу получения металлического : порошка извлечением иэ расплава, включающему приготовление расплава заданного состава, подачу расплава на поверхность вращающегося теплоотводящего элемента, охлаждение и измельчение затвердевшего материала, в расплав вводят частицы твердой фазы размером 0,5-100 мкм в количестве 0,1-5 об.%. Введение в расплав частиц твердой фазы приводит к тому, что при охлаждении с высокой скоростью расплав затвердевает в метастабильные фазы, для которых характерны высокая прочность, пластичность и ударная вязкость, а частицы твердой фазы не претерпевают значительных структурных изменений и после охлаждения отличаются хрупкостью. При приготовлении расплава твердую фазу выбирают таким образом, чтобы она по своим свойствам резко отличалась от остального материала. Присутствие в пластичной матрице хрупких включений значительно повьш1ает эффективность измельчения, так как включения служат концентраторами напряжений. Выбор размеров и количества час-, тиц твердой фазы при приготовлении расплава связан с тем, что измельчение материалов происходит до частиц, размер которых соответствует рас- стоянию между хрупкими включениями в пластичной матрице. При этом происходит отделение включений от остального материала и возможно полное их удаление (магнитной сепарацией, химическим травлением, седиментацией, воздушно-центробежной классификацией. Регулирование размера и количества частиц твердой фазы при приготовлении расплава позволяет варьировать дисперсность получаемого при измельчении порошка. В случае, если частицы по размеру не превышают 0,5 мкм, а их объемное содержание в расплаве менее 0,1%, их охрупчиваю щее влияние невелико. Если частиц больше чем 5 об.%, то затруднено их последующее отделение и возможно ухудшение свойств всего материала. Частицы размером более 100 мкм изменяют характер затвердевания слоя расплава и могут понизить скорость охлаждения, так как их размер соизмерим с толщиной затвердевающего слоя.
Способ осуществляют следующим об разом
Пример 1. Проводят получение дисперсного порошка сплава следующего состава, ат.%: кобальт 70; железо 5; кремний 15; бор 10Т Распла приготовляют в индукционной печи в атмосфере аргона. После расплавления всех компонентов щихты расплав вьздерживают в течение 1 ч, а затем в него вводят 5 об.% порошкообразного карбида бора с частицами размером 0,5 мкм, после чего расплав при 1100 С подают в ванну, выполненную из силицироваиного графита. Поверхность расплава в ванне приводят в контакт с острой кромкой вращающегося теплоотводящего охлаждаемого медного диска. Скорость вращения диска составляет 80 об/с, а диаметр по рабочей кромке - 200 мм. Диск охлаждается проточной водой. Расплав затвердевает на кромке диска в виде волокна с эффективным диаметром 50 мкм, удерживаясь там за счет адгезионного сцепления. Пос,ле охлаждения волокна отделяются от диска. Полученные волокна имеют С:образное сечение и развитую поверхность. Металлографический анализ микрошлифов, приготовленных из волокон, показывает, что они имеют аморфгную структуру, причем в аморфной мат, рице с интервалом 5-10 мкм равномерI но распределены частицы карбида бора размером 0,5 мкм. Далее волокна подi вергают измельчению. Излучают грануi лометрический состав полученного порошка. Частицы порошка имеют размер в интервале 5-15 мкм и равноосную форму.
После измельчения порошок сохраняет аморфную структуру и магнитные и коррозионные свойства, характерные для волокон.
Отделение порошка кобальтового сплава от порошка карбида бора производят магнитной сепарацией. Остаток порошка карбида бора (0,1 об.%) практически не влияет на свойства порошка кобальтового сплава и его полное удаление не производится.
И р и м е р 2. Проводят получение дисперсного порошка сппава следующеi го состава, ат.%: железо 80; фосфор 13; углерод 7,. Расплав приготов: ляют в индукционной печи в атмосфере аргона с примесью 2% водорода. После расплавления всех компонентов шихты
расплав вьщерживают в течение 45 мин а затем в него вводят 0,1 об.% порошка окиси алюминия с размером частиц 100 мкм, после чего расплав при 1050С подают в ванну, выполненную из силицированного графита и покрытую обмазкой из окиси алюминия. Поверхность расплава в ванне приводят в контакт с острой кромкой вращающегося диска. На кромке выполнены насечки на расстоянии 3 мм друг от друга. Полученный порошок имеет игольчатую форму частиц, длина игл составляет 3 мм, ширина 0,3 мм и толщина 0,03 мм. Достигнутая скорость охлаждения 5 «10 К/с позволяет получить сплав в аморфном состоянии, причем в аморфной матрице равномерно распределены включения частиц окиси алюминия размером 50100 мкм на расстоянии 1-2 мм друг от друга. Частицы окиси алюминия превышают по размеру толщину полученных игл и частично выходят на их поверхность. Игольчатый порошок сплава железо - фосфор - углерод с включениями окиси алюминия подвергают измельчению в виброистирателе в течение 40 с. Получен чешуйчатый порошок с размером чешуек I х 0,3 х 0,03 мм. Частицы окиси алюминия удалены, воздушно-центробежной классификацией. Измельченный порошок сплава на основе железа обладает текучестью 42 с, насыпной массой 2,7 г/см.
П р и м е р 3. Проводят получение дисперсного порошка сплава следующего состава, ат.%: никель 60; хром 14; железо 3; кремний 9; бор 10; углерод 4. Расплав приготовляют в индукционной печи при 1500 С в атмосфере очищенного азота, вьиерживают для гомогенизации 1 ч, вводят в него 2 об.7, частиц карбида хрома размером 5-10 мкм. Расплав при температуре 1380 С подают в ванну, где посредством вращающегося диска с острой кромкой получают волокна с эффективным диаметром 100 мкм. Последние по;г вергают измельчению в барабанной мельнице в режиме ударного воздействия. После 20 мин размола получен порошок с размером частиц 35-50 мкм. Они имеют paвнJocнyю форму и.отл1гчаются хорошими показателями текучести и прессуемости.
Для сравнения с предлагаемым способом опробован известный способ по-
5n
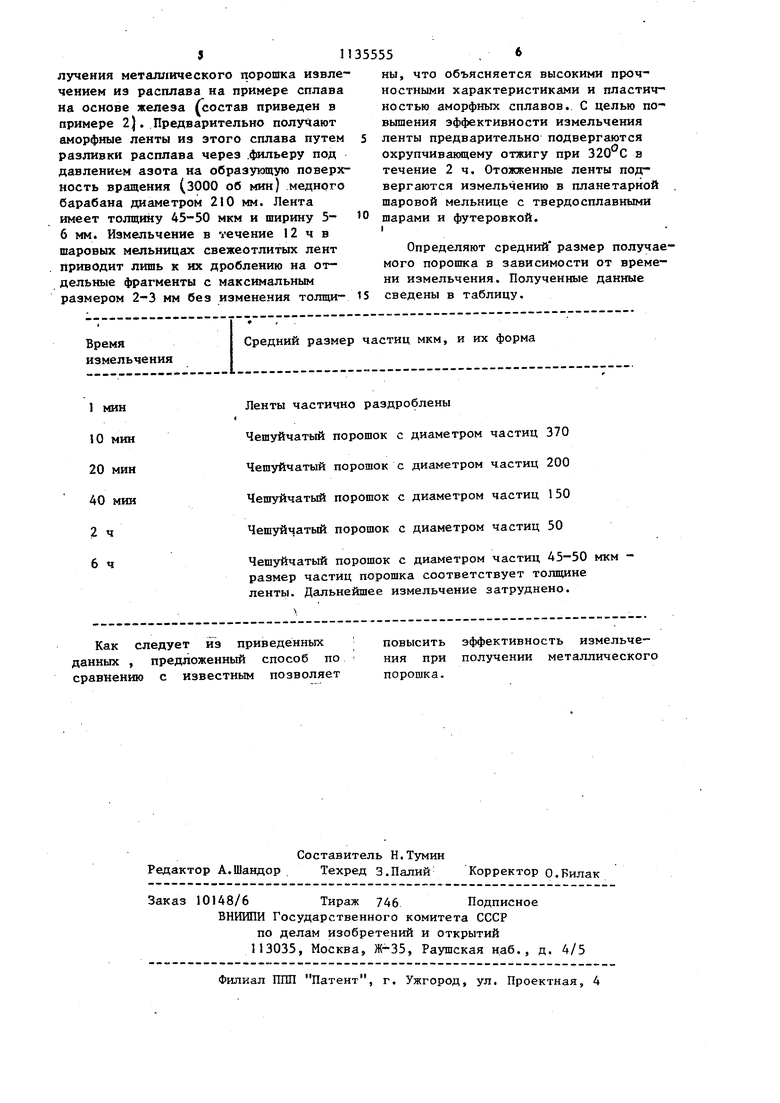
лучения металлического порошка извлечением из расплава на примере сплава на основе железа Гсостав приведен в примере 2. Предварительно аморфные ленты из этого сплава путем разливки расплава через .фильеру под давлением азота на образующую поверхность вращения (ЗООО об мин) медного барабана диаметром 210 мм. Лента имеет толщину 45-50 мкм и ширину 56 мм. Измельчение в уечение 12 ч в шаровых мельницах свежеотлитых лент Приводит лишь к их дроблению на отдельные фрагменты с максимальным размером 2-3 мм без изменения толщиСредний размер частиц мкм, и их форма
Время измельчения
35555 . 6
ны, что объясняется высокими прочностными характеристиками и пластичностью аморфных сплавов. С целью повышения эффективности измельчения 5 ленты предварительно подвергаются охрупчивающему отжигу при в течение 2 ч. Отожженные ленты подвергаются измельчению в планетарной шаровой мельнице с твердосплавными шарами и футеровкой.
Определяют средний размер получаемого порошка в зависимости от времени измельчения. Полученные данные 15 сведены в таблицу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения порошков и волокон из расплава | 1984 |
|
SU1186396A1 |
| СОСТАВ ДЛЯ РЕДКОЗЕМЕЛЬНОГО МАГНИТА НА СВЯЗКЕ И МАГНИТ НА СВЯЗКЕ, ИЗГОТОВЛЕННЫЙ С ИСПОЛЬЗОВАНИЕМ ЭТОГО СОСТАВА | 2002 |
|
RU2253918C1 |
| Устройство для получения волокон и порошка из расплава | 1980 |
|
SU921670A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЛИГАТУРЫ АЛЮМИНИЙ-ТИТАН-БОР | 1997 |
|
RU2138572C1 |
| Устройство для получения волокон,иголок и порошков из расплава | 1983 |
|
SU1134296A1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЕВОГО СПЛАВА С АРМИРУЮЩИМИ ВОЛОКНАМИ | 2013 |
|
RU2538245C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ИЗДЕЛИЯ ИЗ НЕГО | 2004 |
|
RU2261780C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДОГО СПЛАВА НА ОСНОВЕ ЛИТОГО ЭВТЕКТИЧЕСКОГО КАРБИДА ВОЛЬФРАМА И ТВЕРДЫЙ СПЛАВ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2011 |
|
RU2470083C1 |
| КОМПОЗИЦИЯ | 1991 |
|
RU2082237C1 |
| Способ получения лигатур для алюминиевых сплавов | 1988 |
|
SU1650746A1 |
СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОРОШКА ИЗВЛЕЧЕНИЕМ ИЗ РАСПЛАВА, включанщий приготовление расплава заданного состава, подачу расплава на поверхность вращающегося теплоотводящего элемента, охлаждение и измельчение затвердевшего материала, отличающийся тем, что, с целью повышения эффективности измельчения, в расплав вводят частицы твердой фазы размером 0,5-100 мкм в количестве 0,1-5 об.7,.
1мин 10 мин 20 мин 40 мин
Как следует из приведенных данных , предложенный способ по сравнению с известным позволяет
повысить эффективность измельчения при получении металлического порошка. Ленты частично раздроблены Чешуйчатый порошок с диаметром частиц 370 Чешуйчатый порошок с диаметром частиц 200 Чешуйчатый порошок с диаметром частиц 150 Чешуйчатый порошок с диаметром частиц 50 Чешуйчатый порошок с диаметром частиц 45-50 мкм размер частиц порошка соответствует толщине ленты. Дальнейшее измельчение затруднено.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США 4242069, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 4290808, кл | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
