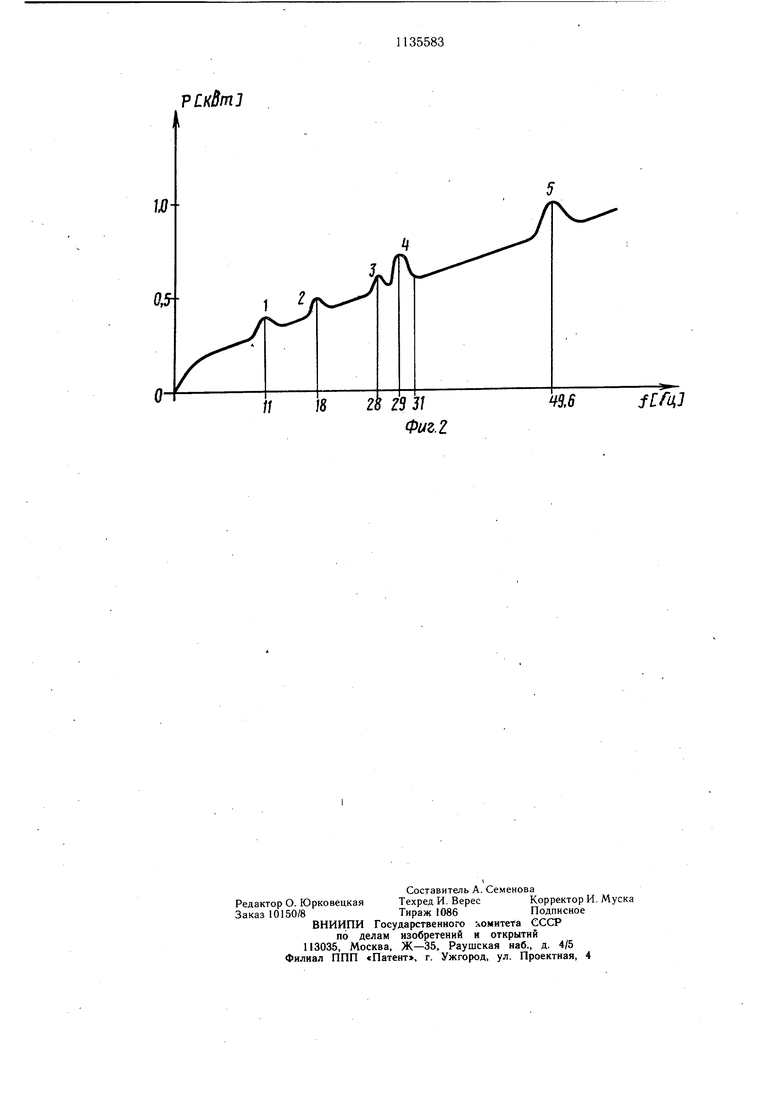
Изибретенке относится к технологическим 11)оиессам стабилизирующей обработки дета. - - снижению остаточных ыапряжеliHH в ;1еталях, полученных литьем, сваркой и другими сиособами из стали, чугуна и цветHiii.x металлов и их сллавов. ||елью изосретени -.; является повьпление Ф(Ьектин1ккти и производ.ительности пров.иб.;)ообра6отки за счет наложения Ц ia деталь ла частоте, соответсг1-,Ю1ией наибольцей скорости перемеще ки экстремума мощиости, и прекращения :: lOpvKJoyaOoTKM на даниой частоте при снижении скорости перемещения пика на 4590Vo от первоначального значения. i-ia фкг. 1 изображен график сканирова; : ; лкхиносГИ до основной виброобработки ;;а ;) частотах; на фиг. 2 - криv,;;n изменения мощности после виброобрабогкм ;1етали на частоте 31 Гц. Си{;соб осуществляют следующим обраii;: деталь, подвер аемук1 обработке, на. ijiiO. зибрацт;, поднимая частоту с нулгд;ой ;.о э флнлх граничных значений е постоян.ым ускорением подъема во всем часT:jruoj; д а ;азоие. В процессе подъема частоты регистрируют ,;liuiocTb вибровозбудителя. Для вы ;;;pj ;;:; данного частотного спектра эффек|;п;;1ч;й идстоты вибрации, соответствующей iciKi;:ii,dJu,HOMy ypOBiHO снижения остаточя|- л 1;М :ряжений на частотах, соответствую:1Ы. 1.г. 3U ;ariCi; iv; пикам мопг.-ости, гшбизво ,:; i.iM-OHVKi обработку и наблюдают за изMf ОЛяямч )Myiv50B MoiiJKOCTH вдоль 4b;:io- i.o ; riH;ii:a3OHa. Наблюдения могут г-:(;-;,:з;;дитьсч визуально или с записью на ,..;Oi ::iiHa:i:o i самопиппп ем приборе. |-Ч:-: |:т;1Ируя CKOpoCjb Г1ерем.п,ения зкстрелумсН .vOHiHo.cTH в.аоль частотного дианазоlui, iiiii фобной работе на частотах, соотзетi:Ti VK);u4x возникновению данных экстрему-.03, О14)еделя1от частоту наложения колебаний, экстремум мощности на которой имеет максимальную- скорость перемещения. Дальнейшую обработку детали вибрацией производят на частоте, имеющей наибольщую скорость перемещения пика мощности. Экспериментально установлено, что при снижении скорости перемещения на от уровня начального исходного значения достигается снижение пиковых остаточных напряжений, лежащих близко к пределу текучести, до уровня напряжений, обеспечивающих последующую стабилизацию геометрических размеров детали. В тех случаях, когда требуется значительное снижение остаточных напряжений до уровня 0,10 6, вйброобработку на данной частоте следует проводить до снижения скорости, на 9d°/o от первоначального значения. Таким образом, виброобработку на данной частоте ведут до тех пор, пока скорость не снизится на 4590% от первоначально .заданной. Пример. Производят вибрационную обработку корпуса редуктора с габаритными размерами 2400x1180x640 мм и массой 1500 кг из чугуна марки СЧ 18-36. Осуществляют частотную прогонку при постоянном ускорении подъема частоты вращения двигателя вибровозбудителя и регистрируют экстремумы мощности, дополнительно определяют скорость изменения резонансного пика по частоте. . В результате изменения мощности зарегистрировано пять резонансных пиков, лежащих соответственно на частотах 11; 18,5;28;31 и 49,6 Гц. Наибольшая скорость перемещения 0,2 Гц/мин вдоль частотной кривой наблюдается у пика с частотой 31 Гц. Вибрацию налагают до снижения скорости перемещения пика до 0,05 Гц/мин. На остальных резонансных частотах последующую виброобработку не проводят ввиду сравнительно стабильного расположения резонансных экстремумов. Суммарное время виброобработки 18 мин.
Р1:кдт
fCfu,
Фиг.2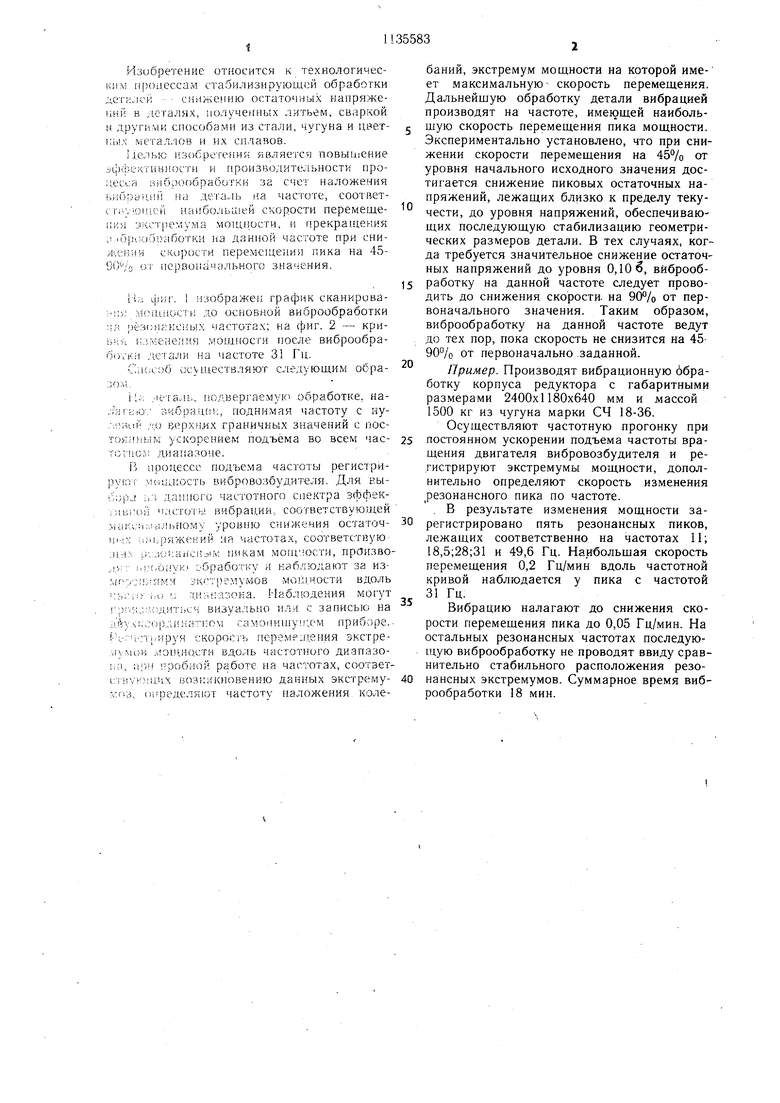
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металлических конструкций | 1987 |
|
SU1444361A1 |
| Вибрационная установка для снижения уровня напряжений и стабилизации размеров деталей и конструкций | 1982 |
|
SU1076465A1 |
| Способ обработки отливок и конструкций из железоуглеродистых сплавов | 1985 |
|
SU1301850A1 |
| Устройство для вибрационного старения металлических изделий | 1988 |
|
SU1629327A1 |
| Устройство для вибрационной обработки детали | 1985 |
|
SU1268629A1 |
| Способ снятия остаточных напряжений в металлических конструкциях и устройство для его осуществления | 1987 |
|
SU1474175A1 |
| Устройство для вибрационной обработки конструкций и деталей | 1984 |
|
SU1196384A1 |
| СПОСОБ ВИБРООБРАБОТКИ КОНСТРУКЦИИ ДЛЯ ИЗМЕНЕНИЯ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО И СТРУКТУРНОГО СОСТОЯНИЯ ЕЕ МАТЕРИАЛА | 1989 |
|
RU2037387C1 |
| Способ обработки металлических изделий | 1986 |
|
SU1353826A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ФОРМЫ И РАЗМЕРОВ ПЛАТФОРМ, ПРИМЕНЯЕМЫХ ДЛЯ МОНТАЖА ОБОРУДОВАНИЯ | 2017 |
|
RU2718535C2 |
СПОСОБ ВИБРООБРАБОТКИ ДЕТАЛИ, включающий наложение вибраций при постоянном ускорении подъема частоты вращения вибровозбудителя, регистрацию экстремума мощности вибровозбудителя как функции частоты, отличающийся тем, что, с целью повыщения эффективности и производительности процесса виброобработки, в каждой точке экстремума мощности определяют скорость его изменения вдоль частотного диапазона и последующую виброобработку ведут с наложением на деталь вибраций на частоте, соответствующей наибольщей скорости перемещения экстремума мощности, и прекращают виброобработку на данной частоте при снижении скорости перемещения пика на. 45-90 /0 от первоначального значения. л 00 СП 01 00 со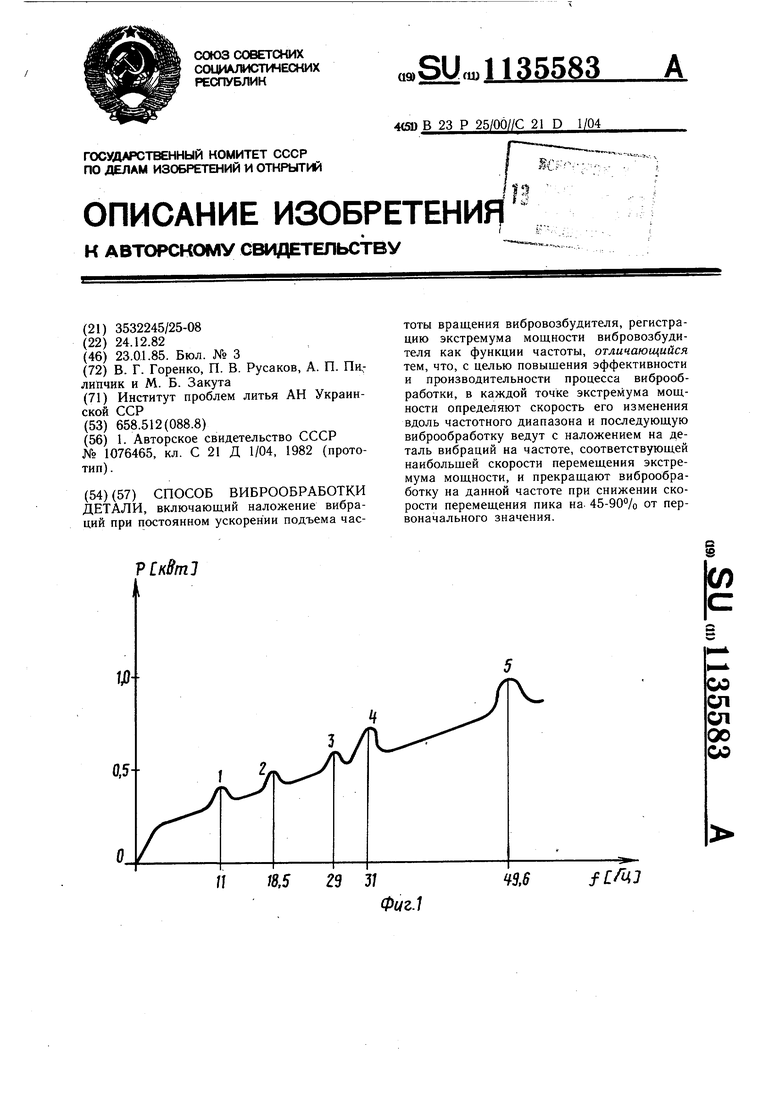
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вибрационная установка для снижения уровня напряжений и стабилизации размеров деталей и конструкций | 1982 |
|
SU1076465A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
