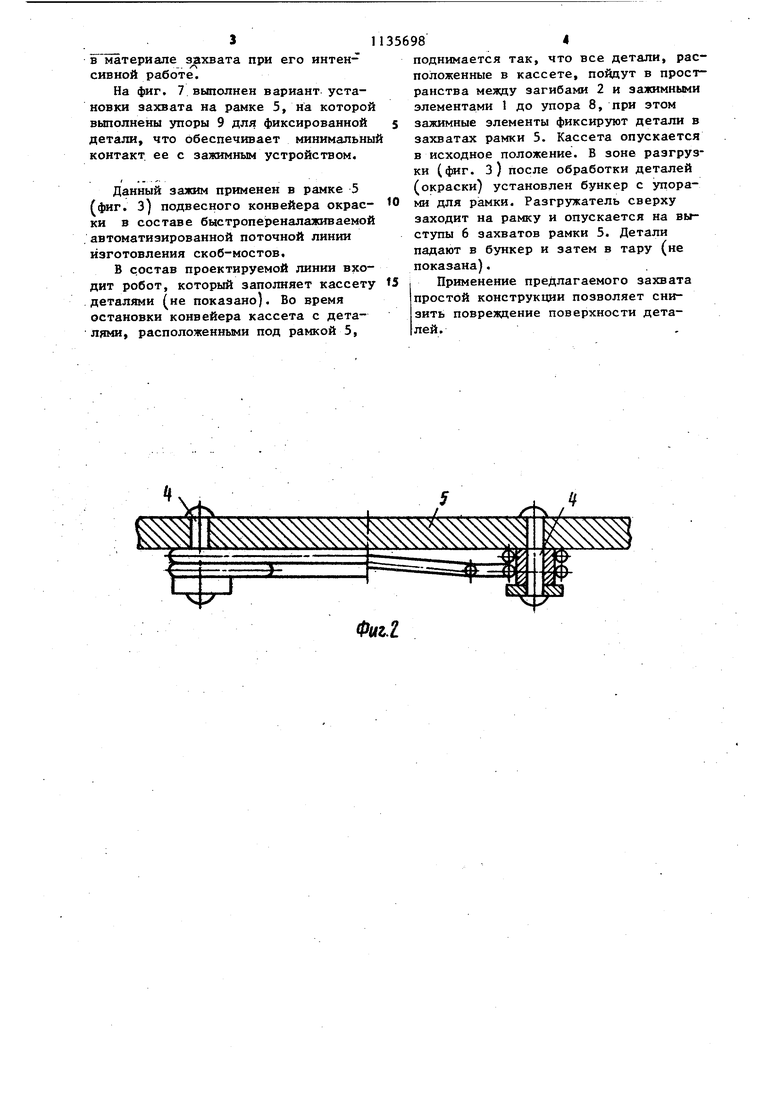
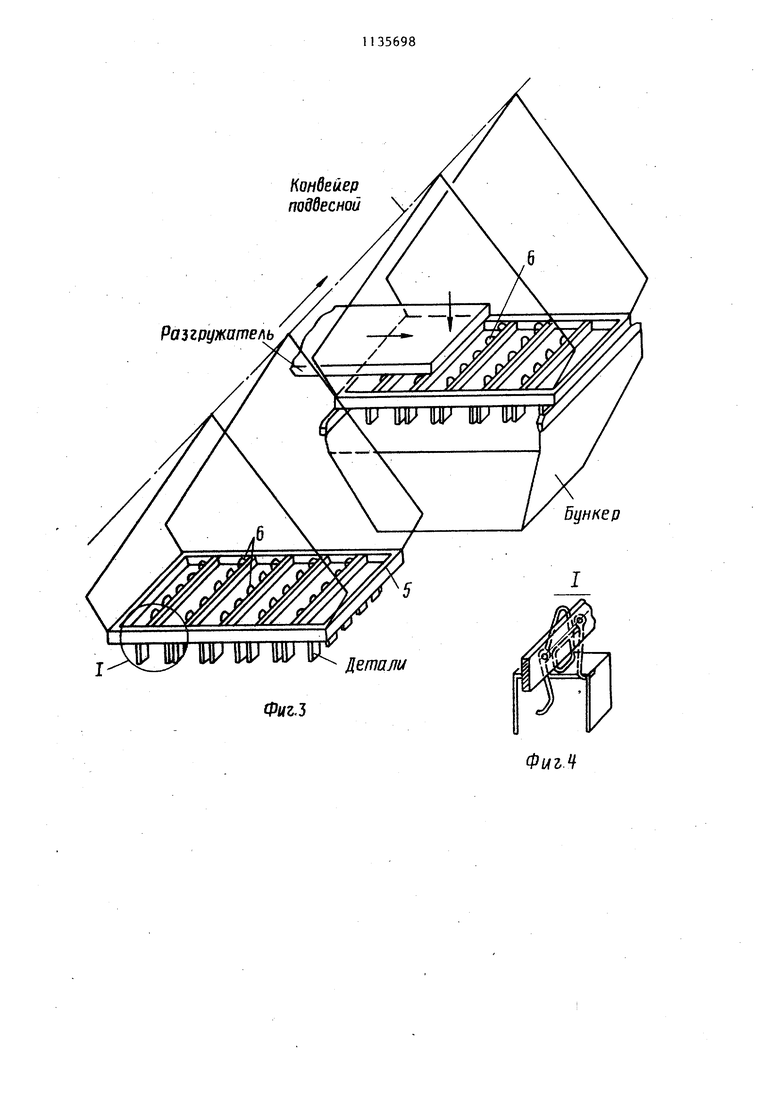
11 Изобретение относится к мапшностр ению и может быть использовано в при способлениях для фиксации легких дет лей до 1 кг, в устройствах для автом ческого навешивания на конвейер, например для нанесения покрытий и т.д. с последующей их автоматической разгрузкой. Известен захват для фиксации де- , талей, содержащий рамку с зажимными элементами, вьшолненнь ш в виде прижимных щек, и для обеспечения зажима листов разной толщины, рамка выполнена с отверстием, а захват снабжен механизмом фиксации, вьтолненным в виде подпружиненного толкателя с под пятником для деталей 1 на одном конце зубчатой рейкой на другом и тягами, при этом зубчатая рейка расположена в отверстии рамки, а тяги соединены с прижимными щеками ij . Недостатком данного захвата является сложность изготовления и громоздкость конструкции. Наличие зубчатой рейки для фиксации зажимных элементов снижает надежность работы захвата. Наиболее близким к предлагаемому по технической сущности и достигаемо му результату является захват для фиксации деталей, включающий зажимные фиксирующие элементы с загибами и разжимным элементом 2j . Однако в известном захвате при за жиме детапи требуется дополнительное усилие, воздействующее на зажимной элемент со стороны разжимного, а натшчие двух разжимных -элементов (лепестков) усложняет задачу автоматизирования работы одновременно груп пы захватов. Кроме того, захват, имеет большую контактирующую с деталью поверхность, что имеет существенное значение, например, при окраске. Целью изобретения является снижение повреждения поверхности детали. Поставленная цель достигается тем что в захвате для фиксации деталей, включающем зажимные пружинящие элементы с загибами и разжимным элементом, зажимной пружинящий элемент с загибами выполнен в виде отрезка проволоки, имеющего смонтированные посредством осей две круглые петли и расположеннзто между ними упорную петлю-, при этом разжимной элемент выполнен в виде выступа, размещенно8 ,2 го между упорной петлей в одной из круглых петель. Кроме того, выступ выполнен в форме петли. На фиг. 1 изображен захват, общий вид; на фиг. 2 - то же, вид сверху с сечением по правой стороне; на фиг. 3 - автоматизированная поточная линия (модуль ) окраски деталей (скоб-мостов), фрагмент; на фиг. 4 захват на подвесной рамке конвейера;, на фиг. 5 - захват без прямоугольной петли, вариант; на фиг. 6 - то же, с петлей на выступе, вариант; на фиг. 7 - установка захвата на рамке с,минимальной контактирующей поверхностью детали с захватом и рамкой, вариант. Захват выполнен в виде отрезка проволоки и содержит зажимные пружинящие элементы 1 с загибами 2, две круглые петли 3, посредством которых он установлен в осях 4, закрепленных,например, в рамке 5 и расположенные между петлями 3. Разжимной элемент вьтолнен в виде выступа 6 и петли 7 прямоугольной формы, одна сторона которой 8 является упором для фиксируемой детали. Захват работает следующим образом. Деталь вводят в пространство между загибами 2 и зажимными элементами 1 до упора 8, при этом зажимные элементы 1 за счет их упругости фиксируют деталь в захвате. Для освобождения детали нажимают, например, грузом на выступ 6. При перемещении последнего происходит поворот сопряженного между ними и петлями 3 и 7 участков, вследствие чего зажимные элементы 1 поворачиваются вокруг осей 4, ослабляется или совсем прекращается их действие на деталь и она высвобождается из захвата (фиг. 1). Захват может иметь несколько вариантов изготовления и установки на рамке 5 в зависимости от предъявляемых к фиксируемой детали требований. На фиг, 5 показан захват, не имеющий прямоугольной петли 7, и упором для детали служит рамка 5, на которой установлен захват. На фиг. 6 показан захват, выступ 6 которого выполнен в виде петли, снижающей усталостные напряжения в материале зцхвата при его интенсивной работе. На фиг. 7 вьтолнен вариант установки захвата на рамке 5, на которой выполнены упоры 9 для фиксированной детали, что обеспечивает минимальны контакт ее с зажимным устройством. Данный зажим применен в рамке 5 (фиг. З) подвесного конвейера окраски в составе быстропереналаживаемой автоматизированной поточной линии изготовления скоб-мостов, В с.остав проектируемой линии входит робот, который заполняет кассету деталями (не показано). Во время остановки конвейера кассета с деталями, расположенными под рамкой 5, 984 поднимается так, что все детали, расположенные в кассете, пойдут в пространства меязду загибами 2 и зажимными элементами 1 до упора 8, при этом зажимные элементы фиксируют детали в захватах рамки 5. Кассета опускается в исходное положение. В зоне разгрузки (фиг. З) после обработки деталей (окраски) установлен бункер с упорами для рамки. Разгружатель сверху заходит на рамку и опускается на выступы 6 захватов рамки 5. Детали падают в бункер и затем в тару (не показана). Применение предлагаемого захвата простой конструкции позволяет снизить повреждение поверхности деталей.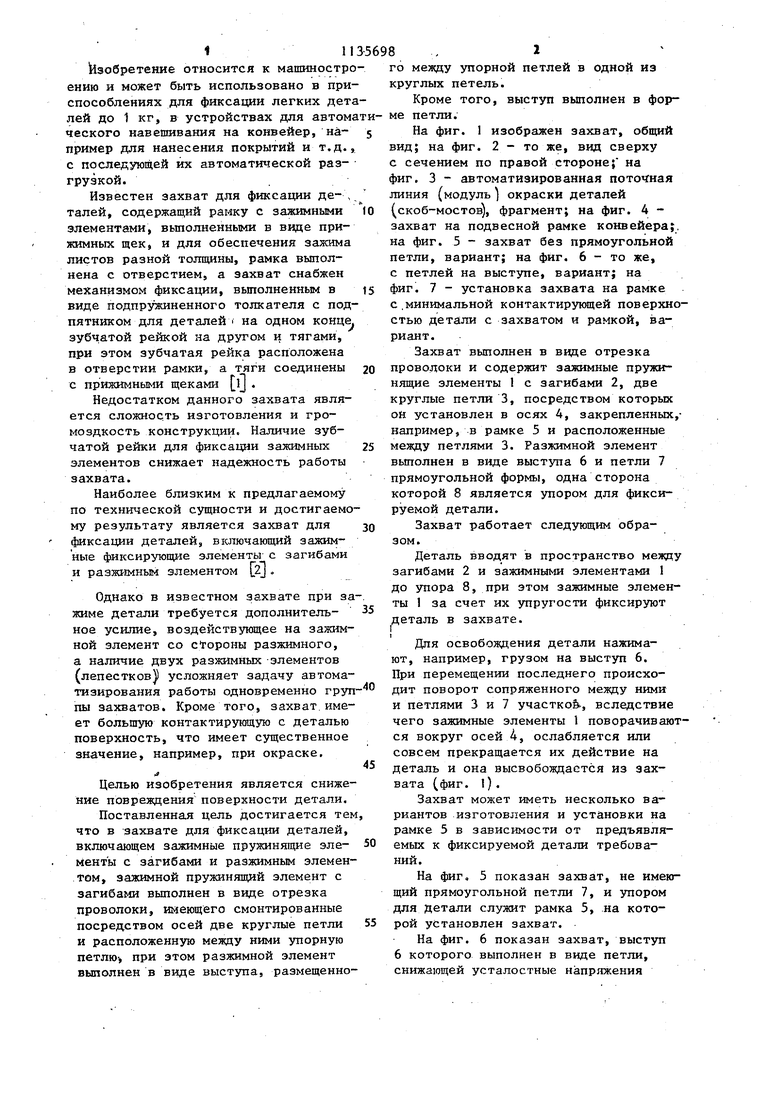
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоместное захватное устройство для подвесного конвейера | 1984 |
|
SU1255529A1 |
| Захват для фиксации листовых деталей | 1978 |
|
SU714065A1 |
| ДИСКОВЫЙ ТОРМОЗНОЙ МЕХАНИЗМ ДЛЯ КОММЕРЧЕСКОГО ТРАНСПОРТНОГО СРЕДСТВА И КОМПЛЕКТ ТОРМОЗНЫХ КОЛОДОК | 2016 |
|
RU2694692C1 |
| Устройство для скручивания изделий | 1977 |
|
SU726241A1 |
| ДИСКОВЫЙ ТОРМОЗНОЙ МЕХАНИЗМ ДЛЯ КОММЕРЧЕСКОГО ТРАНСПОРТНОГО СРЕДСТВА И КОМПЛЕКТ ТОРМОЗНЫХ КОЛОДОК | 2016 |
|
RU2684706C1 |
| Устройство для простановки стержней | 1982 |
|
SU1036437A1 |
| Устройство для крепления навесных деталей кузова | 1990 |
|
SU1804401A3 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ | 1996 |
|
RU2101113C1 |
| Устройство для изготовления изпРОВОлОКи издЕлий ТипА булАВОК | 1979 |
|
SU797831A1 |
| ТЕСТОВАЯ СИСТЕМА | 2009 |
|
RU2459573C2 |
1. ЗАХВАТ ДЛЯ ФИКСАЦИИ ДЕТАЛЕЙ, включающий зажимные пружинящие элементы с загибами и разжимным элементом, отличающийся тем, что, с целью снижения поврелщения поверхности детали, зажимной пружинящий элемент с загибами выполнен в виде отрезка проволоки, имеющего смонтированные посредством осей две круглые петли и расположенную между ними упорную петлю, при этом разжимной элемент выполнен в виде выступа, размещенного между упорной петлей и одной из круглых петель. 2. Захват по п. 1, отличающийся тем, что выступ выполнен в форме петли. (Л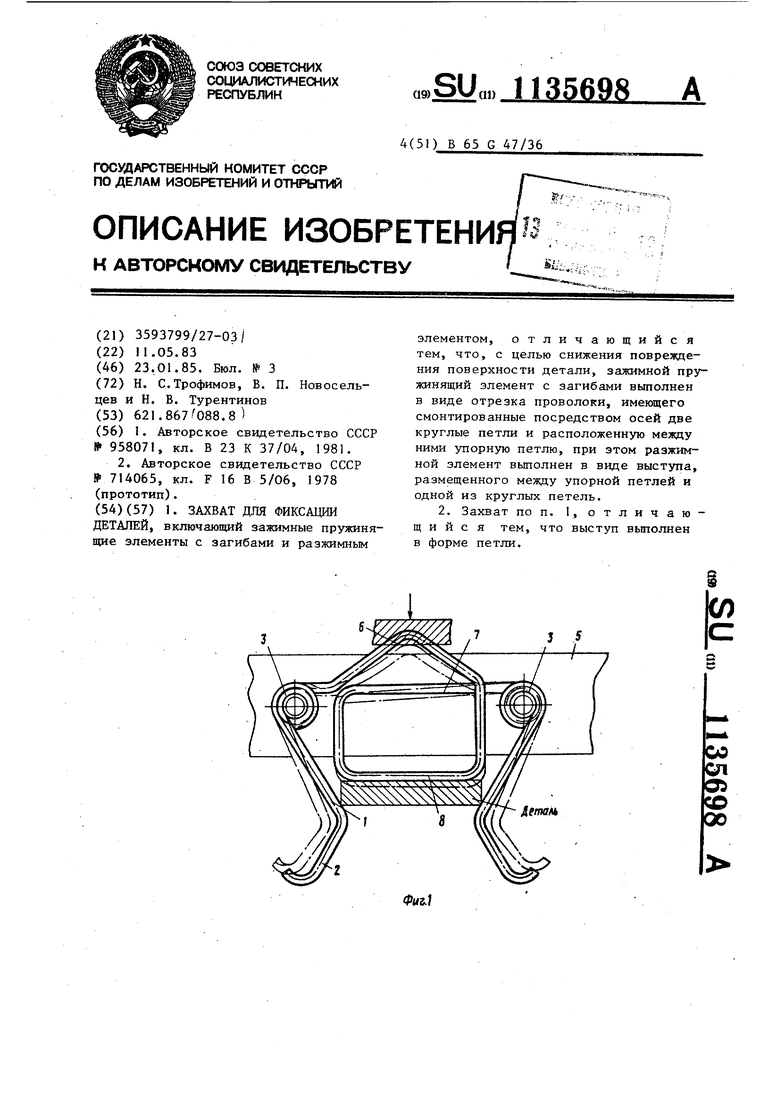
Фиг
Конвейер поддесной
Разгружатель
Фиг.Ь
Фиг.
Разгрджатель
Деталь
Фиг. 5
Деталь
Фиг.6
У//7////////Ш 9
ФигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Захват для фиксации листовых деталей | 1981 |
|
SU958071A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Захват для фиксации листовых деталей | 1978 |
|
SU714065A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
