Изобретение предусматривает ме-ханизацию укладки в стопу шпона, фанеры и т. п. изделий, получаемых в фанерных и мебельных производствах.
Известные устройства для укладки в стопу шпона и фанеры не позволяют повысить производительность оборудования, изготовляюш,его эти изделия.
Описываемое устройстзо устраняет утот недостаток путем пpи eиeния в ленточно.м транспортере над местом укладки стоны барабана, приводимого в возвратно-поступательное движение от отдельного привода со скоростью, регулируемой гидравлическим демпфером или воздушным регулятором скорости.
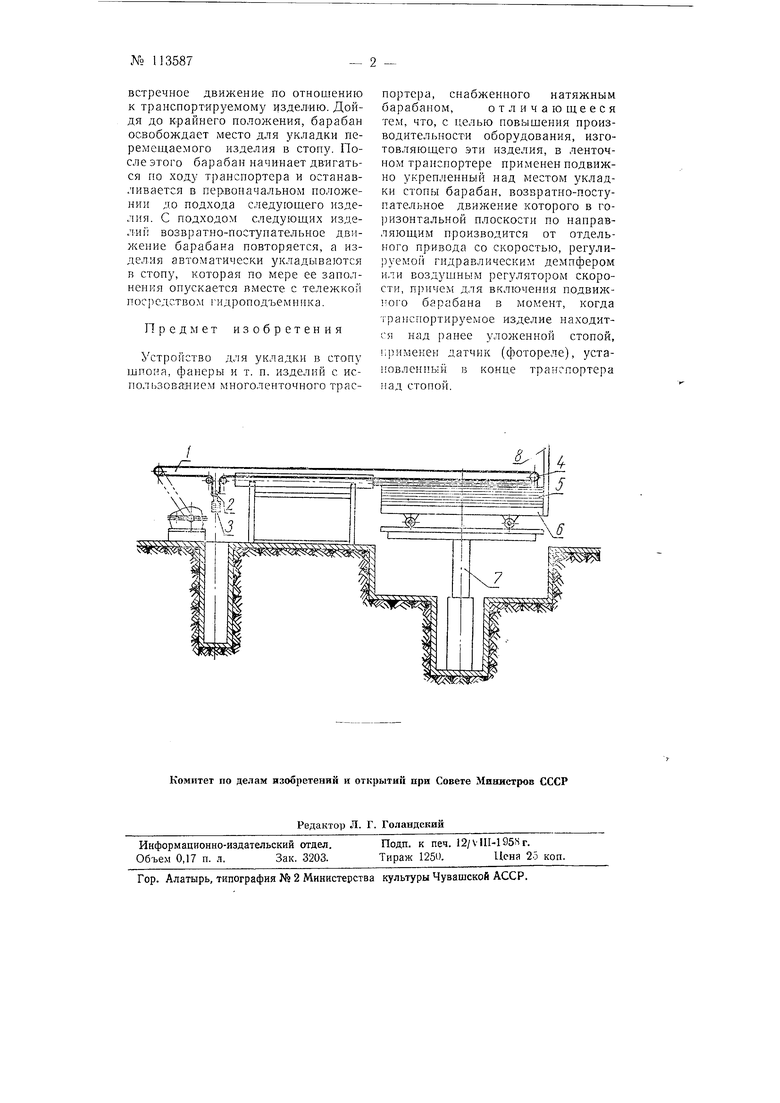
На чертеже изображен обший вид ycTpoiiCTBa для укладки в стопу шпона и т. п. изделий.
Устройство состоит из многоленточного транспортера /, снабженного натяжным барабаном 2 с грузом 3, предназначенным для натяжения лент транспортера, причем ход патяжного барабана равен длине ук.ладываемого изделия в стопу. В конке транспортера над местом
укладки стопы укреплен барабан 4, ог)баемый лентами транспортера.
Этот барабан приводится в возвратно-поступательное движение по направляющим от отдельного привода, и ход его зависит от длины укладываемых в стопу 5 изделий, основанием которой служит тележка 5 с гидроподъемником 7.
Скорость движения барабана 4 регулируется гидpaвличecки демпфером или воздушньп регулятором скорости, причем для включения барабана в , когда транспортируемое и.здс.ше находится над ранее уложенноГ стопой, применен датчик (фотореле) S, установленный в KOHi.e транспортера над стопой. Работа утроГ:ства по укладке изделий в стопу прОл;;водится следуюИ:; м образом.
Лист , фанеры, щит или б:;усок по выхо;1с из станка г оступает на много,ленточиьн траиспорTCji устройства и перемепик-тся lui до места кллдки в стогл. В тот моМ;--ит, изделие своей передней .кой достигает опредслещюго по; 0 ;;е;;; я, сработг.ет датчик, (фотореле) 5, и барабан 4 начинает
встречное движение по отношению к транспортируемому изделию. Дойдя до крайнего положения, барабан освобождает место для укладки перемещаемого изделия в стопу. После этого барабан начинает двигаться по ходу транспортера и останав.чивается в первоначальном положении до подхода следующего изделия. С подходом следующих изделий возвратно-поступательное движение барабана повторяется, а изделия автоматически укладываются Б стопу, которая по мере ее заполнения опускается вместе с тележкой посредством 1идроподъемника.
Предмет изобретения
Устройство для укладки в стопу шпона, фанеры и т. п. изделий с использованием многоленточного траспортера, снабженного натяжным барабаном,отличающееся
тем, что, с нелью повышения производительности оборудования, изготовляющего эти изделия, в ленточном транспортере применен подвижно укрепленный над местом укладки стоны барабан, возвратно-поступательное движение которого в горизонтальной плоскости по направляющим производится от отдельного привода со скоростью, регулируемой гидравлическим демпфером или воздушным регулятором скорости, причем для включения подвижного барабана в момент, когда транспортируемое изделие находится над ранее уложенной стопой, применен датчик (фотореле), установленный в конце транспортера над стопой.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СТОПЫ ЛИСТОВЫХ МАТЕРИАЛОВ | 1969 |
|
SU257733A1 |
| СПОСОБ ТРАНСПОРТИРОВКИ ЛИСТОВ ШПОНА И КОНВЕЙЕРНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2402480C2 |
| Устройство для сортировки паркетной фризы | 1954 |
|
SU105941A1 |
| Бассейн для проваривания фанерных чураков | 1953 |
|
SU101295A1 |
| Устройство для приема и укладки изделий в стопу | 1986 |
|
SU1437330A1 |
| УСТРОЙСТВО ДЛЯ СЪЕМА ЛИСТОВ ШПОНА И УКЛАДКИ ИХ В СТОПЫ | 1972 |
|
SU417284A1 |
| Листоукладчик для гофрировальных агрегатов | 1971 |
|
SU510550A1 |
| ЙС!?СОЮЗНЛЯ i\^mim-iBi:i:'i^.M:,flБИБЛЖЗТЕКД I М. Кл. В 27/ 5/00УДК 674.093.26.059 (088.8) | 1973 |
|
SU370049A1 |
| Линия рубки, сортировки по размеру и укладки лущенного шпона | 1976 |
|
SU676455A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТОВ ШПОНА | 1970 |
|
SU278083A1 |
/ .
s
g gg:gT g ° j g gf; ;ss s iTfJ f
