1
Изобретение относится к области фанерного производства и может быть использовано для рубки ленты шпона на форматные листы, отсортировки неформатного и кускового шпона с последуюш.ей укладкой в стопу.
Известна линия рубки и укладки шпона, включающая ножницы, транспортер-ускоритель, укладчик форматного шпона и датчики размеров 1.
Недостатком этой линии является низкая производительность, обусловленная отсутствием сортировки по размеру листов шпона.
Известна также линия рубки, сортировки по размеру и укладки лушеного шпона, включаюш.ая ножницы, транспортер-ускоритель, распределитель, транспортер отбора кускового шпона, укладчики форматного и неформатного шпона и датчики ра змера шпона .
Однако эта линия имеет низкую производительность вследствие неполного отбора неформатного шпона.
Цель изобретения - повышение производительности путем более полного отбора неформатного шпона.
Это достигается тем, что распределитель и транспортер отбора распал эжев№9ф(Т4Ш дашнинв 8Г1ранм®ркжшй)тк5д5(эте Хй0Я©1 ЩШОго процесса, причем транспортер отбора расположен между транспортером-ускорителем и укладчиком.
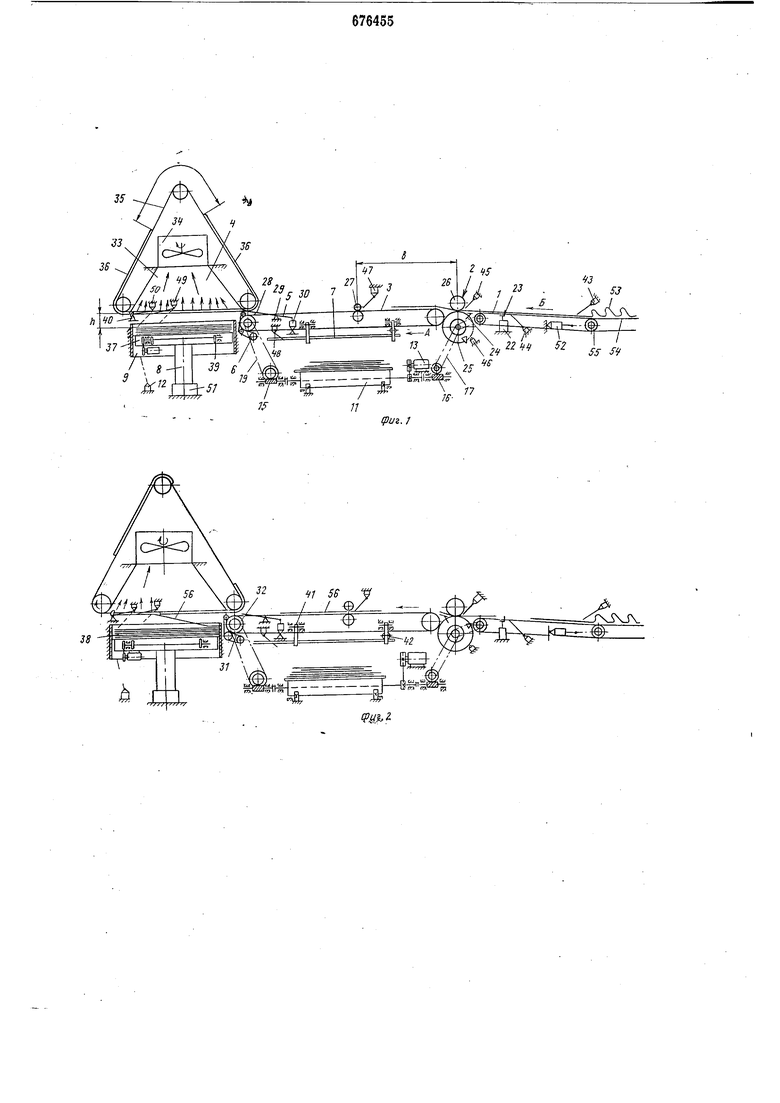
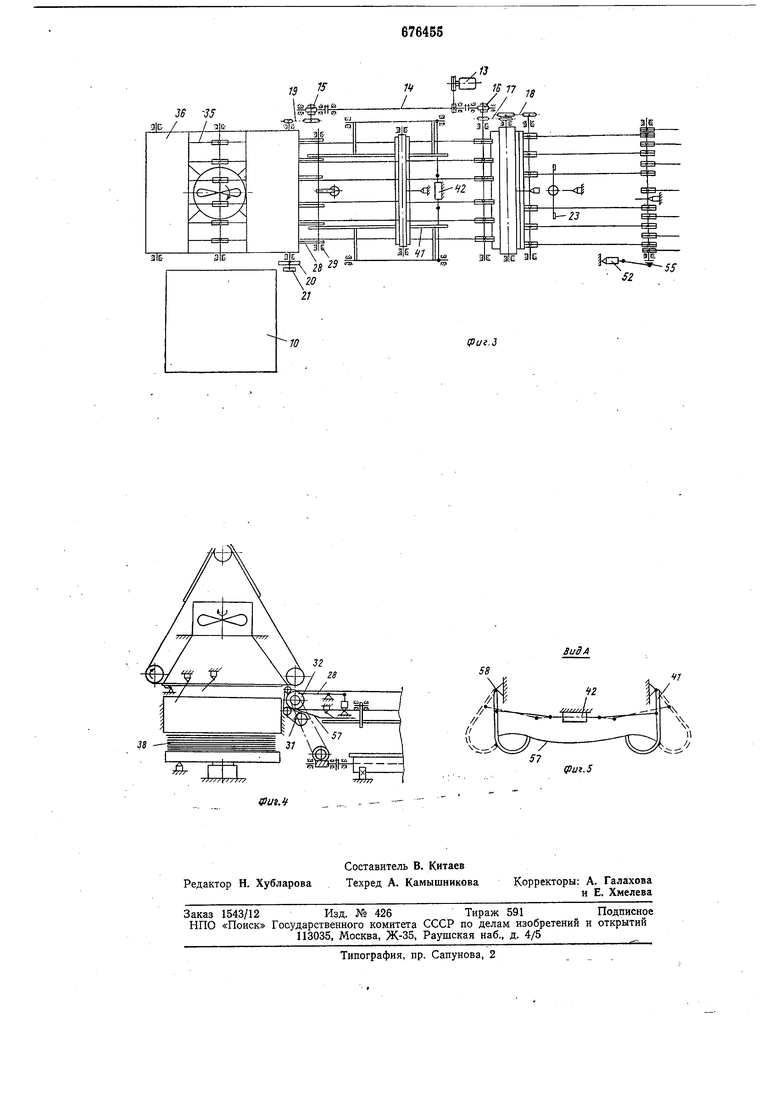
На фиг. 1 изображена предлагаемая линия, вид сбоку; на фиг. 2 - то же, в другом положении; на фиг. 3 - то же, вид сверху; на фиг. 4 - частичный вид сбоку в другом положении; на фиг. 5 - вид по стрелке А на фиг. I.
Линия состоит из подаюш;его транспортера 1, роторных НОЖНИЦ 2, транспортера-ускорителя 3, укладчика 4 форматного шпона, распределителя 5, транспортера 6 отбора кускового и неформатного шпона, укладчика 7 неформатного и кускового шпона, подъемно-опускного стола 8, вертикальной шахты 9, подстопного места 10, приемной тележки 11 и датчика 12.
Подаюший транспортер 1, ножницы 2, транспортёр-ускбрйтейь 3, укладчик 4 и транспортер б отбора получают движение от электродвигателя 13 (главный привод) через жесткую кинематйчёску о сййзь:распределительный вал 14, червячные передачи 15 и 16, цепные передачи 17, 18 и 19 и зубчатые передачи 20 и 21, причем скорости транспортирующих органов транспортера-ускорителя 3,- y-KTM iftii a 4 W CafMtnWJjftpsi Q Ж(/|/йГ-41ёадуОД5б6® Mtft W e-1;3 4 2 раза больше crfdj)№ttjffpgS(fSSpl fpfWiUfiJt органов подающего транспортера 1 и ротор ных ножниц 2. Перед роторными ножница ми 2 установлен убирающийся с помощью пневмопривода 22 упор 23, служащий для синхронизации подачи края ленты щпона под нож 24. Роторные ножницы 2 состоят из привод ного барабана 25, на котором закреплен нож 24, и верхнего .обрезиненного вальца 26. Длина окружности барабана 25 равна размеру отрубаемого листа шпона полного формата. На транспортере-ускорителе 3 на расстоянии b (размер форматного шпона) от оси роторных ножниц 2 установлена пара приводных роликов 27, предназначенных для сокращения времени разгона листов шпона, пропущенных через ножницы. Распределитель 5 служит для подачи листов щпона полного формата к укладчику 4, а неформатного и кускового щпона - к транспортеру 6 отбора и далее на укладчик 7. Распределитель 5 выполнен в виде соединенных между собой направляющих 28, которые могут быть повернуты в осях 29 с помощью пневмопривода 30. Транспортер 6 отбора служит для приема неформатного и кускового щпона с транспортера-ускорителя 3 и подачи шпона на укладчик 7, для чего ведущая ветвь 31 транспортера 6 выполнена по дуге, образованной ведущим щкивом 32 транспортера-ускорителя 3. Укладчик 4 для форматного щпона выполнен в виде короба 33 разрежения с вытяжным вентилятором 34, помещенным внутри замкнутого контура, образованного непрерывными транспортирующими органами 35, например, ремнями или цепями. На транспортирующих органах 35 с кратными промежутками / закреплены гибкие заслонки 36. Длина промежутков / устанавливается в зависимости от щирины b укладываемого шпона полного формата. Под коробом 33 с зазором Н неподвижно закреплена вертикальная щахта 9, выполненная из воздухонепроницаемого материала, например, листовой стали. Верхняя платформа 37 стола 8, выполненная также из воздухонепроницаемого материала, может перемещаться вертикально в шахте 9, выполняя роль подвижного днища этой шахты. Шахта 9 и платформа 37, на которую укладывают форматный щпон, служат для изоляции стопы 38 шнона от действия свободного факела воздушного потока под коробом разрежения, обеспечивая устойчивое положение уложенного в стопу шпона. На платформе 37 смонтирован приводной цепной транспортер 39, который служит для перемещения уложенной стоцы на подстопное место 10. Под коробом 33 разрежения установлен подпружиненный поворотный упор 40, служащий для останова щпона. Укладчик 7 для неформатного и КуСкойОго щнона расположен под транспортеромускорителем 3 и выполнен в виде поворотных клещеобразных рычагов 41, раздвигаемых с номощью пневмопривода 42 (см. фиг. 5). Приемная тележка 11 служит для укладки на ней неформатного и кускового шпона, сбрасываемого укладчиком 7. Датчики 12, 43, 44, 45, 46, 47, 48, 49 и 50 служат для управления приводами 13, 22, 30, 42, 51 и 52 определения форматности щпона, раздельного счета форматного и неформатного шпона и выдачи информации, а также поддерживания заданного зазора h между нижними ветвями транспортирующих органов укладчика 4 и верхней поверхностью стопы 38. Линия работает следующим образом. Включают электродвигатель 13, передающий вращение распределительному валу 14, который посредством жесткой кинематической связи передает движение с заданной скоростью роторным ножницам 2 и подающему транспортеру 1 через червячную 15 и цепные передачи 17 и 18, а транспортеруускорителю 3, укладчику 4 и транспортеру 6 отбора соответственно через передачи - червячную 16, цепную 19 и зубчатые 20 и 21. Лента 53 шпона с транспортера-петлеукладчика 54 поступает (по стрелке Б) на подающий транспортер 1, при этом датчик 43 в зависимости от наличия петли или волны на ленте 53 подает команду на срабатывание пневмопривода 52, который включает или выключает фрикционную муфту 55, тем самым останавливая или сообщая движение транспортеру-петлеукладчику 54, в результате чего петли на ленте распрямляются. Дойдя до упора 23, лента шпона нажимает на рычажок датчика 44, который при заданном датчиком 46 положении ножа 24 подает команду на срабатывание пневмопривода 22. Последний опускает упор 23 и пропускает ленту щпона к роторным ножницам 2. Вращающийся барабан 25 и валец 26 перемещают ленту щпона на транспортер-ускоритель 3, ремни которого скользят относительно щпона до тех пор, пока нож 24, выйдя на верхнее ноложение, при контакте с обрезиненным вальцом 26, не отрубит лист щпона, равный длине окружости барабана 25. Когда лист 56 шпона отрублен от ленты 53 (как на фиг. 2), ролии 27 и ремни транспортера 3 подхватыват его и транспортируют со скоростью ольшей, чем скорость подачи из ножниц , обеспечивая соответствующее расстояние ежду отрубленным листом и подаваемой ля рубки лентой. Датчики 45 и 47 совместно с датчиком 6, фиксирующим положение ножа 24 и моент реза, подают сигналы, которые при их дновременном срабатывании показывают, что на транспортер-ускоритель 3 выдан форматный лист, а при неодновременном срабатывании, - что выдан неформатный или кусковой шпон (это может быть в конце ленты или при ее разрыве). В зависимости от команды, получаемой от сигналов датчиков 45, 46 и 47, срабатывает пневмопривод 30, который, поворачивая распределитель 5 вокруг осей 29, устанавливает его в нижнее (фиг. 4) или верхнее положение (фиг. 1 и 2). Когда на транспортере-ускорителе 3 находится форматный лист шпона, то распределитель 5 занимает верхнее положение, и шпон по направляюш,им 28 подается под короб 33 разрежения, открываемый одной из заслонок 36, прижимается отсасывающимся потоком воздуха вентилятора 34 к нижним ветвям транспортируюш,их органов 35 и перемеш;ается до упора 40, который под действием пружины занимает положение, показанное на фиг. 1, как только освободится от заслонки 36. Поданный до упора 40 лист шпона останавливается, а транспортируюшие органы 35, непрерывно перемеш,аясь, проскальзывают относительно него. В то же время заслонки 36, перемеш,аясь с нижними ветвями транспортируюш;их органов (см. фиг. 2) постепенно перекрывают короб 33 разрежения, отсекая отсасываюш;ий поток воздуха от листа шпона, который в процессе перекрытия воздушного потока под действием собственного веса укладывается на верхнюю платформу 37 стола 8. В процессе подачи до упора 40 лист 56 шпона нажимает на рычаги датчиков 49 и 50, которые подают команду гидроприводу 51 на опускание стола 8 для поддержания заданного зазора h. Кроме того датчики 49 и 50 подают импульсы для подсчета количества укладываемых форматных листов с пересчетом в кубометры и выдачей информации на табло. Одновременно с процессом укладки на транспортер-ускоритель 3 из ножниц 2 подается очередной лист шиона и, если это форматный шпон, то цикл повторяется. Еели же на транспортер-ускоритель подается неформатный или кусковой шпон 57, то датчики 45, 46 и 47 передают команду на срабатывание пневмопривода 30, который переводит распределитель 5 в нижнее положение (см. фиг. 4), и шпон с транспортера-ускорителя 3 входит между ремнями транспортера 6 отбора и ведушими шкивами 32 транспортера 3 и они перемещают шпон 57 сначала по дуге, а затем в направлении противоположном движению на транспортере-ускорителе, подавая его на клещеобразные рычаги 41 укладчика 7. В этот момент срабатывает датчик 48, который подает команду на пневмопривод 42, поворачивающий рычаги 41 вокруг осей 58, и шпон 57 падает на тележку 11. Кроме того, датчик 48 подает импульсы для подсчета листов неформатного и кускового шпона. Когда количество заложенных листов форматного шпона „достигнет заданного числа, электропривод 13 останавливается и включается гидропривод 51, опускающий верхнюю платформу 37 стола 8 в крайнее нижнее положение (фиг. 4), при этом стопа 38 уложенного шпона -выходит из шахты 9. Далее по команде датчика 12 включается цепной транснортер 39, который перемещает стопу на подстопное место 10. Когда шпон перемещен, электропривод 13 по команде датчика 12 включается, а гидропривод 51 поднимает платформу 37 в верхнее положение. Цикл повторяется. Кусковой и неформатный шпон убир&ют с тележки 11 по мере его накопления. Формула изобретения Линия рубки, сортировки по размеру и укладки лущеного шпона, включающая ножницы, транспортер-ускоритель, распределитель, транспортер отбора кускового шпона, укладчики форматпого и неформатного шпона и датчики размера шпона, отличающаяся тем, что, с целью повышения производительности путем более полного отбора неформатного шпона, распредеитель и транспортер отбора расположены после датчиков размеров по ходу технологического процесса, причем транспортер отора расположен между транспортером-ускорителем и укладчиком. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 439391, кл. В 27L 5/08, 1972. 2.Авторское свидетельство СССР № 347198, кл. В 27L 5/00, 1970. 2 Uii 57 24 Jlf -f
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для РУБКИ ЛЕНТЫ | 1972 |
|
SU347198A1 |
| ЛИНИЯ ДЛЯ ТРАНСПОРТИРОВКИ ЛУЩЕНОГО ШПОНА, РУБКИ И УКЛАДКИ ЛИСТОВ В СТОПУ | 2007 |
|
RU2348516C1 |
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ КУСКОВОГО ШПОНА и т. п. ЛИСТОВОГО МАТЕРИАЛА В ПОЛНОФОРМАТНЫЕ ЛИСТЫ | 1968 |
|
SU217631A1 |
| Устройство для укладки листов лущеного шпона | 1983 |
|
SU1148784A1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| Устройство для выравнивания выходящей из сушилки сухой ленты шпона, рубки ее на листы, сортировки и укладки листов на платформы | 1960 |
|
SU138733A1 |
| Устройство для рубки лущеного шпона на форматные листы с последующей укладкой листов в стопу | 1959 |
|
SU126255A1 |
| Линия для рубки ленты шпона на форматные листы с последующей укладкой их в стопу | 1972 |
|
SU439391A1 |
| УСТРОЙСТВО ДЛЯ РУБКИ ЛУЩЕНОГО ШПОНА НА ФОРМАТНЫЕ ЛИСТЫ С ПОСЛЕДУЮЩЕЙ УКЛАДКОЙ ИХ В СТОПУ | 1966 |
|
SU216232A1 |
| Установка проклеивания и укладки в пакет листового материала | 1973 |
|
SU479620A1 |
3S
ВидА
(Риг.5 -JJ
