СО
со 00
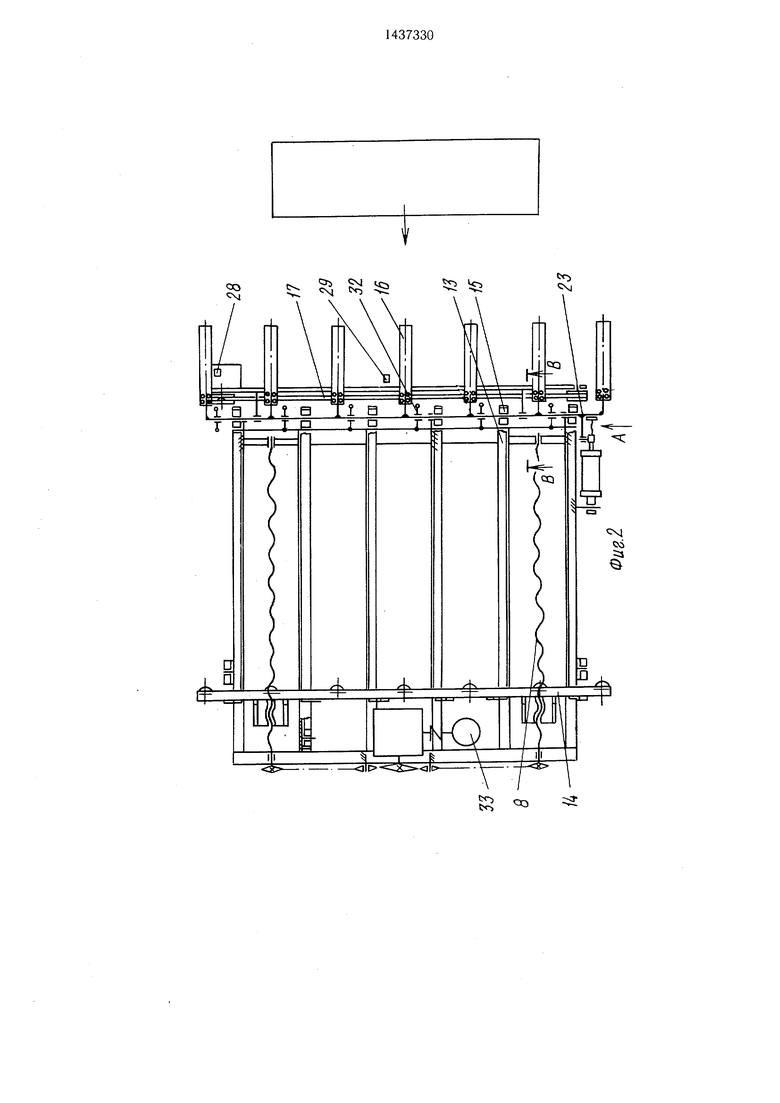
I Изобретение относится к деревообрабатывающей промышленности, а в частности к устройствам для приема и укладки изделий в стопу, и может быть использовано для укладки листовых материалов из древесностружечных плит, фанеры, столярных плит, мебельных щитов, дверных полотен и т. п. после их обработки на различном технологическом оборудовании. : Целью изобретения является расширение I технологических возможностей и повышение I удобства эксплуатации устройства. На фиг. 1 изображено устройство, вид сбоку; на фиг. 2, 3 то же, вид сверху, при подаче изделий с разных направле- НИИ к механизму для формирования стопы; на ; фиг. 4 - вид А на фиг. 2; на фиг. 5 - вид Б на фиг. 1; на фиг. 6 - разрез В-В на I фиг. 3, когда ролики находятся горизон- тально и контактируют с лентой подающего транспортера; на фиг. 7 - разрез
5
10
стопы, ролики 16 взаимодействуют с лентой 17 подающего транспортера 1. Последний шкив 18 подающего транспортера 1 по ходу перемещения изделия соединен с обращенным к нему концом рычага 5, расположен ниже оси шкива 15 многоленточного транспортера 6 и перпендикулярно его рабочей поверхности. Шкив 18 подающего транспортера имеет средство 19 для регулирования и фиксации его положения относительно шкива 15 многоленточного транспортера 6. Регулировка положения осуществляется путем поворота рычага 20. гайкой 21.
Привод поворота роликов 16 имеет си- i- ловой цилиндр 22, шарнирно установленный на раме. На его штоке закреплен рычаг 23, жестко соединенный с осью шкива 15 многоленточного транспортера. Регулировка положения роликов 16 осуществляется путем изменения хода щтока
В-В на фиг. 2, когд а ролики располо- 20 силового цилиндра 22 при помощи винта 24, жены наклонно, ниже уровня загрузки; наввернутого в Г-образный конец переходника
фиг. 8 - разрез Г-Г на фиг. 1.25, жестко связанного со штоком силового
Устройство содержит расположенный между подающим ленточным транспортером 1 и средством 2 для приема сформированных стоп механизм для формирования стоп изделий, включающий раму 3, установленную на опорах 4 качения, и закрепленный на раме 3 рычаг 5 с многоленточным транспортером 6. Рычаг 5 может
цилиндра 22.
Средство для передачи изделий с подающего транспортера на многоленточный имеет приспособление для предотвращения преждевременного контакта изделий с лентами транспортера, выполненное в виде свободно установленных на оси шкива 15 многоленточного транспортера валиков с
перемепдаться из положения приема изде-диаметром, большим диаметра шкива много
ЛИЙ с подающего транспортера I (фиг. сплошная линия) в положение съема готовых стоп изделий (фиг. 1, пунктирная линия) от привода 7 через винт 8, перемещающийся поступательно при вращении
ленточного транспортера.
Регулировка угла наклона рычага 5 необходима для настройки устройства по высоте на разный уровень транспортирования
от привода 7 поворотной гайки 9 через .,, изделий подающим транспортеро.м или дру
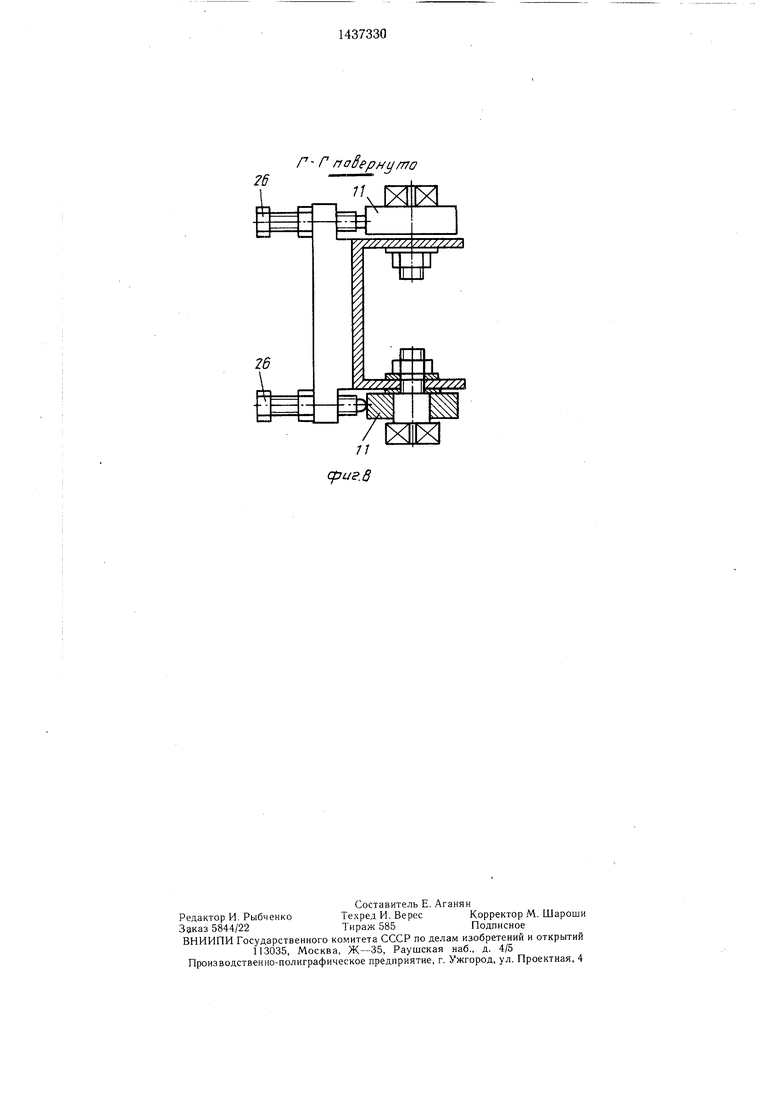
цепную передачу 19. Рычаг 5 имеет сре.з,- ство для фиксации его двух возможных положений для приема изделий с двух разных направлений подачи подающего транспортера 1, выполненное в виде двух разных по величине упоров 11 с датчиками 12. На бесконечном тяговом элементе 13 многоленточного транспортера 6 жестко закреплена опорная платформа 14, расположенная перпендикулярно рабочей поверхности многоленточного транспортера 6 и направлению его перемещения. На оси шкива 15 установлено средство для передачи изделий с подающего транспо ртера 1 на многоленточный транспортер, имеющее ролики 16, оси которых жестко и перпен40
45
гим предыдущим транспортным средством и осущ,ествляется при помощи двух подвижных упоров 11, на которых жестко закреплены датчики 12, отключающие привод 7 при достижении рычагом 5 упора 11. Упоры 11 установлены шарнирно относительно рамы 3 и могут перемещаться по ее вертикальному пазу для обеспечения двух рабочих положений устройства по высоте. В верхнем рабочем положении многоленточного транспортера 6 по высоте (см. фиг. 4) ролики 16 расположены горизонтально, а их уровень соответствует уровню подающего транспортера. В нижнем рабочем положении по высоте (см. фиг. 5) ролики 6 расположены наклонно, а их верхдикулярно закреплены на оси шкива 15, Q няя точка находится ниже уровня преды- .........f......дущего транспортного средства.
При установке рычага 5 в одно из двух рабочих положений по высоте заранее настроенный соответственно этому положению упор 11 поворачивается до упора в огра- щего транспортера 1 (см. фиг. 4 и 5). 55 ничитель 26. Второй упор 11 остается в Причем во время подачи изделий по по-нерабочем положении. При смене положения укладчика по высоте меняется соответственно положение упоров 11.
и привод их поворота, обеспечивающий перемещение роликов 16 из положения, перпендикулярного рабочей поверхности многоленточного транспортера 6 (см. фиг. 1), в положение приема изделий с подаюдающему транспортеру в направлении, перпендикулярном направлению формирования
5
0
стопы, ролики 16 взаимодействуют с лентой 17 подающего транспортера 1. Последний шкив 18 подающего транспортера 1 по ходу перемещения изделия соединен с обращенным к нему концом рычага 5, расположен ниже оси шкива 15 многоленточного транспортера 6 и перпендикулярно его рабочей поверхности. Шкив 18 подающего транспортера имеет средство 19 для регулирования и фиксации его положения относительно шкива 15 многоленточного транспортера 6. Регулировка положения осуществляется путем поворота рычага 20. гайкой 21.
Привод поворота роликов 16 имеет си- i- ловой цилиндр 22, шарнирно установленный на раме. На его штоке закреплен рычаг 23, жестко соединенный с осью шкива 15 многоленточного транспортера. Регулировка положения роликов 16 осуществляется путем изменения хода щтока
0 силового цилиндра 22 при помощи винта 24, ввернутого в Г-образный конец переходника
цилиндра 22.
Средство для передачи изделий с подающего транспортера на многоленточный имеет приспособление для предотвращения преждевременного контакта изделий с лентами транспортера, выполненное в виде свободно установленных на оси шкива 15 многоленточного транспортера валиков с
ленточного транспортера.
Регулировка угла наклона рычага 5 необходима для настройки устройства по высоте на разный уровень транспортирования
0
5
гим предыдущим транспортным средством и осущ,ествляется при помощи двух подвижных упоров 11, на которых жестко закреплены датчики 12, отключающие привод 7 при достижении рычагом 5 упора 11. Упоры 11 установлены шарнирно относительно рамы 3 и могут перемещаться по ее вертикальному пазу для обеспечения двух рабочих положений устройства по высоте. В верхнем рабочем положении многоленточного транспортера 6 по высоте (см. фиг. 4) ролики 16 расположены горизонтально, а их уровень соответствует уровню подающего транспортера. В нижнем рабочем положении по высоте (см. фиг. 5) ролики 6 расположены наклонно, а их верхРаботой привода 27 и пневмоцилиндра 22 управляют датчики 28 и 29. Передвижением платформы 14 на один шаг, равный толщине укладываемой детали, управляет датчик 30. Подвижная платформа 14 снабжена свободно вращающимися роликами 31.
Укладчик работает в двух режимах: в режиме укладки деталей, длина которых где Lmax - максимальная длина укладываемых деталей, и в режиме укладки деталей, длина которых
В первом режиме устройство вручную устанавливают так, чтобы изделия поступали на него по направлению вращения роликов 16 (см. фиг. 3). Затем производится регулировка устройства по высоте. В этом случае оно. должно находиться в верхнем наклонном положении. Поэтому когда многоленточный транспортер 6 расположен вертикально, упор 11, заранее настроенный на верхнее положение, поворачивается до упора в ограничитель 26, а второй упор находится в нижнем положении. Затем многоленточный транспортер 6 приводо.м 7 через винт 8 поворачивают до касания упора 11, при этом транспортер 6 занимает верхнее наклонное положение. В этом положении привод , отключен датчиком 12. После этого при помощи винта 24, ввернутого в отогнутый конец переходника 25 силового цилиндра 22, ролики 16 устанавливаются в горизонтальное положение (см. фиг. 4), при этом их верхние образующие совпадают с уровнем загрузки устройства. Так как ленточная передача 17 заранее настроена на требуемое положение, то ролики 16, находясь в горизонтальном положении, соприкасаются с ней. Устройство готово к приему и укладке в стопу изделий, при этом его подвижная платформа 14 находится у верхнего края многоленточного транспорте-- ра 6. Изделие, поступая с предыдущего транспортного средства и взаимодействуя с датчиком 28, включает привод 27, который приводит в движение ленточную передачу 17. Последняя вращает ролики 16, на которые заходит укладываемое изделие. Движение изделия по роликам 16 продолжается до тех пор, пока оно взаимодействует с датчиком 28. Выйдя за его пределы, изделие останавливается, так как в этот момент датчик 28 отключает привод 27.
Далее на ролики 16 таким же образом поступает следующее изделие. Каждое отключение датчика 28 фиксируется специальным счетчиком (не показан), а число таких включений сравнивается с заданным количеством одновременно укладываемых изделий (число включений датчика 28 задается с пульта управления).
0
Когда на роликах 16 размещается заданное число изделий, датчик 28 через счетчик включает силовой цилиндр 22, который через рычаг 23 поворачивает ось
шкива 15 с жестко закрепленными на нем роликами 16. Во время поворота роликов 16 с размещенными на них изделиями последние сползают до упора своими кромками в валики 32 и поворачиваются на них при помощи роликов 16 вокруг оси шкива 15, не касаясь лент многоленточного транспортера 6. В конце поворота роликов 16 изделия укладываются в стопу на платформу 14, при этом «ромки изделий схОдят с валиков 32 и ложатся на
5 ленты транспортера 6. Ролики 16 возвращаются в исходное положение, а платформа 14 перемещается на расстояние, равное толщине изделий. Передвижением платформы 14 на один шаг управляет датчик 30.
0 Вместе с платформой 14 перемещаются и жестко связанные с ней тяговые элементы и ленты транспортера 7. Поэтому кромки изделий, лежащие на лентах, движутся вместе с платформой 14, в резуль5 тате чего стопы сохраняют правильную форму, а кромки не повреждаются. Изделия укладываются на платформе 14 в несколько стоп. Когда платформа 14 со стопами изделий достигает нижнего положения, соответствующий датчик включает при0 вод 7 и транспортер 6 поворачивается, пока платформа 14 не займет горизонтальное положение. Стопы изделий вручную перемещают по роликам приемного транспортера 2 на подстопное место. Вслед за этим оператор с пункта управления включает при5 воды 7, 33 и многоленточный транспортер 6 с платформ.ой 14 занимает исходное положение.
Во втором режиме устройство поворачивают так, чтобы изделий поступали на него
Q перпендикулярно направлению вращения роликов 16 (фиг. 2). Затем поворачивают нижний из упоров 11 до ограничителя 26, а верхний отбрасывают в нижнее положение. Поворачивают транспортер 6 до упора 11. В этом положении привод 7 отключен дат5 чиком 12, при этом ось шкива 15 транспортера 6 находится ниже, чем в предыдущем случае.
Ось шкива 15 с роликами 16 при помощи винта 24 поворачивают против часовой стрелки на некоторый угол р, при
0 этом верхняя кромка роликов 16 должна быть ниже уровня загрузки. В этом случае ролик 16 касается ленты 17. Платформа 14 лтолжна находиться у верхнего края транспортера 6. Устройство готово к приему изделий, поступает с предыдущего транспортного средства и съезжает по роликам 16 до упора в валики 32. При этом срабатывает датчик 29, который включает силовой цилиндр 22, и изделия укладываются на ролики 16 платформы 14. В этом случае изделия укладываются в одну стопу. В дальнейшем работа устройства аналогична описанному выше.
Формула изобретения
1. Устройство для приерла и укладки изделий в стопу, содержащее расположенный между горизонтальным подающим ленточным транспортером со шкивами и средством для приема стоп механизм для формирования стопы изделий, включающий смонтированную на опорах качения раму с установленными на ней рычагом, соединенным с приводом его поворота из положения формирования стопы до вертикального положения съема стопы, со средством фиксации его заданного положения, расположенный на рычаге многоленточный транспортер с бесконечным тяговым, охватывающим шкивы элементом, размещенное на конце рычага со стороны подающего транспортера средство для передачи изделий с подающего транспортера на многоленточный и расположенную перпендикулярно рабочей поверхности многоленточного транспортера и направлению его перемещения опорную платформу, закрепленную на его тяговом элементе, отличающееся тем, что, с целью расширения технологических возможностей и повышения удобства в эксплуатации, последний по ходу перемещения изделий подающего транспортера шкив соединен с обращенным к нему концом рычага, расположен ниже оси шкивов многоленточного транспортера перпендикулярно, его рабочей поверхности и имеет средство
для регулирования и фиксации положения относительно щкивов vieHTOHHoro транспортера, а средство для передачи изделий с подающего транспортера на многоленточный имеет ролики, оси которых жестко и перпендикулярно закреплены на оси шкива многоленточного транспортера, обращенного в сторону подающего транспортёра, и привод поворота для перемещения роликов из положения, перпендикулярного рабочей поверхности транспортера, в положение их взаимодействия с лентой подающего транспортера.
2.Устройство по п. I, отличающееся г тем, что, с целью повышения качества
укладываемых изделий,- средство для передачи изделий с подающего транспортера на многоленточный имеет приспособление для предотвращения преждевременного контакта изделий с многоленточным транспортером, 0 выполненное в виде свободно установленных на оси шкива многоленточного транспортера валиков с диаметром, больщим диаметра шкива .многоленточного транспортера.
3.Устройство по п. 1, отличающееся с- тем, что средство фиксации заданного положения рычага имеет шарнирно установленные на раме упоры с датчиками.
4.Устройство по п. 1, отличающееся тем, что привод поворота роликов имеет шарнирно установленный на рычаге сило0 вой цилиндр, закрепленный на его штоке рычаг, жестко соединенный свободным концом с осью шкива, и приспособление для регулирования заданного угла поворота оси шкива, выполненное в виде винтовой пары, смонтированной на штоке силового цилиндра.


| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ТРАНСПОРТИРОВКИ ЛУЩЕНОГО ШПОНА, РУБКИ И УКЛАДКИ ЛИСТОВ В СТОПУ | 2007 |
|
RU2348516C1 |
| ЙС!?СОЮЗНЛЯ i\^mim-iBi:i:'i^.M:,flБИБЛЖЗТЕКД I М. Кл. В 27/ 5/00УДК 674.093.26.059 (088.8) | 1973 |
|
SU370049A1 |
| Устройство для укладки листов в стопу | 1985 |
|
SU1407892A1 |
| Линия рубки, сортировки по размеру и укладки лущенного шпона | 1976 |
|
SU676455A1 |
| Устройство для укладки в тару упакованных в ленточный материал изделий | 1981 |
|
SU977285A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК В УПАКОВОЧНУЮ МАШИНУ | 1999 |
|
RU2228889C2 |
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ НА БОРТОВОЕ КОЛЬЦО ШИНЫ И СПОСОБ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ | 1997 |
|
RU2177879C2 |
| Устройство для укладки в стопу отштампованных деталей | 1985 |
|
SU1378990A1 |
| АВТОМАТ УКЛАДКИ СВАРОЧНЫХ ЭЛЕКТРОДОВ В КОНТЕЙНЕР | 1996 |
|
RU2138380C1 |


Изобретение относится к деревообрабатывающей промышленности и может быть использовано для приема и укладки плоских изделий после их обработки на различном технологическом оборудовании, что позволяет расширить его технологические возможности и повысить его удобство эксплуатации. Устройство имеет подающий транспортер, средство для формирования стопы и приемный транспортер. Средство для формирования стопы выполнено в виде рамы с опорами касания, закрепленного на раме рычага с многоленточным транспортером. На конце рычага на оси шкива смонтировано средство для передачи изделия с подающего транспортера на многоленточный, включающее жестко закрепленные на оси шкива ролики, имеющие привод их поворота и средство для регулирования их угла поворота. Последний шкив подающего ленточного транспортера закреплен на конце рычага с возможностью регулирования его положения относительно оси щкива многоленточного транспортера. Устройство позволяет принимать изделия с разным направлением подачи, разным уровнем подачи и обеспечивает применение разных транспортных подающих средств. 3 3. п. ф-лы, 8 ил. &
J/
ТТ ВТ
В Т.
t:
al ЬГ
Э Т
В
(.З
22
t:
пи
ЬГ
Э Т
Bi/dA
Фиг.
20-4
в- 3 повернуто
B B /foSepM /Tfo УроВенб зоерузхи /7 у)(
Фие.В Уровень загрузки yKAoffwHff
// j
,
фие.7
Г- Г fiaSfpHymo
26
| Устройство для измерения угловых смещений объектов | 1975 |
|
SU612149A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
