дополнительной подгибки ме пыиего боковых элементов, cJ и d/j -paccTOHHHH от осевой плос кости валков i-ro технологического перехода до максимумов функций углов подгибки большего и меньшего боковых элементов в этом же технологическом переходе;
h и Pj- коэффициенты,отражающие интенсивность изменения углов подгибки большего и меньшего боковых элементов вдоль участков плавного перехода,
2,Способ ПОП.1, отличаю- щ и и,с я тем, что разгибку большего бокового элемента осуществляют, при-, кладывая к этому элементув одной плоскости поперечного сечения распределенную по ширине нагрузку,действующуюизнутри профиля нормально к внуренней поверхности большего бокового элемента.
3,Способ по п, 1, о т л и ч а ю щ и и с я тем, что разгибку большего бокового элемента осуществляют, прикладывая к кромке этого элемента по крайней мере в одной плоскости поперечную силу, действующую в направлении изнутри профиля параллельно плоско сти формо вки,
4,Способ по п.1, отличающий с я тем, что дополнительную подгибку меньшего бокового элемента осуществляют, прикладывая к этому элементу по крайней мере в одной плоскости поперечного сечения распределенную по ширине нагрузку, действующую в поперечном направлении вовнутрь профиля нормально к внешней поверхности меньшего бокового элемента,
5.. Способ по п,1, отличающий с я тем, что допол1штельную подгибку меньшего бокового элемента осуществляют, прикладывая к кромке этого элемента по крайней мере в одной плоскости поперечную силу, действующую в направлении вовнутрь профиля, параллельно плоскости формовки,
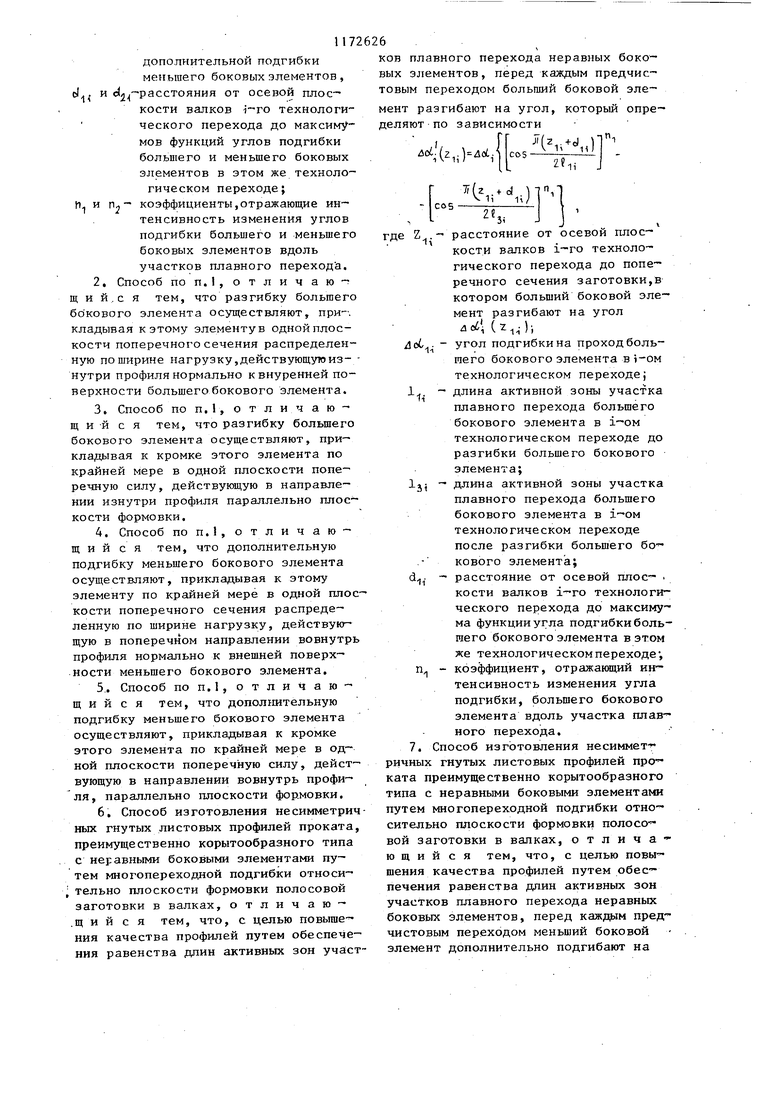
6. Способ изготовления несимметричных гнутых листовых профилей проката, преимущественно корытообразного типа с неравными боковыми элементами пу- тем многопереходной подгибки относи- тельно плоскости формовки полосовой заготовки в валках, отличаю- .щ и и с я тем, что, с целью повышения качества профилей путем обеспечения равенства дпин активных зон участков плавного перехода неравных боковых элементов, перед каждым предчистовым переходом больший боковой элемент разгибают на угол, который определяют по зависимости
IГ Г Ji(z .+d
ло,(г,.)ля. cos
И :
2е
11
7((z +of П ii /
- COS
2.
где Z - расстояние от осевой плоскости валков i-ro технологического перехода до поперечного сечения заготовки,в котором больший боковой элемент разгибают на угол
,(2,,-))
/1с6 - угол подгибки на проход большего бокового элемента в i-ом технологическом переходе; 1-. - длина активной зоны участка плавного перехода большего бокового элемента в i-ом технологическом переходе до разгибки большего бокового элемента;
Ijj - длина активной зоны участка плавного перехода большего бокового элемента в i-ом технологическом переходе после разгибки большего бокового элемента;
- расстояние от осевой плос- . кости валков i-го технологического перехода до максимума функции угла подгибки большего бокового элемента в этом же технологическом переходе , п - коэффициент, отражающий интенсивность изменения угла подгибки, большего бокового элемента вдоль участка плавного перехода,
7. Способ изготовления несиммет ричных гнутых листовых профилей про ката преимущественно корытообразного типа с неравными боковыми элементами путем многопереходной подгибки относительно плоскости формовки ПОЛОСО
вой заготовки в валках, отличающийся тем, что, с целью повышения качества профилей путем обес печения равенства длин активных зон участков плавного перехода неравных боковых элементов, перед каждым пред чистовым переходом меньший боковой элемент дополнительно подгибают на
угол, которьй определяют по зависимости
Л/1.(г,.)Л,
.
-cos
2(
2i
де 2 расстояние от осевой плоскости валков i-oro технологического перехода до поперечного сечения заготовки,в котором меньший боковой элемент дополнительно подгибают на угол л ft (24) д/3( - угол подгибки за проход
.меньшего бокового элемента в i-OM технологическом переходе;
Ь f -длины активных зон участков плавного перехода меньшего бокового элемента в i-ом технологическом переходе соответственно до и после до полнительной подгибки меньшего бокового элемента; d . - расстояние от, осевой плоскости вапков i-ro технологического перехода до максимума функции углов подгибки меньшего бокового элемента в этом же технологическом переходе;
п коэффициент, отражающий интенсивность изменения угла подгибки меньшего бокового элемента вдоль участка плавного перехода.



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| Способ изготовления неравнополочных гнутых профилей проката | 1983 |
|
SU1136866A1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1985 |
|
SU1278058A1 |
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1079334A1 |
| Способ изготовления несимметричных гнутых профилей проката | 1985 |
|
SU1269877A1 |
| Способ изготовления гнутых профилей | 1981 |
|
SU1005977A1 |
| Способ производства несимметричных гнутых профилей | 1980 |
|
SU917399A1 |
| Способ изготовления гнутых неравнополочных профилей | 1982 |
|
SU1090471A1 |
| Способ изготовления гнутых неравнополочных швеллеров | 1984 |
|
SU1228939A1 |
| Способ изготовления неравнополочных гнутых профилей | 1980 |
|
SU942306A1 |


1. Способ изготовления несимметричных гнутых листовых профилей проката, преимущественно корытообразного типа с .неравными боковыми элементами путем многопереходной подгибки относительно пло- . скости формовки полосовой заготовки в ;валках,о тличающийся тем,что с целью повышения качества профилей путем обеспечения равенства длин активных зон участков плавного перехо-. .да неравных боковых элементов, перед каждым предчистовым переходом больший боковой элемент разгибают на угол, который определяют по зависимости ГГ J(z.d , ..:(г,,)-.JLos 2е 11 . . J , -ti 11 - cos. . L . РЗ а меньший боковой элемент дополнительно подгибают на угол, который определяют по зависимости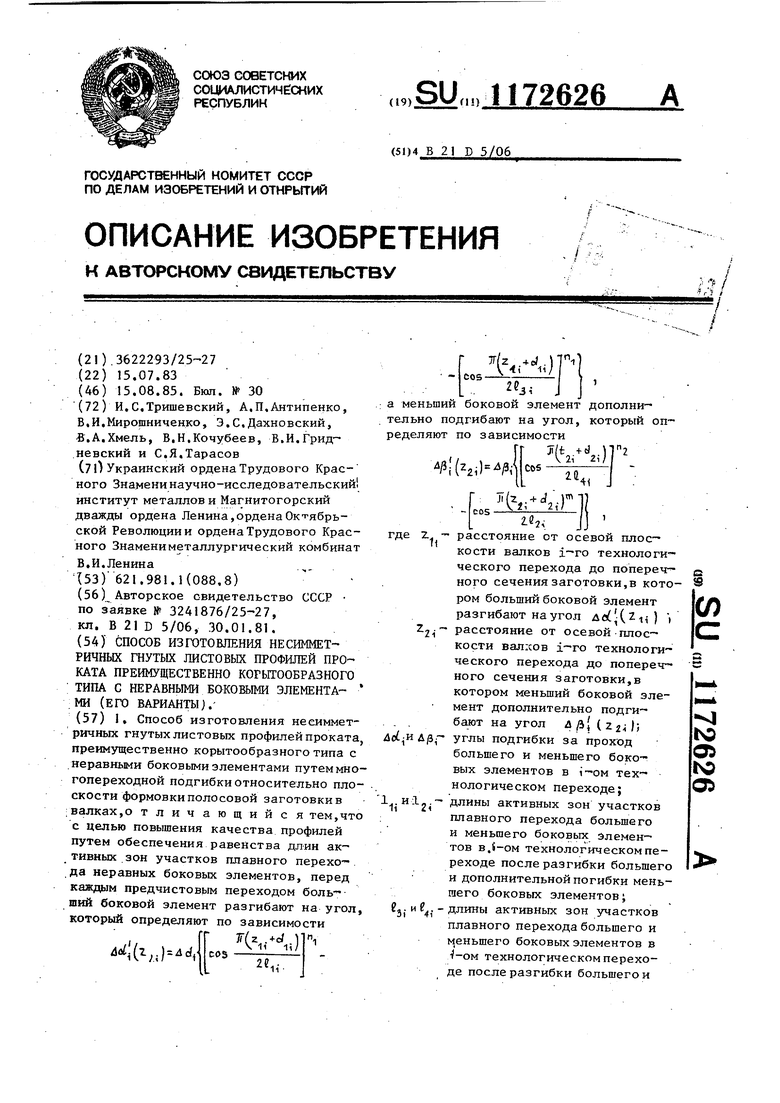
I
Изобретение относится к обработке .металлов давлением, в частности к изготовлению гнутых листовых профилей из полосовых заготовок в валках профилегибочного стана.
Цель изобретения - повьш1ение качества профилей путем обеспечения .равенства длин активных зон участков плавного перехода неравных боковых элементов.
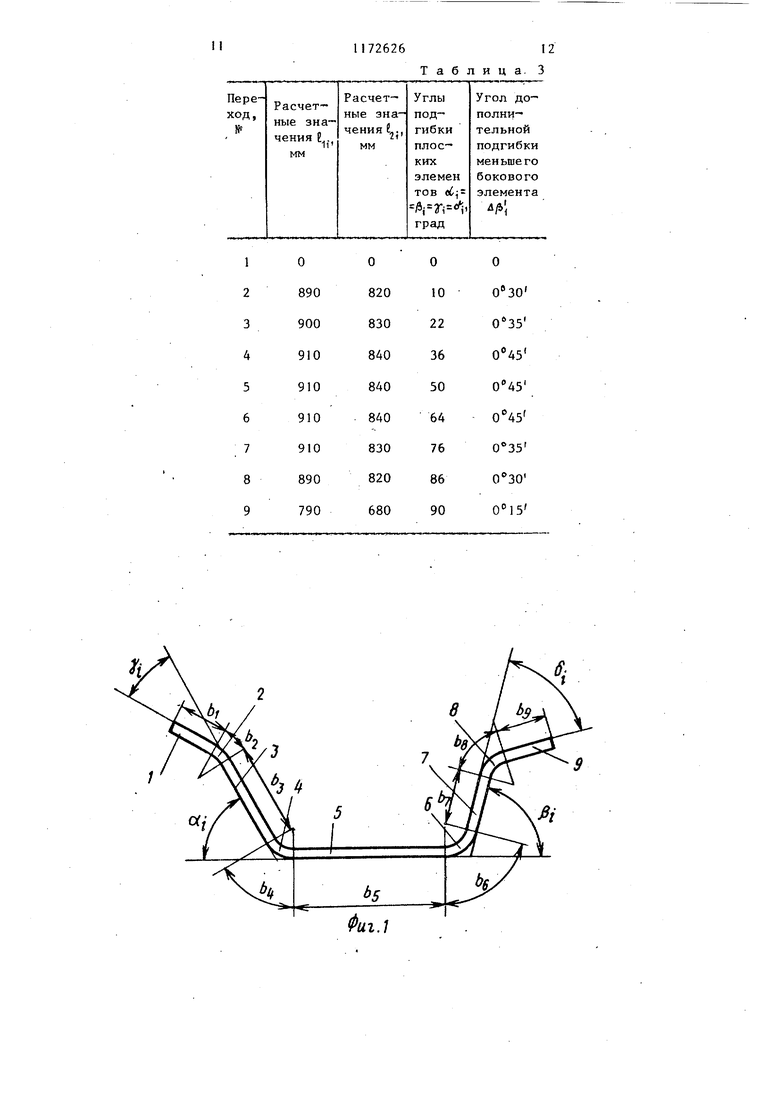
На фиг.1 показана заготовка корьггного профиля с неравными боковыми стенками в i-том технологическом переходе; на фиг.2 заготовка неравнополочного швеллера в i-том технологическом переходе; на фиг.З - схема формоизменения заготовки при изготовлении неравнополочного швеллера по предлагаемому способу, вид сбоку; на фиг.4 - схема формоизменения заготов- ки в i-TOM технологическом переходе при изготовлении неравнополочного швеллера по предлагаемому способу вид сверху.
На чертежах приняты спедунщие обозначения: левая полка 1, место изгиба 2 между левой полкой и большим боковым элементом (большей боково стенкой ); больший боковой элемент |, л1ьшая боковая стенка )3; место изгиба 4 между стенкой и большим боковым элементом ( большей боковой стенкой); стенка 5, место изгиба 6 между стенкой и меньшим боковым элементом (меньшей боковой стенкой); меньший боковой элемент (меньшая боковая стенка 7; место изгиба 8 между меньшим боковым элементом (меньшей боковой стенкой ) и правой полкой; правая полка 9 верхний валок 10 рассматриваемой клети; нижний валок 11 рассматриваемой клети; заготовка 12; верхний валок 13 (i-1)-ого технологического перехода; нижний валок 14 (1-1)-ого технологического перехода; боковой направляющий ролик 15; нажимной винт 16; А-А - осевая плоскость i-того технологического перехода; Ъ - ширина левой полки 1; Ъ - ширина места изгиба 2; Ъ- - ширина большего бокового элемента 3; Ь, - ширина места изгиба 4; Ъ5 - ширина стенки 5; ширина места изгиба 6; Ъ - ширина меньшего бокового элемента 7; bg- ширина места изгиба 8; bj - ширина правой полки 9; угол подгибки большего бокового элемента в i-том технологическом переходе; /. - угол подгибки меньшего бокового элемента в i-том технологическом переходе; 31 r. - угол подгибки левой полки в технологическом переходе; угол подгибки правой полки в i-том технологическом переходе; ( длина активной зоны участка плавного перехода большего бокового элемента в i-TOM технологическом переходе до разгибки этого элемента; длина активной зоны участка плавного пере- хода меньшего бокового элемента в i-том технологическом переходе до дополнительной подгибки этого элемента; з длина активной зоны учас ка плавного перевода большего бокового элемента в i-том технологическом переходе после разгибки этого элемента; -i Длина активной зоны участка плавного перехода бокового элемента в i-том технологическом переходе после дополнительной подгибки этого элемента; d.- расстояние от осевой плоскости валков i-того технологического перехода до максимума угла подгибки большего бокового элемента; расстояние от осевой плоскости валков i-того технологического перехода до максимума подгиб ки меньшего бокового элемента; Z расстояние от осевой плоскости i-тог технологического перехода до поперечной силы N, , приложенной к кромке большего бокового элемента { до плоскости приложения распределенной нагрузки по внутренней поверхности большего бокового элемента) ;2 2i расстояние от осевой плоскости i-того технологического перехода до поперечной силы ff. , приложенной к кром ке меньшего бокового элемента (до плоскости приложения распределенной нагрузки по внешней поверхности мен шего бокового элемента); W. - поперечная горизонтальная сила, приложенная к кромке большего элемента; И1-- поперечная горизонтальная сила приложенная к кромке меньшего боковог элемента. При изготовлении гнутых профилей проката с неравными боковыми элемен тами согласно предлагаемому способу параметры процесса профилирования могут быть вычислены по следуюш;им аналитическим формулам Ч.10 (2,до, cos 1(г . + с) 11 1i J ГГ Jllz ч-с ,..ftc.,-i|-JiI .2.}V 0,5Е9до(1 4r n3 ( о,фзУ;д.г. g3E5.p,irV-j X , fъ7x b N-f)H f Г J(z. (Ь,.ф;п1,Лс,и-1р1 -.;(г,,.) pSS(V,)o,o...(g. N «3 ,(z2,) (S-C,)fO,075E34/i(z,,)x i Ч.)- угол разгибки бокового элемента на расстоянии Z перед осевой штос-™ костью i-того технологического перехода;
йй,- - угол подгибки за проход большего бокового элемента в i-TOM технологическом переходе; (ji) угол дополнительной подгибки меньшего бокового элемента на расстоянии Z. перед, осевой плоскостью i-того технологи- ческого перехода; Лт угол подгибки за проход меньшего бокового элемента в 1-том технологическом переходе; п и п - коэффициенты, отражающие интенсивность изменения углов подгибки большего и меньшего боковых элементов вдоль участков плавного перехода i-того . технологического- пере- , хода; 1i ii ) распределенная по всей
ширине большего бокового элемента нагрузка при его разгибке; X - расстояние от вершины формуемого места изгиба по подгибаемому элементу - радиус нейтрального слоя деформаций места изгиба в осевой плоскости валков;
п( 10-12 )( модуль упрочнения на в тором участке графика истинных напряжений; S .- толщина металла; ЕП нарзтжный радиус формуемого места изгиба. Согласно результатам экспериментальных исследований п 2-4; d{ 30-80 мм.
Предлагаемый способ может быть осуществлен с помощью профилегибочкого стана, содержащего ряд последовательно установленных клетей с расположенными попарно один над другим валками, промежуточные столы, установленные между клетями и имеющие вертикальные направляющие ролики,
комплект валков и боковых направляющих роликов дляизготовления гнутого профиля с неравными боковыми элемен- тами.
В табл. 1 приведены данные режима формовки специального корытного профиля 80x80x30x20x20x4 мм с ширинами
боковых элементов bg 64 мм и Ь-; 14 мм из стали СтЗ при 1 по предлагаемому способу при одно- о -времемнсй разгибке большего бокового элемента и дополнительной подгибке меньшего бокового элемента,
Режим профилирования, приведенный в табл.1, определен согласно приведенной методике при ,j 2,5; 2.. 530 мм; Z2j 400 мм; 60 мм; 2- 30 мм. Этот режим обеспечивает равенство длин активных зон плавного перехода неравных боковых элементов, что в конечном счете позволяет получить профили хорошего качества (умен шить винтообразное скручивание до допустимых величин ),
Величины поперечных горизонтальных сил, приложенных к кромке неравных боковых элементов, определенные по формулам (5 ) и (6 ) таковы: сила, приложенная к кромке большего бокового элемента при его разгибке,равна 120 кг, сила, приложенная к кромке меньшего бокового элемента при его дополнительной подгибке, равна 60 кг.
Для получения готового профиля по предлагаемому способу при одновременной разгибке большего бокового элемента и дополнительной подгибке меньшего бокового элемента требуется 9 технологических переходов. Винтообразное скручивание готового профиля составляет - О 50 на 1 м длины, что находится в пределах требований ГОСТ 8281-80 Сталь холодногнутая. Швеллеры неравнополочные. Сортамент,
В табл. 2 приведены данные режима формовки специального корытного профиля 100x100x80x20x20x4 мм с ширинами боковых элементов i, 84 мм и b-j 64 мм при j/Sjj 1 ил стали СтЗ по предлагаемому способу при разгиб- ке большего бокового элемента.
Режим профилирования, приведен- ный в табл.2, определен согласно приведенной методике при п 2,5; 20 мм; 2j 60 мм. Этот режим обеспечивает равенство длин активных зон участков плавного перехода неравных боковых элементов, что в конечном итоге позволяет повысить качество готовых профилей уменьшив,винтообразное скручивание до допустимых величин. Поперечная горизонтальиая. сила, приложенная к кромке большего бокового элемента 3 при его разгибке перед пятым технологическим переходом, равняется 30 кг. Для получения готового профиля по предла- гасмому способу при .разгибке большего бокового элемента 3 требуется 9 технологических переходов. Винтообразное скручивание готового профиля составляет 020 - на 1 м длины, что находится в пределах требований ГОСТ 8281-80 Сталь холодногнутая. Швеллеры неравнополочные. Сортамент. Для получения этого же профиля по известному способу тре- буется 10 технологических переходов при этом винтообразное скручивание готового профиля составляет l20 - на 1 м длины, что выходит за пределы требований ГОСТа.
В табл.3 приведены данные режима профилирования при изготовлении специального корытного профиля 100x100x70x20x20x4 мм ( с ширинами бо ковых элементов bj 84 мм и мм из стали СтЗ (пригв/3;, 1 ), по предлагаемому способу при дополнительной подгибке меньшего бокового элемента 7.
Режим профилирования, приведенный в табл.3, определен согласно приведенной методике при П2 2,5; Z,- 640 MM;d2,. 30 мм. Этот режим обеспечивает равенство длин активных зон участков плавного перехода боковых элементов, что в конечном итоге позволяет повысить качество готовых профилей, уменьшив винтообразное скручивание цо допустимых величин. Поперечная горизонтальная сила, приложенная к кромке меньшего бокового элемента 7 при его дополнительной подгибке перед пятым технологическим переходом, равняется 40 кг. Для полу чения готового профиля по предлагаемому способу при дополнительной подгибке меньшего бокового элемента 7 требуется 9 технологических переходов, Винтоо.бразное скручивание гото- вого профиля обставляет мм на 1 м длины, что находится в пределах требований ГОСТ8281-80 Сталь холодногнутая. Швеллеры неравнополочные. Сортамент, Для получения этого же профиля по способупрототипу требуется 10 технологических переходов, при этом винтообразное скручивание готового профиля составляет 0°40 - на 1 м длины, что выходит за пределы требований ГОСТа.
Предлагаемый способ изготовления гнутых профилей проката с неравными боковыми элементами целесообразно применять в следующих случаях: разгибая больший боковой элемент перед каждым предчистовым переходом - при изготовлении профилей с весьма малой степенью несимметричности (лВ 0,3 ); дополнительно подгибая меньший боковой элемент перед каждым предчистовым переходом - при изготовлении профилей с малой степенью несимметричности (,5); одновременно разгибая больший боковой элемент и дополнительно подгибая меньший боковой элемент - при-изготовлении профилей с большой степенью несимметричности (В 0,5 ).
Предлагаемый способ в сравнении с известным обладает следующими преимуществами: обеспечивает повышение качества готовых профилей путем уменьшения винтообразного скручивания (винтообразное скручивание специального корытного профиля 80x80x30x20x20x4 мм при изготовлении по предлагаемому способу (вариант 1 ) составляет 050 на 1 м длины-, а при изготовлении по прототипу - 2°20 - 3°10 на
1м длины; специального корытного профиля 100x100x80x20x20x4 мм при изготовлении по предлагаемому способу (вариант 2 ) - - 040 на 1 м длины, при изготовлении по способупрототипу - - l50 на 1 м длины; специального корытного профиля 100x100x70x20x20x4 мм при изготовлении по предлагаемому способу (вариант 3 ) - - 0°50. на 1 м длины, при изготовлении по способу-прототипу - - 2°20 на 1 м длины; позволяет расширить сортамент сложных несимметричных профилей за счет профилей, производство которых не было освоено из-за технологических затруднений, а также позволяет сократить количество технологических переходов на 10-15% и простои стана на 15-20% за счет уменьшения времени на настройку.
Таблица 1
Таблица 2
II
:
117262612
Таблица. 3
в
Ь5 Фиг.1
| Авторское свидетельство СССР по заявке № 3241876/25-27, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
