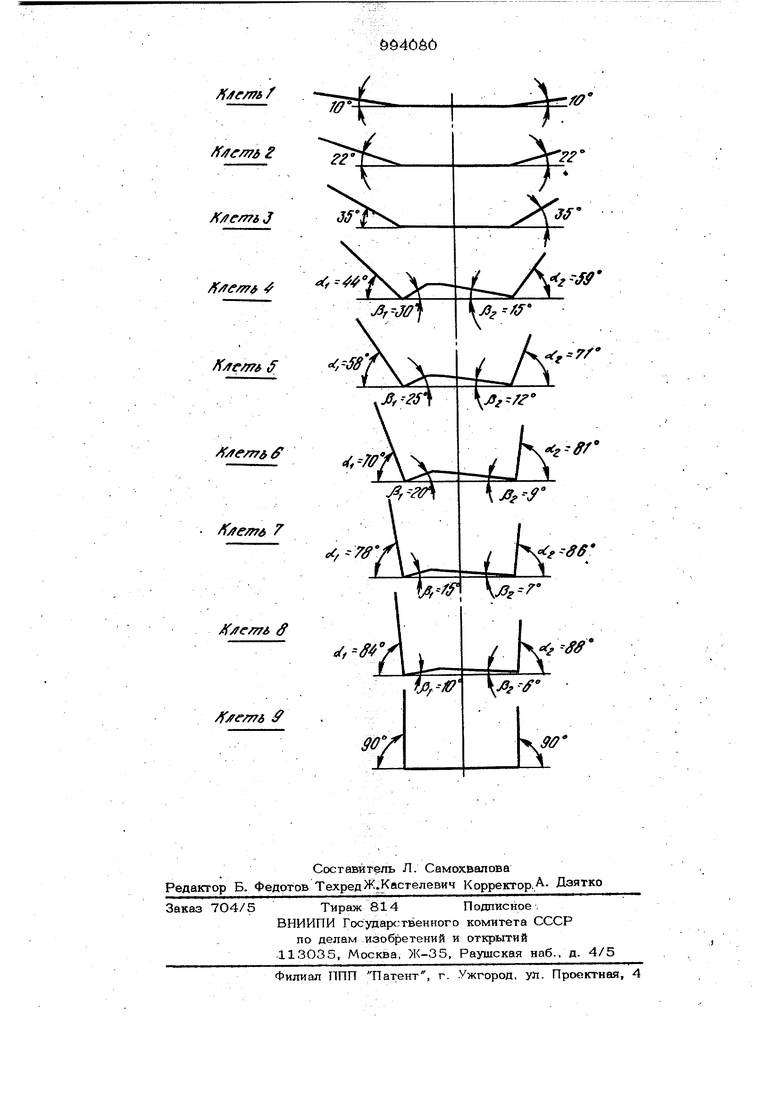
Изобретение относится к обработке ме таллов давлением и предназначено для использования при производстве несимме ричных профилей. Известен способ изготовления несимметричных гнутых профилей путем подгиб ки полок профиля в валках профилегибочного стана по переходам, при котором с целью устранения винтообразного скручивания на последних переходах Поворачива HJT стенку на угол до 6-8° в сторону подгибки меньшей полки ClT Недостатком способа является наличи винтообразного скручивания профилей. Целью изобретения является предупреждение винтоофазного скручивания профилей относительно оси профилирования. С этой целью при изготовлении несим метричных гнутых профилей с прямолинейной стенкой путем подгибки полок про филя на разные углы по переходам в валах Профилегибочного стана одновременно с подгибкой полок подгибаюгг внутрь смежные с ними участки стенки на раэные углы, а затем выравнивают их; при этом в процессе подгибки и выравнивания участков стенки сохраняил- равенство-углов между полкой и смежным с ней участком стенки по обе стороны от оси профилирования. На чертеже изофажена калибровка валков для реализации предложенного способа. При производстве несимметричных профилей по известному способу ось профилирования проходит по середине стенки профиля .и делит заготовку на две неравные части. При подгибке полок профиля, даже на разные углы, не исключено скручивание профиля, которое компенсируется поворотом стенки и малой полки в двух-трех последних клетях на углы . до 6-8°. При производстве профилей по предлагаемому способу основание профилей изгибают по несимметричной дуге большого радиусу, а затем в последующих клетях выравнивают до плоской формы. При этом суммариые углы подгибки полки и сопряженного с ней вьтуклого участ ка по обе стороны от оси формовки оставляет одинаковыми: lP-7 Предложенный способ к/ожет &ггь реа лизован на валках для профилирования листового металла. Так, например,- для получения неравнополочного швеллера 1ООх8Ох4Ох4 мм в первых трех формующих клетях; подгибку полос осуществляли равными углами подгибки, т. к. подъем полок невелик - до суммарного угла подгибки 35. В клети 4 на основании профиля соз дана дуга - таким образом, что р 44°+ 30° 59° + 15°. Далее в ; клетях 5 - 9 выпуклость выравнивается с одновременной подгибкой полок, но суммарные углы подгибки полок и сопряженного с ним участка в oCHtJBHDM йо всех клетях остаются одинаковыми до полного выравнивания основания в клети 9.. Как показали данные опытной проверки, скручивание профилей вокруг продольной оси составляло 0,5, в то время как по способу- прототипучоно составля- ло 1 на метр длины. Предложеннный способ позволяет полу чить на одном комплексе валков несколько профилеразмеров несимметричных профилей, имеющих одинаковую длину периметра поперечного сечения. Несимметричные профили, имеющие значительное скручивание по длийе, затруднительно устанавливать в конструкции, поэтому в настоящее время производят их правку на специальных растяжных машинах. Формула изобретения Способ изготовления несимметричных гнутых профилей с прямолинейной стенкой путем подгибки полок профиля на разные углы по переходам в валках профилегибрчного стана, отличающ и и с .я тем, что, с целью предупреждения винтоофаз1ного скручивания относительно оси профилирования, одновременно с подгибкой полок подгибают внутрь смежные с ними участки стенки на разные углы, а затем выравнивают их, при этом в процессе подгибки и выравнивания участков стенки сохраняют равенство углов между полкой и смежньп с ней участком стенки по обе стороны от оси профилирования. Источники информации, принятые во внимание при экспертизе 1. Сб. Теория и технология производства экономичных гнутых профилей проката, вьш ХУ, Харьков, 1970, с. 155-173 (прототип).
e/fft/
f/776 2
/fe-mi J
#
ff/Temi
7
J(jfem& ff
j7emA 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| Способ изготовления несимметричных гнутых профилей | 1985 |
|
SU1278059A1 |
| Профилегибочный стан для изготовления неравнополочных профилей | 1987 |
|
SU1459760A1 |
| Способ изготовления гнутых несимметричных профилей | 1978 |
|
SU778863A1 |
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1998 |
|
RU2148452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2036037C1 |
| Способ изготовления гнутых профилей | 1983 |
|
SU1138206A1 |