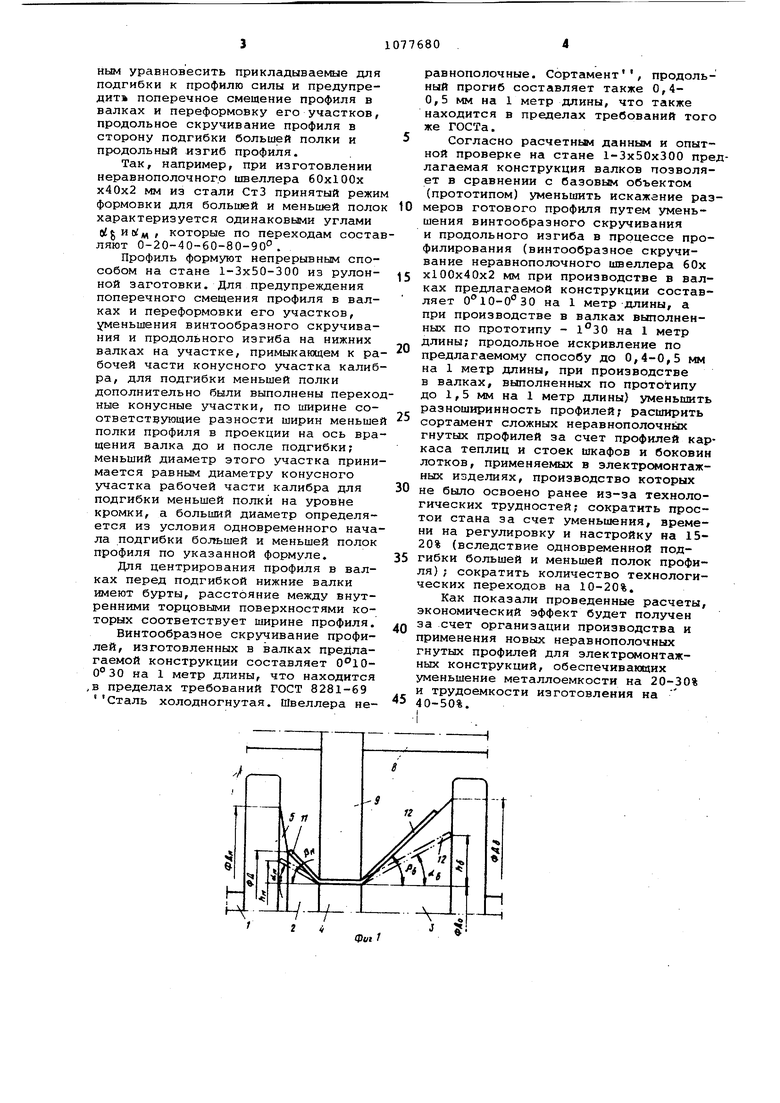
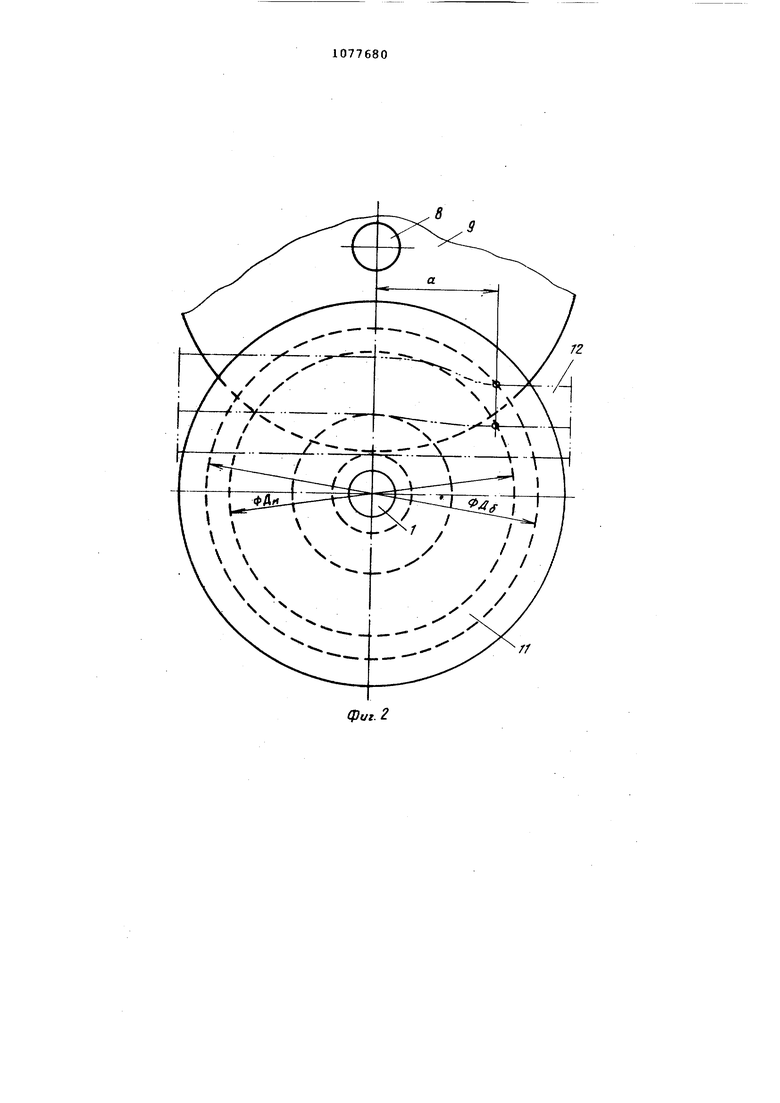
Изобретение относится к обработк металлов давлением, в частности к оборудованию для изготовления нерав нополочных профилей. Известен валок рабочей клети профилегибочного стана для изготовления неравнополочных профилей, содержащий в зоне калибра конусные участки для подгибки большей и меньшей полок про фил я 1 . Недостатком известного валка является поперечное смещение профиля в валках и его продольное винтообразное скручивание в сторону подгибки большей полки. Цель изобретения - улучшение качества профилей за счет предупрежде ния их винтообразного скручивания. Поставленная цель достигается те что валок рабочей клети профилегибочного стана для изготовления нера нополочных профилей, вьтолненный с конусными участками в рабочем ручье для подгибки большей и меньшей поло профиля, выполнен с дополнительным переходным конусным участком, разме щенным в рабочем ручье и прилегающим к конусному участку для подгибки меньшей полки, при этом ширина дополнительного участка и его больший диаметр определяются соответственно по следующим зависимостям: 5 Ь Ссо5о6м-сое(м г Igp5--igcc(s/ ttfp ttrfd s ,fl Л -основной дис1метр валка, мм; -высота исходного профиля соответственно со стороны меньшей и большей полок профиля, мм; . (Ус и(л - угол наклона соответственно большей и мень шей полки профиля относительно его стенки град; fit и rt - угол наклона образующей конусного участка для подгибки меньшей полки профиля, град; Ь/ц - ширана меньшей полки исходного профиля, мм о - ширина дополнительного конусного участка, мм S/ - больший диаметр дополнительного переходного конусного участка, мм Рабочий ручей валка по ширине ограничен буртами, расстояние между внутренними торцовыми поверхностями которого соответствует ширине исход ного профиля. На фиг. 1 приведена схема валков . предлагаемой конструкции для формовки неравнополочного швеллера; на фиг. 2 - то же, вид сбоку; на фиг.З- то же, вид сверху (верхний валок не показан). В предлагаемой конструкции валков профильные дисковые элементы установлены на верхнем и нижнем валах рабочей клети. На валу 1 нижнего ва|ла установлены профильные дисковые элементы, в том числе конусный элемент 2 для подгибки меньшей полки профиля и конусный элемент 3 для подгибки большей полки, а также цилиндрический 4 длп отформовки стенки профиля. На примыкающем к конусному участку. 2 валка выполнен дополнительно конусный участок 5, Калибр по ширине ограничен цилиндрическими буртами 6 и 7. Сопряженный по калибру с нижним валком верхний валок содержит установленный на валу 8 профильный элемент 19, обеспечивающий отформовку стенки 10 и мест изгиба профиля у меньшей полки 11 и большей полки 12. Валки рабочей клети профилегибочного стана предлагаемой конструкции работают следующим образом. От привода стана вращение передается рабочим валам 1 и 8 и установленным на них профильным дисковым элементам 2 - 7 и 9, В калибре, образованном упомянутыми профильными дисковыми элементами верхнего и нижнего валков формуется профиль, содержащий стенку 10 и-подгибаемые меньшую 11 и большую 12 полку. При этом профиль, большая и меньшая полки которого были подогнуты соответственно на углы (X.5 Hofjg, перемещаясь вдоль стана, вначале на входе в валки предлагаемой конструкции центрируется направляющими буртами б и 7 нижнего валка, а затем, достигая конусных участков 5 и 3, начинает формоизменяться. В связи с тем, что размеры дополнительно выполненного конусного участка 5 взаимосвязаны указанной зависимостью с размерами конусного участка 3 и размерами подгибаемых полок профиля, обеспечивается одновременное касание конусных участков валка большей и меньшей полок профиля и начало их подгибки (а на последовательное вначале большей пол.си, а затемменьшей - как в прототипе) . По мере дальнейшего продольного перемещения профиля в валках происходит непрерывная продольная подгибка обеих полок 11 и 12 относительно стенки 10 и в осевой плос кости валков профиль принимает форму калибра. Благодаря одновременной подгибке большей и меньшей полок относитель- , но стенки профиля становится возможным уравновесить прикладываемые для подгибки к профилю силы и предупредит поперечное смещение профиля в валках и переформовку его участков, продольное скручивание профиля в сторону подгибки большей полки и продольный изгиб профиля. Так, например, при изготовлении неравнополочногр швеллера 60x1ООх х40х2 мм из стали СтЗ принятый режи формовки для большей и меньшей поло характеризуется одинаковыми углами ,, которые по переходам соста ляют 0-20-40-60-80-90°. Профиль формуют непрерывным способом на стане 1-3x50-300 из рулонной заготовки. Для предупреждения поперечного смещения профиля в валках и переформовки его участков, уменьшения винтообразного скручивания и продольного изгиба на нижних валках на участке, примыкающем к ра бочей части конусного участка калиб ра, для подгибки меньшей полки дополнительно были выполнены перехо ные конусные участки, по ширине соответствующие разности ширин меньше полки профиля в проекции на ось вра щения валка до и после подгибки; меньший диаметр этого участка прини мается равным диаметру конусного участка рабочей части калибра для подгибки меньшей полки на уровне кромки, а больший диаметр определяется из условия одновременного нача ла подгибки большей и меньшей полок профиля по указанной формуле. Для центрирования профиля в валках перед подгибкой нижние валки имеют бурты, расстояние между внутренними торцовыми поверхностями которых соответствует ширине профиля, Винтообразное скручивание профилей, изготовленных в валках предлагаемой конструкции составляет 0°100 30 на 1 метр длины, что находится ,в пределах требований ГОСТ 8281-69 Сталь холодногнутая. Швеллера неравнополочные. Сортамент, продольный прогиб составляет также 0,40,5 мм на 1 метр длины, что также находится в пределах требований того же ГОСТа. Согласно расчетн1 1 данным и опытной проверке на стане 1-3x50x300 предлагаемая конструкция валков позволяет в сравнении с базовым объектом (прототипом) уменьшить искажение размеров готового профиля путем уменьшения винтообразного скручивания и продольного изгиба в процессе профилирования (винтообразное скручивание неравнополочного швеллера 6Ох х100x40x2 мм при производстве в валках предлагаемой конструкции составляет на 1 метр длины, а при производстве в валках выполненных по прототипу - 1°30 на 1 метр длины; продольное искривление по предлагаемому способу до 0,4-0,5 мм на 1 метр длины, при производстве в валках, выполненных по прототипу до 1,5 мм на 1 метр длины) уменьшить разноширинность профилей; расширить сортамент сложных неравнополочных гнутых профилей за счет профилей каркаса теплиц и стоек шкафов и боковин лотков, применяемых в электромонтажных изделиях, производство которых не было освоено ранее из-за технологических трудностей; сократить простои стана за счет уменьшения, времени на регулировку и настройку на 1520% (вследствие одновременной подгибки большей и меньшей полок профиля) ; сократить количество технологических переходов на 10-20%. Как показали проведенные расчеты, экономический эффект будет получен за счет организации производства и применения новых неравнополочных гнутых профилей для электромонтажных конструкций, обеспечивающих уменьшение металлоемкости на 20-30% и трудоемкости изготовления на 40-50%.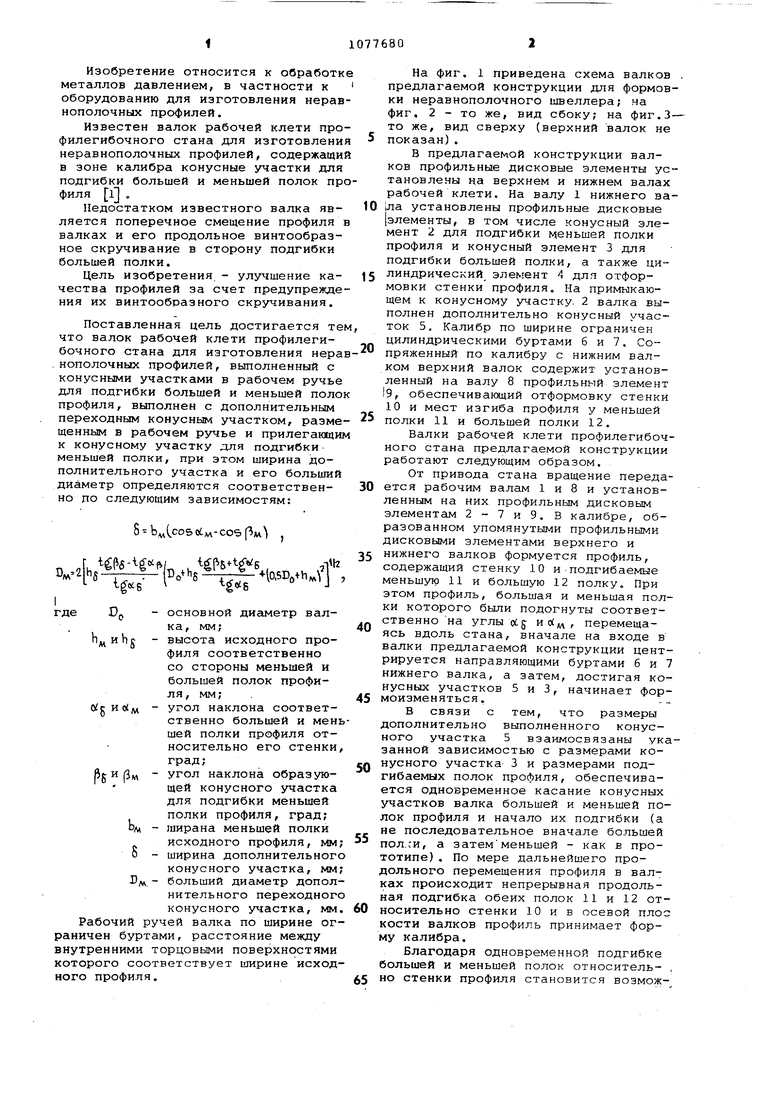
| название | год | авторы | номер документа |
|---|---|---|---|
| Профилегибочный стан для изготовления неравнополочных профилей | 1987 |
|
SU1459760A1 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1072949A1 |
| Валок рабочей клети профилегибочного стана | 1985 |
|
SU1303213A1 |
| Рабочая клеть профилегибочного стана | 1982 |
|
SU1015960A1 |
| ВАЛКИ ПЕРЕДНИХ КЛЕТЕЙ ПРОФИЛЕГИБОЧНОГО СТАНА И СПОСОБ ФОРМОВКИ ПРОФИЛЯ В ТЕХНОЛОГИЧЕСКОМ ПЕРЕХОДЕ ДЛЯ ИЗГОТОВЛЕНИЯ ШИНЫ КАРНИЗА | 2006 |
|
RU2317872C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1992 |
|
RU2015770C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1998 |
|
RU2148452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| Способ изготовления неравнополочных гнутых профилей проката | 1983 |
|
SU1136866A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
1. ВАЛОК РАБОЧЕЙ КЛЕТИ ПРОФИЛЕГИБОЧНОГО СТАНА для изготовления неравнополочных профилей, выполненный с конусными участками в рабочем ручье для подгибки большей и меньшей полок профиля, отличающийся тем, что, с целью улучшения качества профилей путем предупреждения их винтообразного скручивания, он выполнен с дополнительньии переходным конусным участком, размещенным в рабочем ручье и примыкающим к конусному участку для подгибки меньшей полки, при этом ширина дополнительного участка и его больший диаметр определяются соответственно по следующим зависимостям: 13 - «5 11 Е-. ii--. 8--Ьмио,ос л-соер/л), „„ 4bsi KH;fi 4o.a...,f, Г основной диаметр валгде ка, мм; - высота исходного профиля соответственно со стороны меньшей и большей полок профиля, мм; углы наклона большей и «tg ио мменьшей полок профиля относительно его стенки, с S град.; углы наклона образующей PS v л конусного участка для подгибки соответственной большей и меньшей полок профиля, град; kширина меньшей полки исходного профиля, мм; S - ширина дополнительного конусного участка, мм 2. Валок по п. 1, отличаю о: эо щийся тем, что рабочий ручей по ширине ограничен буртами, расстояние между внутренними торцовыми поверхностями которых соответствует ширине исходного профиля. о
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тришевский И.С., Мирошниченко В.И., Стукалов В.П | |||
| и др | |||
| Калибровка валков для производства гнутых профилей проката | |||
| К., Техника, 1980 | |||
| с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
