(21)4184628/31-27
(22)26.01.87
(46) 30.04.88. Бюл. № 16
(71)Киевский инженерно-строительный институт и Государственный научно-исследовательский, проектно-конструкторский и проектный институт угольной промышленности
(72)Ю. И. Стамбовский, Я. Ю. Лобков, П. И. К шеленко и А. Г. Добровольский
(53)621.7У1.75 (088.8)
(56)Авторское свидетельство СССР № 619315, кл. В 23 К 37/02, 1978.
Авторское свидетельство СССР № 801998, кл. В 23 К 37/02, В 23 К 9/30, 1981.
Авторское свидетельство СССР № 1251437, кл. В 23 К 9/04, В 23 К 9/30, В 23 К 37/02, 1984.
(54)УСТРОЙСТВО ДЛЯ МНОГОДУГОВОЙ И МНОГОЭЛЕКТРОДНОЙ СВАРКИ
(57)Изобретение относится к сварочным устройствам и может быть использовано для сварки или наплавки плоских изделий и тел вращения. Цель изобретения - повышение надежности работы за счет снижения сил
сопротивления колебанию и повышение производительности за счет подачи сварочной проволоки в зону сварки под различными углами и в различных плоскостях. Устройство состоит из корпуса I, на котором закреплены две параллельные стойки 2 с траверсой 3. На траверсе шарнирно закреплены с возможностью перемеш,ения и фиксации мундштуки 4 для направления проволоки 6. Мундштуки 4 снабжены кулисами 5, входящими в контакт с вилками 7. Последние шарнирно размешены на ползуне 8, перемешаюшемся в направляющих 9 стоек 2. Вилки 7 установочно перемещают по пазу ползуна 8 для задания различных углов наклона г ундштуков 4. Мундштуки 4 перемещают установочно по пазу траверсы 3 для изменения центров колебаний электрода и углов их наклона. Снижение сил сопротивления происходит за счет внесения в конструкцию вилок 7 с кулисами 5, а подача проволоки под различными углами в зону сварки - за счет перемещения и фиксации вилок 7 и мундштуков 4 в пазах ползуна 8 и траверсы 3. 5 ил.
/
сл
со (;о
00
4
оо
Изобретение относится к сварочным устройствам и может быть использовано для сварки или наплавки плоских изделий и тел вращения.
Целью изобретения является повышение надежности работы за счет снижения сил сопротивления колебанию и повышение производительности за счет подачи сварочной проволоки в зону сварки под различными углами и в различных плоскостях.
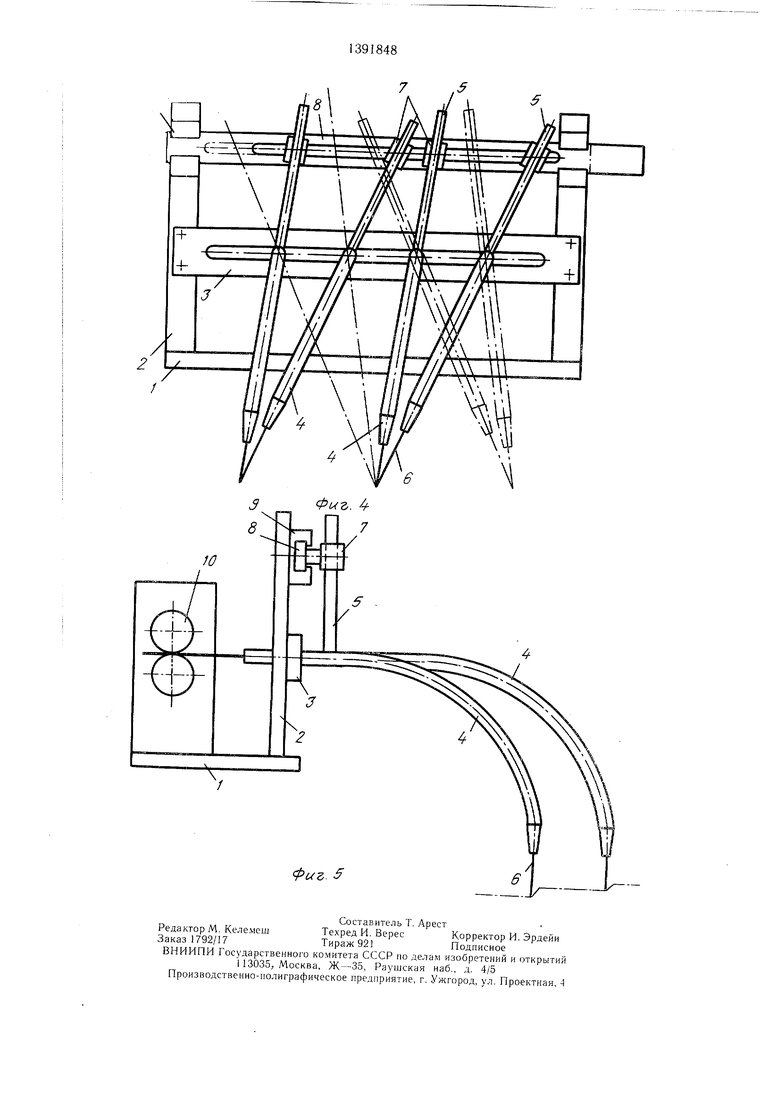
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - устройство при наплавке деталей сложного профиля; на фиг. 4 - устройство с мундштуками, расположенными под углом друг к другу в разных плоскостях; на фиг. 5 - то же, вид сбоку.
Устройство содержит корпус 1, две параллельные вертикальные стойки 2, жестко соединенную с ними горизонтальную траверсу 3, на которой шарнирно расположены мундштуки 4 с кулисами 5 и каналами для наплавления сварочной проволоки 6 с возможностью перемешения по горизонтальному пазу траверсы 3 и фиксации на ней. Вилки 7 связаны поступательной парой с кулисами 5, охватывая их, а также вращательной парой с ползуном 8 с возможностью перемещения по его горизонтальному пазу и фиксации на нем. Ползун 8 расположен с возможностью возвратно-поступательного перемещения в направляющих 9, жестко закрепленных на стойках 2. На корпусе I расположен механизм 10 подачи сварочной проволоки 6, подающий ее в направляющие каналы мундштуков 4.
Подготовка к работе осуществляется следующим образом.
Расстояние между мундщтуками 4 устанавливают передвижением их по траверсе 3 с последующим фиксированием. Оно может быть равным, большим или меньшим амплитуды колебаний в зависимости от конкретных задач наплавки (сварки). Величина амплитуды колебаний определяется величиной возвратно-поступательного перемещения ползуна 8, который устанавливают в среднее положение.
Вилки 7 устанавливают передвижением их по ползуну 8 с последующим фиксированием таким образом, чтобы они находились над мундштуками 4 и охватывали кулисы 5 мундштуков 4, которые находятся в вертикальном положении.
При необходимости наплавки широких поверхностей сложного профиля, например с неравномерным износом, вилки 7 некоторых мундштуков 4 (чаще крайних) смещают по ползуну 8 относительно мундштуков 4 и фиксируют. Таким образом, благодаря взаимодействию поступательной пары вилки 7 и кулисы 5 необходимый мундштук приобретает среднее положение под углом к вертикальной плоскости и другим мундщтуком.
В случае многослойной наплавки (сварки) на траверсе 3 устанавливают мундштуки 4 разной длины, чтобы подавать и колебать сварочную проволоку 6 в двух или более плоскостях, перпендикулярных направлению наплавки (сварки).
Устройство работает следующим образом. Ползуну 8 придают возвратно-поступательное движение с заранее заданной частотой. Движение осуществляют от автономного привода или от привода механизма 10 подачи. Сварочную проволоку б начинают подавать в зону наплавки (сварки) одновременно с началом колебания мундштуков 4
от ползуна 8 через вилки 7 и кулисы 5. Мундштуки 4 колеблют с необходимой амплитудой, получая наплавленный слой необходимой ширины. Возможна установка мундштуков, при которой наплавку ведут с образованием двух или болеее сварочных ванн. Вилки 7, перемещаясь вместе с ползуном 8 и проворачиваясь в нем, колеблют мундщтуки 4 через кулисы 5, с которыми связаны поступательной парой. Ползу 8 с вилками 7 при движении не создают практически никаких сопротивлений колебанию мундщтуков 4 и исключают заклинивающий эффект. Все шарнирные соединения и трущиеся пары находятся значительно выще зоны наплавки (сварки). Изменения формы или длины деталей вследствие неравномерного нагрева компенсируются в поступательных парах вилки 7 - кулисы 5, расположение кулис 5 выше оси колебания мундштуков 4 уравновешивает мундштуки 4 при колебании, значительно снижает силы сопротивления колебанию
(особенно при больших значениях амплитуды) и повышает надежность работы устройства.
В случае наплавки поверхности слож- ного профиля, например с неравномерным износом, некоторые мундштуки 4, чаще крайние, установлены под углом к другим и при колебании поворачиваются в одну сторону на больший угол, чем мундштуки, установленные вертикально. Осуществлять коле- бания мундщтуков 4 под разными углами в плоскости наплавки от общего движения ползуна 8 позволяет возможность свободного разворота вилок 7 в ползуне 8 с кулисами 5 мундштуков 4 и возможность перемещения вилок 7 по пазу пол- зуна 8 с фиксированием в необходимых точках, а также жесткая связь траверсы 3, в которой шарнирно расположе11ы мундштуки 4 с вертикальными стойками 2. Это позволяет наплавлять широкие поверхности сложного профиля с постоянным вылетом всех электродов, стабилизирует процесс наплавки, дает возможность увеличить амплитуду колебаний и повышает производительность процесса наплавки.
В случае наплавки нескольких слоев за один проход мундштуки 4 разной длины подают и колеблют сварочную проволоку в разных плоскостях перпендикулярно направчто значительно повышает производительность наплавки (сварки).
Формула изобретения Устройство для многодуговой и многолению наплавки (сварки) с одинаковой амп- электродной сварки, содержащее корпус, литудой.размешенный на корпусе механизм подачи Получение широкого слоя с немедленнымпроволоки, траверсу, размеш,енную на па- наложением на него следующего слоя вы-раллельных стойках, мундштуки, шарнирно полняют за счет того, что расстояние меж-закрепленные на траверсе с возможностью ду двумя ближними мундштуками 4, шар-перемещения и фиксации и связанные с ме- нирно расположенными на траверсе 3 ханизмом подачи, и ползун, установленный имеющими разную длину, значительно мень-в направляющих параллельных стоек, отли- ше расстояния между сооответствующимичающееся тем, что, с целью повышения вилками 7 с кулисами 5 вдоль ползуна 8,надежности работы за счет снижения сил с которыми они связаны вращательно. Ины-сопротивления колебанию и повышения про- ми словами два или больше мундштука 415 изводительности за счет подачи сварочной находятся под углом друг к другу в плос-проволоки в зону сварки под различными кости, перпендикулярной направлению на-углами и в различных плоскостях, ползун плавки (сварки), и направляют сварочныеснабжен вилками, а мундштуки - кулиса- проволоки 6 на линию, соответствующуюми, при этом вилки щарнирно закрепле- этому направлению. Вследствие этого мунд-ны в ползуне с возможностью перемеще- штуки 4 колеблются с одинаковой амп-20 ния вдоль его продольной оси и фикса- литудой и производят наплавку на одну и туции в заданном положении, кулисы подвиж- же поверхность, но идя друг за другом. Этоно связаны с вилками, параллельные стой- позволяет наплавлять (сваривать) слойки жестко закреплены на корпусе, а тра- практически любой высоты за один проход,верса жестко соединена со стойками.
что значительно повышает производительность наплавки (сварки).
Формула изобретения Устройство для многодуговой и много

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для подачи сварочной проволоки | 1990 |
|
SU1738531A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Автомат для импульсно-дуговой наплавки | 1959 |
|
SU129764A1 |
| Многодуговая сварочная головка | 1985 |
|
SU1274896A1 |
| Устройство для электродуговой сварки вертикальных стыков | 1986 |
|
SU1411115A1 |
| Автомат для многодуговой сварки | 1978 |
|
SU801998A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВРАЩАЮЩЕЙСЯ НАПЛАВОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2266180C1 |
| Установка для наплавки торцов зубьев шестерен | 1988 |
|
SU1593820A1 |
| УСТРОЙСТВО для НАПЛАВКИ | 1973 |
|
SU404595A1 |

фиг-
