Комбинированные штампы для изготовления рессорных валиков на горизонтально-ковочной машине с матрицей, состоящей из двух частей, из которых одна неподвижная, а вторая получает движение от бокового ползуна машины, известны. С помощью таких штампов производят за один ход отрезку заготовки и высадку головки, но прошивка отверстия под чеку Производится отдельно.
Предлагаемый комбинированный штамп обеспечивает одновременно с высадкой головки прошивку отверстия под чеку. Сушность изобретения заключается в том, что в неподвижной части матрицы расположен прошивной пуансон, держатель которого взаимодействует с клиновой поверхностью ползуна, получающего перемещения от главного ползуна машины, «есущего высадной пуансон. Взаимодействующая с держателем прошивного пуансона клиновая поверхность образована наклонными стенками прореза в ползуне матрицы, причем на части длины прорез выполнен со стенками, параллельными ходу ползуна машины.
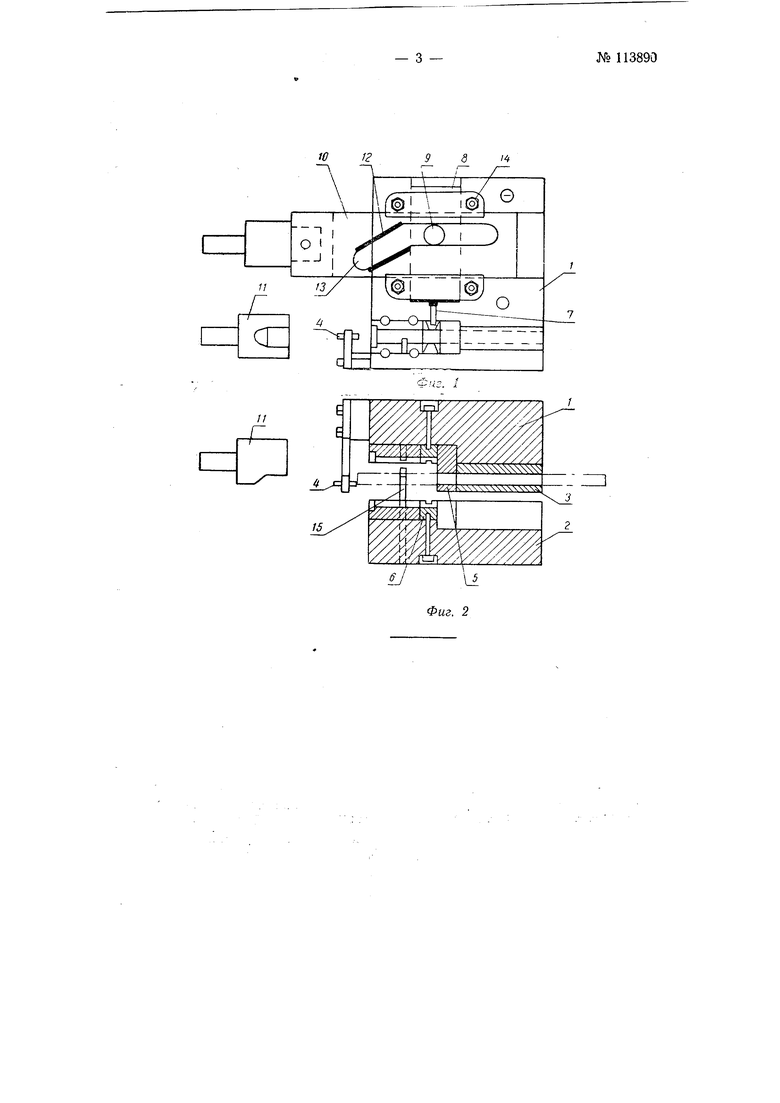
На фиг. 1 изображена матрица, вид сверху; «а фиг. 2-матрица в разрезе.
Матрица состоит из неподвижной 1 и подвижной 2 частей. Подвижная часть 2 матрицы получает перемещения от бокового ползуна машины. Неподвижная часть / матрицы снабжена приемной трубкой 5, упором 4 и ножом 5 для отрезания заготовки валика от прута. Нож в неподвижной части матрицы взаимодействует с ножевой кромкой вкладыша 6 в подвижной части матрицы. Неподвижная часть матрицы несет также прощивной пуаНсон 7, установленный в подвижном держателе 8. Последний снабжен пальцем 9, взаимодействующим с клиновой поверхностью ползуна 10, получающего перемещения от главного ползуна машины, несущего высадной пуансон // для высадки головки валика.
№ 113890
Клиновая поверхность образована стенками 12 прореза 13 в .ползуне W неподвижной части матрицы. На части длины прорез выполнен со стенками, параллельными ходу ползуна машины. Ползун 10 иподвижной держатель S прошивного пуансона 7 направляются накладками 14. Подвижная часть матрицы имеет сбрасыватель 15.
Работа предлагаемого штампа происходит следующим образом.
Нагретый прут через приемную трубку подается до упора. При смыкании подвижной части с неподвижной происходит отрезание заготовки от прута, перенос ее на линию высадки и зажатие в матрице. Одновременно с перемещением подвижной части матрицы движется ползун. Пока палец держателя прошивного пуансона находится на участке нрореза параллельно ходу ползуна, держатель остается неподвижным. Как только палец попадает на наклонный участок, образующий клиновую поверхность, начинается перемещение держателя Прошивного пуансона и прощивка в валике отверстия под чеку. В конце рабочего хода машины происходит высадка головки. При холостом ходе ползун выводит прошивной пуансон из отверстия в валике; одновременно отводится и пуансон высадки головки. Изготовленный валик удаляется из штампа сбрасывателем.
Универсальная ковочная машина, оборудованная предлагаемым штампом, по производительности приближается к специальным автоматическим машинам, так как все операции по изготовлению валика производятся при одном ходе машины. Роль рабочего в этом случае сводится к осевой подаче нагретого прута.
Предмет изобретения
1.Комбинированный штамп для изготовления рессорных валиков на горизонтально-ковочной машине, матрицы которого состоят из двух частей, из которых одна неподвилсная, а вторая получает движение от бокового ползуна машины, отличающийся тем, что, с целью прошивки в валике отверстия под чеку одновременно с высадкой головки, з неподвижной части матрицы расположен прошивиой пуансон, держатель которого взаимодействз ет с клиновой поверхностью ползуна, получающего перемещения от главного ползуна машины, несущего высадной
пуансон.
2.Форма выполнения штампа поп. 1, отл ичаю щ а яс я тем, что взаимодействующая с держателем прошивного пуансона клиновая поверхность образована наклонными стенками прореза в ползуне матрицы, причем на части длины прорез выполнен со стенками, параллельными ходу ползуна машины.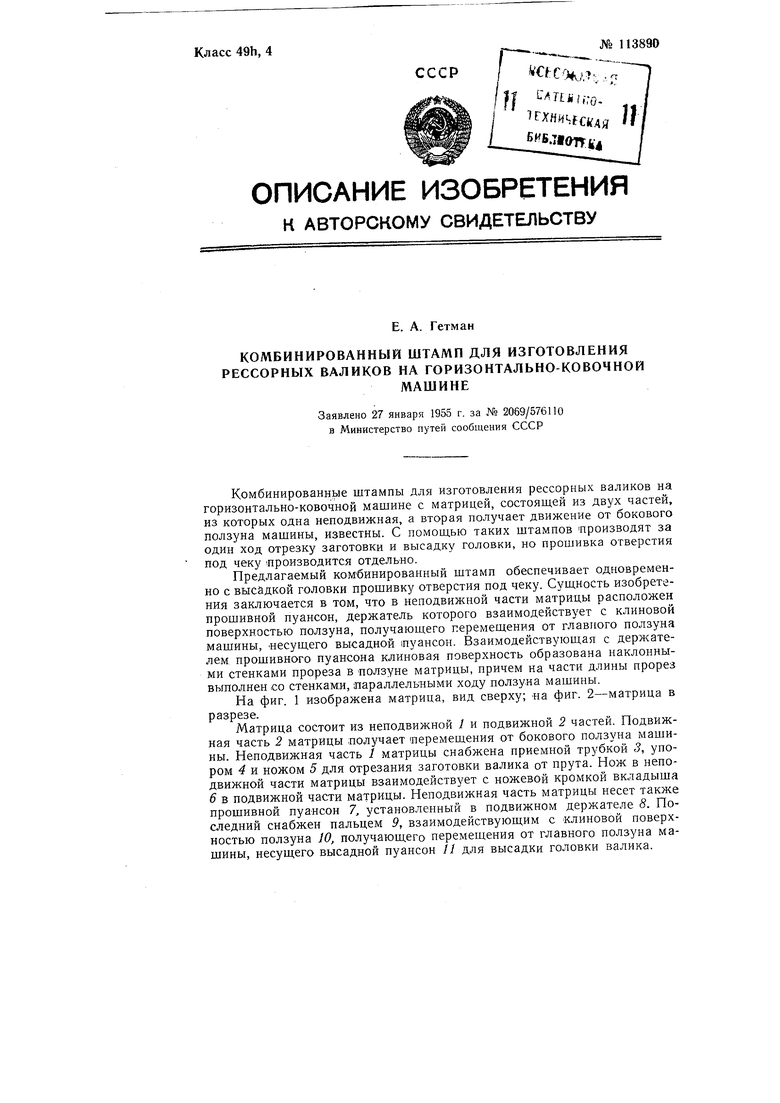
| название | год | авторы | номер документа |
|---|---|---|---|
| Гайковысадочный автомат | 1958 |
|
SU119780A1 |
| Устройство к ковочной машине для изготовления деталей из штанп | 1956 |
|
SU108958A1 |
| КЛИНОВОЙ ШТАМП ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ | 1973 |
|
SU405640A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Одноручьевой штамп для высадки деталей из штанги на гкм | 1971 |
|
SU447209A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Инструментальный блок горизонтально-ковочной машины | 1981 |
|
SU1006001A1 |
| ИНСТРУМЕНТ ДЛЯ ВЫСАДКИ ПОКОВОК | 1966 |
|
SU223571A1 |
| ГОРИЗОНТАЛЬНАЯ КОВОЧНАЯ МАШИНА | 1937 |
|
SU54900A1 |
| Штамп горизонтально-ковочной машины | 1980 |
|
SU925509A1 |