Изобретение относится к ббработке металлов давлением, а именно к инструментальным блокам горизонтально-ковочных машин. Известна конструкция инструментального блока горизонтально-ковочной машины, который предназначен дл штамповки поковки втулки. В инструментальном блоке имеются наборный, формовочный и прошивной ручьи Cl. Недостатком известной конструкци является низкая производительность при штамповке, так как образующийся на заднем торце поковки радиальной облей необходимо обрезать в специал ном штампе на другом технологическом оборудовании. Наиболее близким техническим реш нием к изобретению является инструментальный блок для изготовления по ковок типа гаек, включающий ручьи для формообразования, прошивки, обрезки облоя и прошивки отверстия, о разованные размещенным на главном ползуне блоком пуансонов и многоручьевыми блок-матрицами, установле ными на зажимном ползуне и станине 12 . Недостаток известной конструкции обусловлен наличием дополнительного обрезного ручья, что представляет снижение производительности труда при штамповке. Цель изобретения - повышение про изводительности труда путем совмещения операций обрезки облоя и прошивки отверстия в одном ручье. Указанная цель обеспечивается те что инструментальный блок горизонтально-ковочной машины снабжен подвижной в осевом направлении подпружиненной обрезной матрицей, установленной в прошивном ручье блок-матриц а на пуансоне выполнен бурт, Jtsaийодействующий с обрезной матрицей. Это позволяет совместить выполнение операций обрезки и прошивки в одном ручье. На фиг. 1 изображена конструкции совмещенного ручья для обрезки облоя и прошивки инструментального блока горизонтально-ковочной машины; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - пуансон в пуансонодержателе Инструментальный блок горизонталь ногковочной машины включает ручьи для формообразования и прошивки{не показан), а также совмещенный ручей для обрезки облоя и прошивки отверстия, образованный paзмeщeн ым на главном ползуне 1 пуансоном 2 и блокматрицами 3, установленными на зажимном ползуне и станине. В блок-матрице 3 неподвижно закреплена прошивная вставка 4 и установлена подвижная в осевом направлении обрезная матрица 5. Режущая часть обрезной матрицы 5 выполнена сменной в виде вставки 6, которая закреплена винтами 7. Для лучшего скольжения подвижной обрезной матрицы 5 в блок-матрице 3 между ними размещена бронзовая Сили чугунная прокладка 8. Для ограничения перемещения обрезной матрицы 5 в направлении .пуансона 2 на блокматрице 3 закреплены с помощью винтов 9 ограничительные планки 10. Для обеспечения фиксации обрезной матрицы 5 относительно блок-матрицы 3 в последней предусмотрены продольные пазы N, в которые входят соответствующие выступы обрезной матрицы. В обрезной матрице предусмотрена кольцевая проточка М, предназначенная для размещения радиального облоя поковки (не показан). Пуансон 2 выполнен ступенчатым с буртом Б. Инструментальный блок горизонтально-ковочной машины работает следующим образом. Отштампованная в формовочных ручья поковка укладывается в совмещенный ручей для обрезки облоя и прошивки, где фиксируется режущей кромкой вставки б, а радиальный облой размещается в кольцевой проточке М обрезной матрицы 5. Во время рабочего хода горизонтально-ковочной машины блок-матрицы 3 аг каются, а затем, при движении главного пйлзуНа, пуансон 2 осуществляет прошивку и отделяет поковку от прутка. При дальнейшем движении пуансона 2 он своим буртом В смещает обрезную матрицу 5 с размещенным в ней радиальным облоем относительно поковки и производит обрезку радиального . При обратном ходе пуансона 2 обрезная, матрица 5 под действием пружин возвращается в исходное положение, и обрезанный радиальный облой снимается в прошивкой вставки 4. При раскрытии блок-матрицы 3 готовая поковка и обрезанный радиальный облой удаляются из совмещенного ручья. Использование инструментального блока в промышленности позволит на 15-20% повысить производительность труда при штс1мповке на горизонтально-ковочных машинах.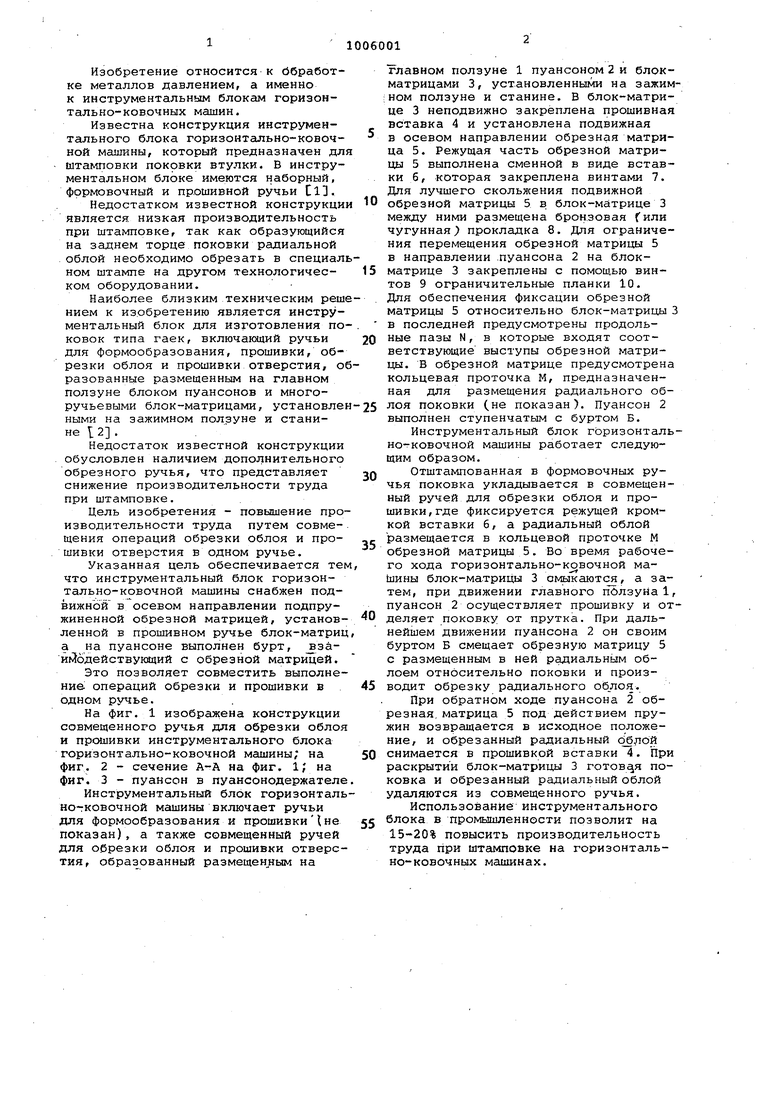
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальный блок горизонтально-ковочной машины | 1984 |
|
SU1319996A2 |
| Способ изготовления кольцевых поковок | 1987 |
|
SU1433611A1 |
| Устройство для обрезки облоя и прошивки перемычки штампованных поковок | 1981 |
|
SU1026914A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК НА КОВОЧНЫХ МОЛОТАХ | 1995 |
|
RU2108188C1 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2002 |
|
RU2255831C2 |

ИНСТРУМЕНТАЛЬНЫЙ БЛОК ГО: .РИЗОНТАЛЬНО-КОВОЧНОЙ МАШИНЫ,включающий ручьи для формообразования, . прошивки, обрезки облоя и прошивки отверстия, образованные размещенным на главном ползуне блоком пуансонов и многоручьевыми блок-матрицами, установленными на зажимном ползуне и станина, отличающийся тем, что, с целью повышения производительности труда путем совмещения операций Ъбрезки облоя и прошивки отверстия в одном ручье, он снабжен подвижной в осевом направлении прдпру иненной обрезной матрицей, установленной в прошивном ручье блокматриц, а на пуансоне выполнен 6ypT,B3a-5j имодействующий в обрезной матрицей. S О) С 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бабенке В.А.и др | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Атлас схем и типовых конг струкций штампов. | |||
| М./ Машиностроение, 1965, с | |||
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |
| Способ отопления гретым воздухом | 1922 |
|
SU340A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Алтайский тракторный завод | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
