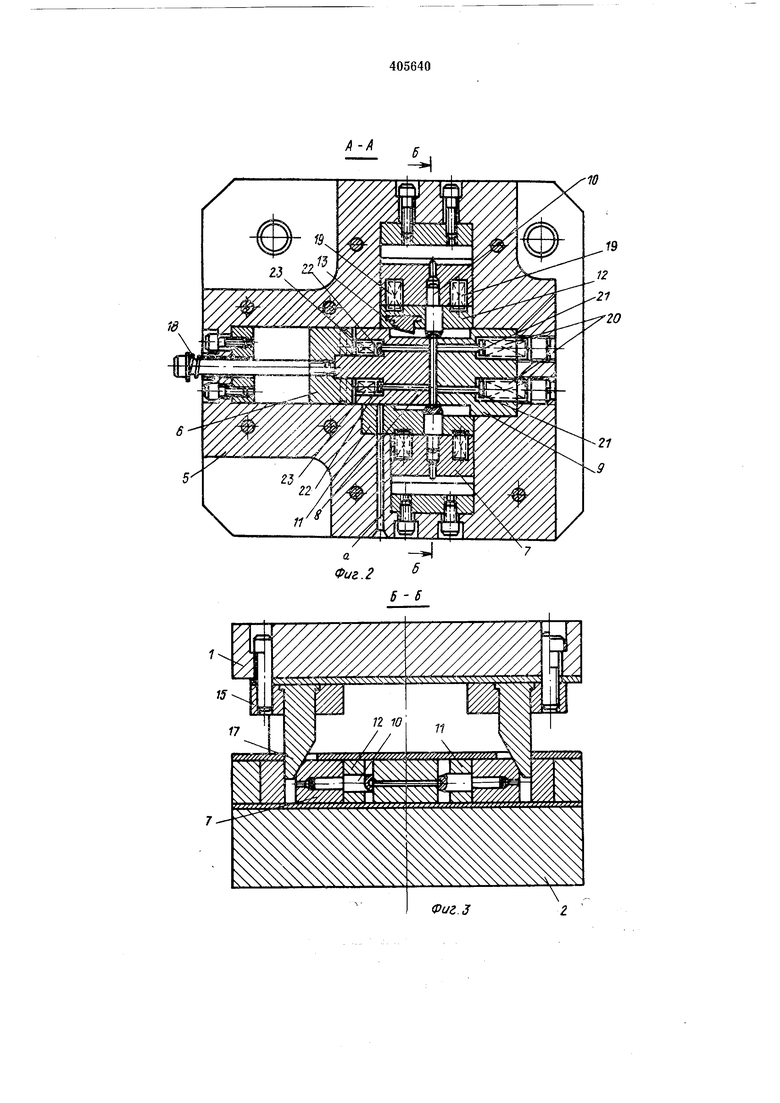
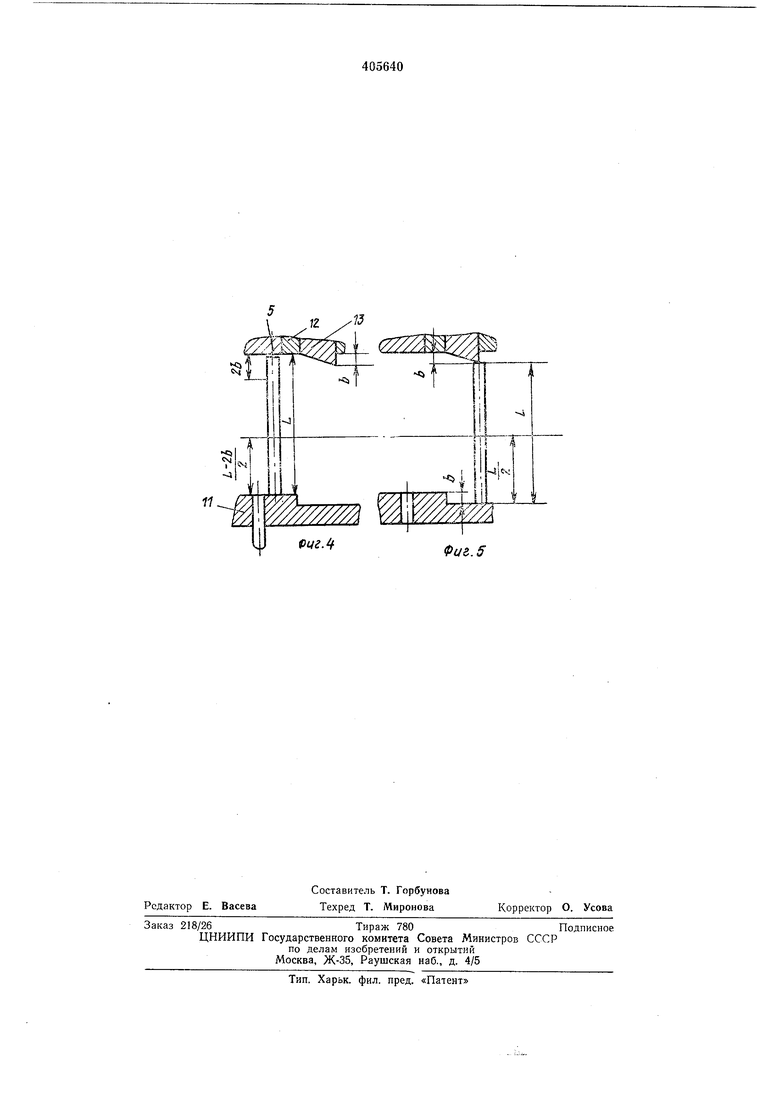
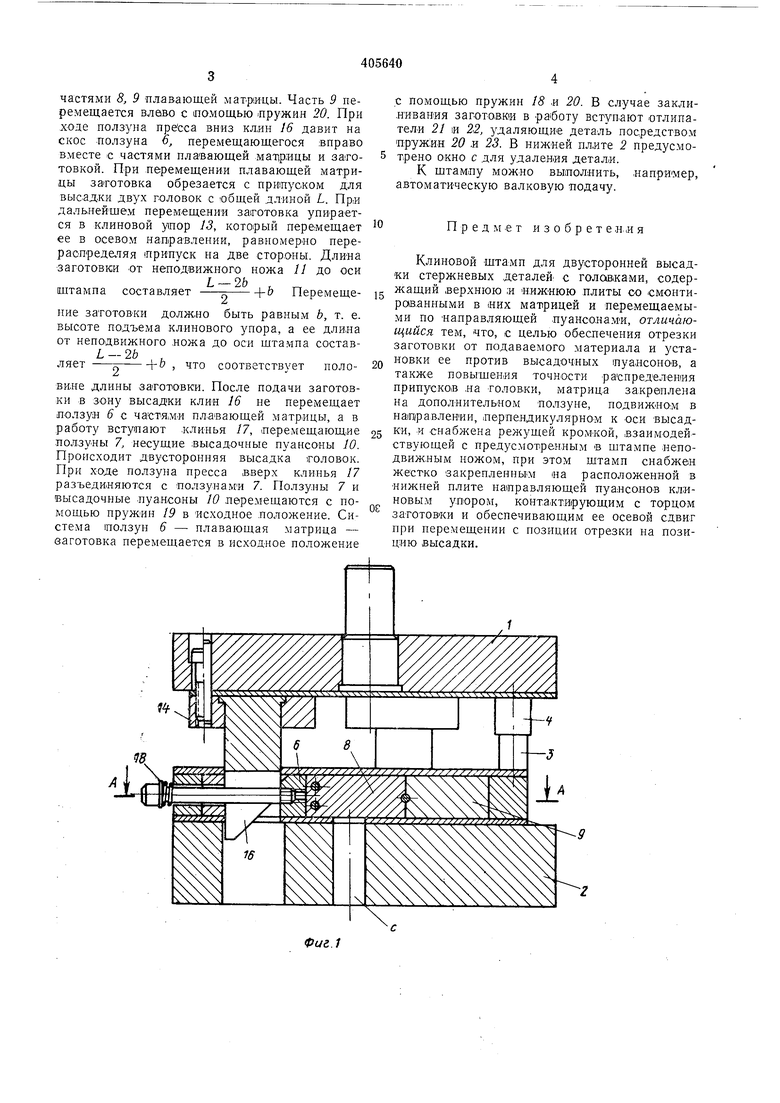
Изобретение относится « области кузиечно-прессово1го оборудования и может быть использовано при .изготовлении стержневых деталей с -головками, например осей, |валикоВ. Из1вестен клиновой штамп для двусто1ронней высадки стержневых деталей с головками, содержащий верхнюю и нижнюю плиты со смолтированными в иих матрицей и перемешаемыми по направляющей .пуансонами. Од;на,ко этот штамп не обеспечивает отрезки .заготовки от .подаваемого материала и ее установки против высадочных луансонов, а также точного распределения припусков на головки. С .целью устранения этих недостатков в предлагаемом щтампе матрица зак.реилена .на дополнительном ползуне, .подвижном в направлени.и, перпендикулярном к сои высадки, и сна бжена режущей кр.омкой, .взаимодействующей с предусмотре-нным в щтам.пе непоДВИ.ЖНЫМ ножом, при этом щтам.п снабжен жестко за.креплениым на расположенной в .нижней плите .направляющей пуалсонов клиновым ynopoiM, контактирующим с торцом заготовки и обеспечивающим ее осевой сдвиг при перемещении с позиции отрез.ки на позицию высадки. На фиг. 1 изображен -предлагаемый щтамп, общи.й вид; на фит. 2 -р.азрез по Л-Л на фиг. 1; на фиг. 3 - разрез по Б-Б еа фиг. 2; на фиг. 4 - размещение заготовки до клинового утора; на фит. 5 - то же, после яе.ремещения по клиновому упору. Штамп содержит верхнюю 1 и ниж.нюю 2 плиты, соединенные между собой колонками 3 и .втулками 4. Колонки запрессовываются в нижнюю плиту, к которой Крепится корпус 5, служащий для направления движения ползунов 5 и 7 и плавающей матрицы из частей 8 .и 9. В ползунах 7 крепятся высадочные пуа:- соны 10. В нижней плите крепится неподвижный нож //. Для направ чения высадоч.ных пуансонов служит направляющая 12, в .которой крепится клиновый упор 13 для перемещения заготов.ки в осевом направлении. К верхней плите жестко «репятся держатели 14 и 15, служащие для крепления клиньев 16 и 17 одностороннего действия. При подъеме ползуна пресса клинья 16 и 17 разъе1диняются с ползунами б и 7, а возврат рабочих органов .щтампа: ползунов 6, 7 и частей S, 9 пла.вающей матрицы - осуществляется пружинами 18-20. Для удаления .детали из рабочей зоны служат отлипатели 21 п 22 с пружинами 20 и 23. Работает .штамп следующим образом. За готовка (пруто-к) подается через канал а в корпусе 5 и .неподвижном ноже //до упора в корпус. Заготовка базируется между
частями 8, 9 плавающей матрицы. Часть 9 перемещается влево с помощью лружин 20. При ходе ползуна пресса вниз клян 16 давит на скос ползуна о, перемещающегося вправо вместе с частями плавающей .мат|р;ицы и за готовкой. При .перемещении плавающей матрицы заготовка обрезается с пришуском для высадки двух головок с общей длиной L. При дальнейшем перемещении заготовка упирается в клиновой yinop 13, который перемещает ее в осевом напра-влении, равномерно перераспреда1яя лрипуск на две стороны. Длияа заготовки от неподвижного ножа 11 до оси
L - 2b , штампа составляет Перемеще
ние заготовки должно быть равным Ь, т. е. высоте подъема клинового упора, а ее длина от неподвижного .ножа до оси штампа составL - 26
л нет С , что соответствует половине длины заготовки. После подачи заготовки в зону высадки клин 16 не перемещает ползун 6 с частями плавающей матрицы, а в работу вступают .клинья /7, леремещающ,ие пол.зуны 7, несущие высадочпые пуансоны 10. Происходит двусторо.нняя высадка головок. При ходе ползуна пресса вверх клинья 17 разъединяются с -ползуна.ми 7. Ползуны 7 и высадочные .пуансоны 10 перемещаются с помощью пружин 19 в исходное .положение. Система ползун 6 - плавающая матрица - заготовка перемещается в исходное положение
С помощью пружин 18 и 20. В случае закли.нивания заготовки в работу вступают отлипатели 21 и 22, удаляющи1е деталь посредством пружин 20 .и 23. В нижней пл.ите 2 предусмотрено окно с для удаления детали.
К штампу можно выполнить, например, автоматическую валковую подачу.
Предмет и з о б р е т е н, и я
Клиновой щта.мп для двусторонней высадки стержневых дета.лей с голсш ками, содержащий верхнюю ;и нижнюю плиты со смонтирав.анными в них матрицей и перемещаемыми по направляющей .пуансо.на.мИ, отличающийся, тем, что, с целью обеспечения отрезки заготовки от подаваемого материала и установки ее против высадочных пуансонов, а также повышения точности распределения припусков .на толовки, матрица закреплена на дополнительном ползуне, подвижно:М в направлении, перпендикулярном к оси высадки, и снабжена режущей кромкой, взаимодействующей с предусмотренным в штампе неподвижным ножом, при этом штамп снабжен жестко закрепленным на расположенной в нижней плите паправляющей пуансонов клиновым упором, контактирующим с торцом заготовки и обеспечивающим ее осевой сдвиг при перемещении с позиции отрезки на позицию высадки.
1д
(
10
19
Фиг.. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
| Клиновой штамп для двухсторонней высадки стержневых деталей с головками | 1976 |
|
SU583855A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| Штамп для закрытой отрезки и высадки стержневых изделий | 1987 |
|
SU1440596A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Многопозиционный штамп для обработки полосового материала | 1974 |
|
SU554046A1 |
| Штамп горизонтально-ковочной машины | 1987 |
|
SU1426688A1 |