Известны инструменты для высадки поковок с прошивкой отверстий на горизонтально-ковочных машинах.
Предлагаемый инструмент отличается от известных тем, что в прошивном ручье матрицы выполнены пережимные пояски и запорный клин, взаимодействующий с копиром, смонтированным в пуансонодержателе. Прошивной пуансон может возвратно-поступательно перемещаться относительно пуансонодержателя.
Благодаря такому выполнению инструмента устраняются «выдры» при отделении поковки от штанги.
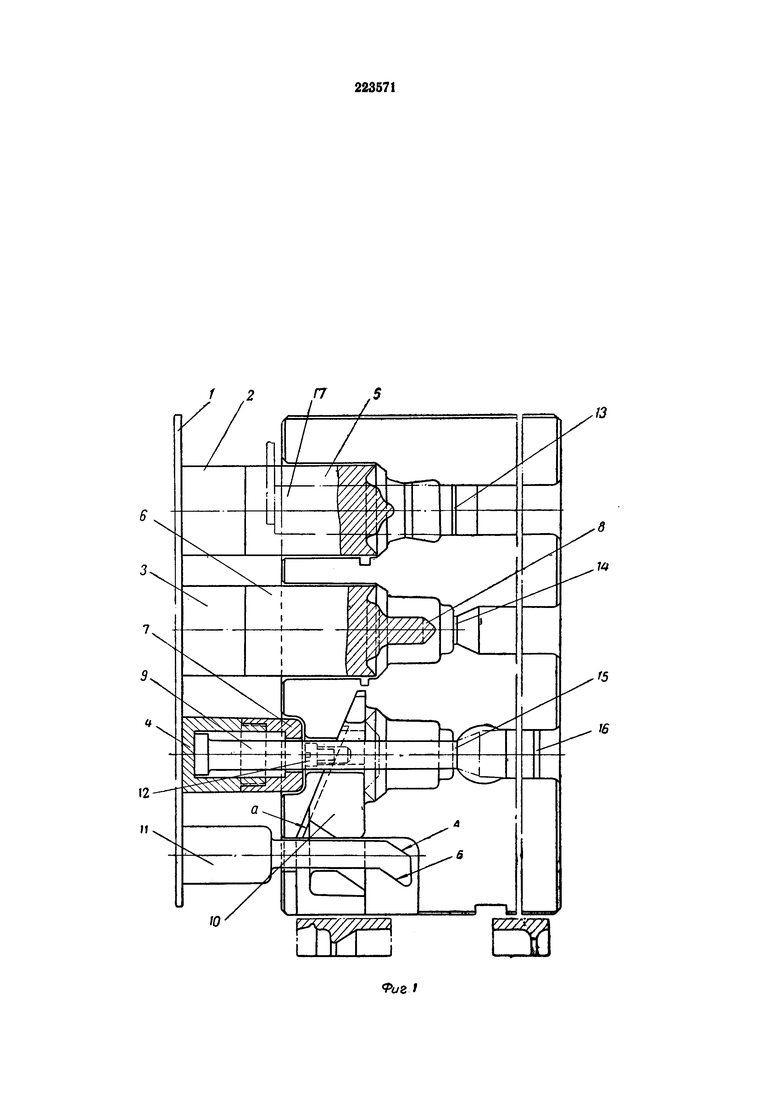
На фиг. 1 схематически изображен описываемый инструмент; на фиг. 2 - высадка поковок.
Он содержит пуансонодержатель 1, сборные пуансоны, состоящие из державок 2, 3 и 4, крепящихся в пуансонодержателе, сменных рабочих частей 5, 6 и 7, одновременно являющихся гайками для закрепления прошивников 8 и 9, запорное устройство, состоящее из клиньев 10, копира 11 и винтов 12, удерживающих клинья в гнездах матрицы. Обе половинки матриц выполнены с пережимными выступами 13 и 14, 15 и 16 в ручьях и гнездами а для запорного клина.
Высока поковок производится следующим образом.
Штангу 17 устанавливают в первом ручье по фиксатору и включают муфту сцепления горизонтально-ковочной машины. Смыканием половинок матриц выступами 13 образуется эллипсовидный пережим 18, а первым пуансоном концу штанги придается форма 19. Во втором ручье штанга поворачивается вокруг своей оси на 90°. При новом включении на рабочий ход машины эллипсовидный пережим снова пережимается выступами 14 и получает цилиндрическую форму. Одновременно вторым пуансоном оформляется поковка 20 в фигуре матрицы.
В следующем ручье осуществляется отделение поковки 21 от штанги. Для этого штанга зажимается пережимными выступами 16 от проталкивания вдоль ручья. Плоскостью А копира 11 поднимается клин 10 в верхнее положение, и «излишек» металла выдавливается в исходную заготовку противником 9. Конец штанги принимает форму 22, т.е. без «выдры».
При обратном ходе ползуна плоскостью Б копир 11 ставит запорный клин 10 в нижнее положение, а прошивник 9 до момента опускания клина остается в поковке, после чего открывает поковку оси штанги.
При дальнейшем обратном ходе ползуна фланец поковки упирается в плоскость клина и поковка снимается с прошивника.
При высадке последующей поковки штанга 23 в первом ручье уже фиксируется пережимом 24, образованном при прошивке поковки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп | 1985 |
|
SU1286337A1 |
| Устройство к ковочной машине для изготовления деталей из штанп | 1956 |
|
SU108958A1 |
| СПОСОБ ВЫСАДКИ ПОКОВОК из ПРУТКА | 1967 |
|
SU203436A1 |
| Инструментальный блок горизонтально-ковочной машины | 1981 |
|
SU1006001A1 |
| Способ прецизионной штамповки кольцевых деталей из прутка и устройство для его осуществления | 1988 |
|
SU1637927A1 |
| Одноручьевой штамп для высадки деталей из штанги на гкм | 1971 |
|
SU447209A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021068C1 |
| Способ прошивки заготовок и устройство для его осуществления | 1989 |
|
SU1731387A1 |

Инструмент для высадки поковок с прошивкой отверстия на горизонтально-ковочной машине, содержащий пуансонодержатель с формовочным и прошивным пуансонами, а также матрицу с формовочным и прошивным ручьями, отличающийся тем, что, с целью устранения «выдры» при отделении поковки от штанги, в прошивном ручье матрицы выполнены пережимные пояски и запорный клин, взаимодействующий с копиром, смонтированным в пуансонодержателе, а прошивной пуансон может возвратно-поступательно перемещаться относительно пуансонодержателя.
