оо :о сд
сх
О5
Изобретение относится к электрофизическим и электрохимическим методам обработки металлов и может быть использовано при электрохимическом формообразовании, прошивке, трепанации крупногабаритных изделий сложной формы из титана и его сплавов типа ВТЗ-1, ТС-5, например, для электрохимическойобработки крупногабаритных турбинных лопаток при низких плотностях анодного тока (1 -10 А/см). Известен электролит , содержащий хлорид и фторид калия (натрия) и нитрит калия, при следующем соотношении компонентов, мас.%:
Хлористый калий10-11
Нитрит калия2,5-2,7
Фторид натрия0,50-0,55
ВодаОстальное
Однако данный электролит не позволяет получить удовлетворительное качество обработанной поверхности (поверхность получается матово-серая, неровная). Локализующая способность его недостаточно высокая (величина логарифмического индекса рассеяния (ЛИР) 1,11). Величина удельного съема относительно невелика и составляет 9,4- 10 с.
Цель изобретения - улучшение качества обрабатываемой поверхности и локализующей способности, а также повыщение производительности процесса.
Поставленная цель достигается тем, что в электролите в качестве соли щелочного металла используется хлористый натрий, а в качестве фторсодержащего компонента - борфторид калия при следующем соотношении компонентов, мас.%:
Хлористый натрий5-10
Борфторид калия1,0-2,5
ВодаОстальное
О Для приготовления электролита используют соли: хлорид натрия марки х.ч. ГОСТ 4133-66, борфторид калия марки ч. ГОСТ 9532-60.
Электролит готовят следующим образом.
В горячей воде (70-90°С) растворяют борфторид калия, затем в полученный раствор вводят хлористый натрий. Полученный раствор охлаждают до комнатной температуры.
0 Испытания предлагаемого электролита проводились на электродах из сплава ТС-5 на ячейке с интенсивным протоком электролита. Режим обработки следующий: напряжение на электродах 12 В; температура электролита 25°С; межэлектродный зазор 0,3 мм; скорость протока электролита 8 м/с.
Данные сравнительного испытания из-, вестного и предлагаемого электролитов приведены в таблице.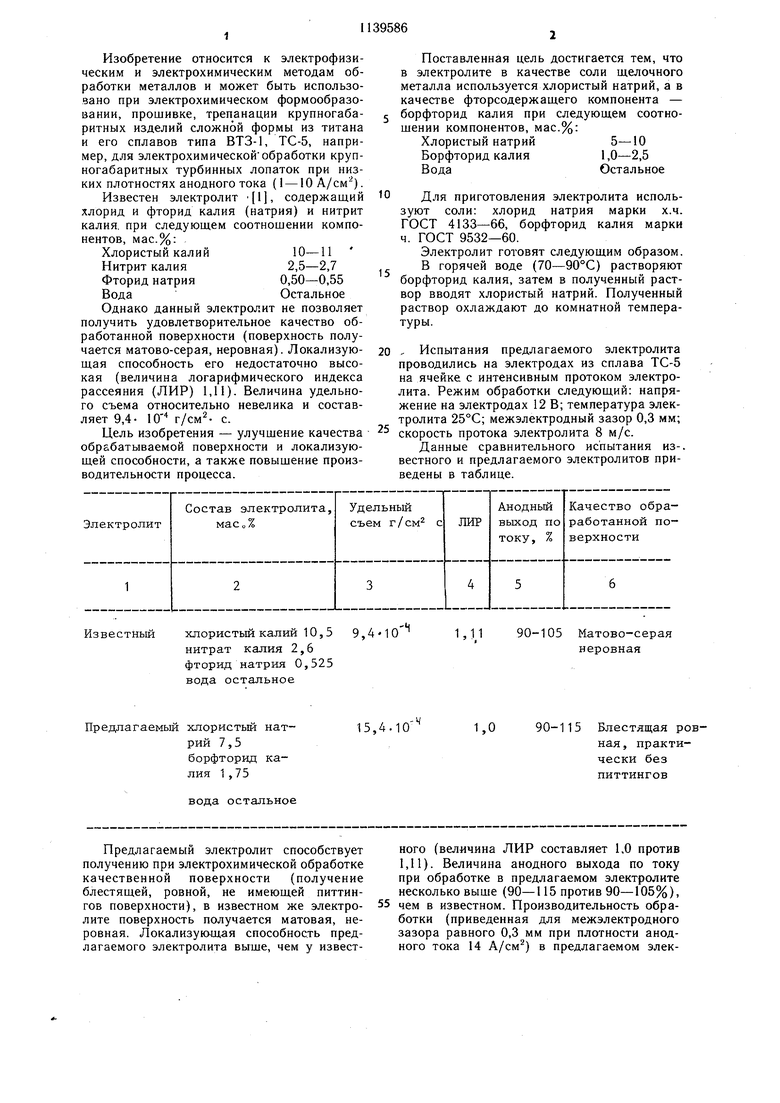
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для размерной электрохимической обработки титана и его сплавов | 1980 |
|
SU984787A1 |
| Электролит для размерной электрохимической обработки титана и сплавов на его основе | 1982 |
|
SU1096068A1 |
| Электролит для размерной электрохимической обработки титана и его сплавов | 1980 |
|
SU984788A1 |
| Электролит для размерной электрохимической обработки | 1984 |
|
SU1255324A1 |
| Электролит для размерной электрохимической обработки | 1986 |
|
SU1329927A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 2002 |
|
RU2221677C2 |
| Электролит для электрохимической размерной обработки металлов | 1991 |
|
SU1815038A1 |
| Электролит для размерной электрохимической обработки нержавеющих сталей и сплавов аустенитного класса | 1981 |
|
SU1024202A1 |
| Электролит для размерной электрохимической обработки | 1986 |
|
SU1454591A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 2000 |
|
RU2163525C1 |
ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ЕГО СПЛАВОВ, включающий хлорид щелочного металла и фтористосодержащий компонент, отличающийся тем, что, с целью улучшения качества обрабатываемой поверхности и локализующей способности, а также повышения производительности процесса при сохранении высоких значений выходов по току, он содержит хлорид натрия, а в какачестве фосфорсодержащего компонента - борфторид калия при следующем соотношении компонентов, мас.%: Хлористый натрий5-10 Борфторнд калия1,0-2,5 ВодаОстальное
:хлористый калий 10,5 нитрат калия 2,6 фторид натрия 0,525 вода остальное
Предлагаемый хлористый натрий 7,5 борфторид калия 1 ,75
вода остальное
Предлагаемый электролит способствует получению при электрохимической обработке качественной поверхности (получение блестящей, ровной, не имеющей питтингов поверхности), в известном же электролите поверхность получается матовая, неровная. Локализующая способность предлагаемого электролита выше, чем у извест-Н
9,4-10
1,11 90-105 Матово-серая неровная
1,090-115 Блестящая ровная, практически без питтингов
ного (величина ЛИР составляет 1.0 против 1,11). Величина анодного выхода по току при обработке в предлагаемом электролите несколько выше (90-115 против 90-105%), 55 чем в известном. Производительность обработки (приведенная для межэлектродного зазора равного 0,3 мм при плотности анодного тока 14 А/см) в предлагаемом элек34тролите в 1,5 .раза выше 15, противпо току и производительностях получать хо9,4- КУ с) чем у известного.рошее качество обработанной поверхности
Предлагаемый электролит прост по сое-он прост в приготовлении, доступен и статаву, дает возможность при высоких выходахбилен во времени.
1139586
при высокой локализующей способности,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электролит для электрохимической размерной обработки титановых сплавов | 1973 |
|
SU496150A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
