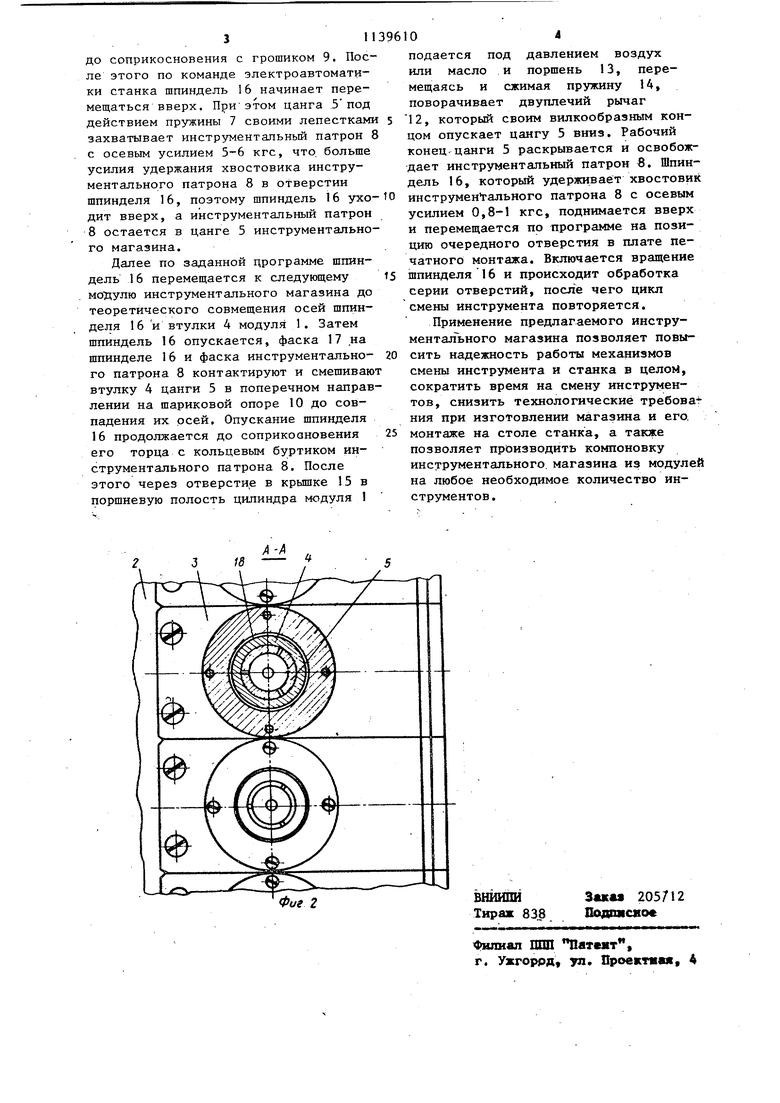
Изобретение относится к станкостр нию и может быть применено для автоматической смены инструментов в свер лильных и сверлильно-фрезерных станКах для обработки плат печатного мон тажа. Известен инструментальный магазин установленный на столе станка, содер жащий размещенные во втулках цанги для удержания инструментов и механизм разжима и зажима iiaHr Ц . Недостатком известного инструментального магазина является длительный цикл смены инструмента, так как для смены инструмента требуется полная остановка высокоскоростного электрошпинделя, кроме того, корпус инструментального магазина составляет .одно целое со столом станка, что затрудняет возможность комплектования магазина инструментом в необходи мом количестве по требованию заказчика . Цель изобретения - сокращение времени на смену вращакицегося инстру мента, а следовательно, повьшение производительности станка, орнащаемого предлагаемым инструментальным магазином. Указанна цель достигается тем, что инструментальный магазин, устанавливаемый на столе станка, содержащий размещенные во втулках цанги для удержания инструментов и механизм разжима и зажииа цанг, выполнен в виде набора модулей, в каждом из которых втулка цанги снабжена шариковой опорой и установлена с возможностью вращения в расточке корпуса модуля, Кроме этого, втулка цанги установ лена с возможностью перемещения перпендикулярно оси расточки корпуса модуля. На фиг.1 показан инструментальный магазин, общий вид; на фиг, 2 - разрез А-А на фиг,1, Инструментальный магазин состоит из ряда модулем 1, закрепленных на столе 2 станка, каждый модуль 1 пред ставляет собой корпус 3, в вертикаль ной расточке которого размещена втулка 4 цанги 5 с зазором относител но корпуса 3v Втулка 4 выполнена сбо ной с опорным фланцем 6. Цанга 5 относительно втулки 4 подпружинена . пружиной 7, В качестве упора инструментального патрона 8 служит ограничительньй грошик 9. Опорный фланец 6 втулки 4 опирается на шариковую опору 10, Сверху к корпусу 3 модуля 1 прикреплена запорная крышка 11, Двуплечий рычаг 12, качающийся на оси, вилкообразным концом входит в кольцевую проточку цанги 5, другим цилиндрическим концом - в паз штока поршня 13, расположенного в горизонтальной расточке корпуса модуля 1, Поршень 13 находится под воздействием пружины 14, Воздух или масло поступает в рабочую цолость горизонтальной расточки (цилиндра через отверстие в крьшгке 15 цилиндра. На фиг,1 схематично изображены также конец шпинделя 16, находящегося в положении перед началом хода для смены инструмента, заходные фаски 17 на шпинделе 16, инструментальном патроне 8 и цанге 5 и круговой зазор 18 в расточке корпуса мо- дуля. Инструментальный магазин работает при смене инструмента следующим образом. После обработки последнего отверстия в,плате печатного монтажа по команде программирунмцего устройства выключается вращение шпинделя I6 и одновременно, без выдержки времени для полного останова вращения шпинделя 16, автоматически производится взаимное перемещение шпинделя 16 и инструментального магазина, укрепленного на столе 2 станка, на расчетную величину до теоретического совмещения осей шпинделя 16 и вертикальной расточки в корпусе модуля 1, Затем по команде программирующего устройстве ч|пиндель 16, даже если его вращение продолжается, начинает движение вниз. При этом фаска инструментального патрона 8 начинает контактировать с заходной фаской 17 цанги 5. Под воздействием этого контакта цанга 5 начинает вращаться вместе со шпинделем 16 и инструментальным патроном 8, одновременно смещаясь в поперечном направлении в пределах кругового зазора 18 до полного практического совмещения осей шпинделя 16 и втулки 4 цанги 5, Дальнейшее осевое перемещение инструментального патрона 8 происходит вместе с цангой 5, при этом сжимается зажимная пружина 7, Лепестки цанги 5 разжимаются и пропускают инструментальный патрон 8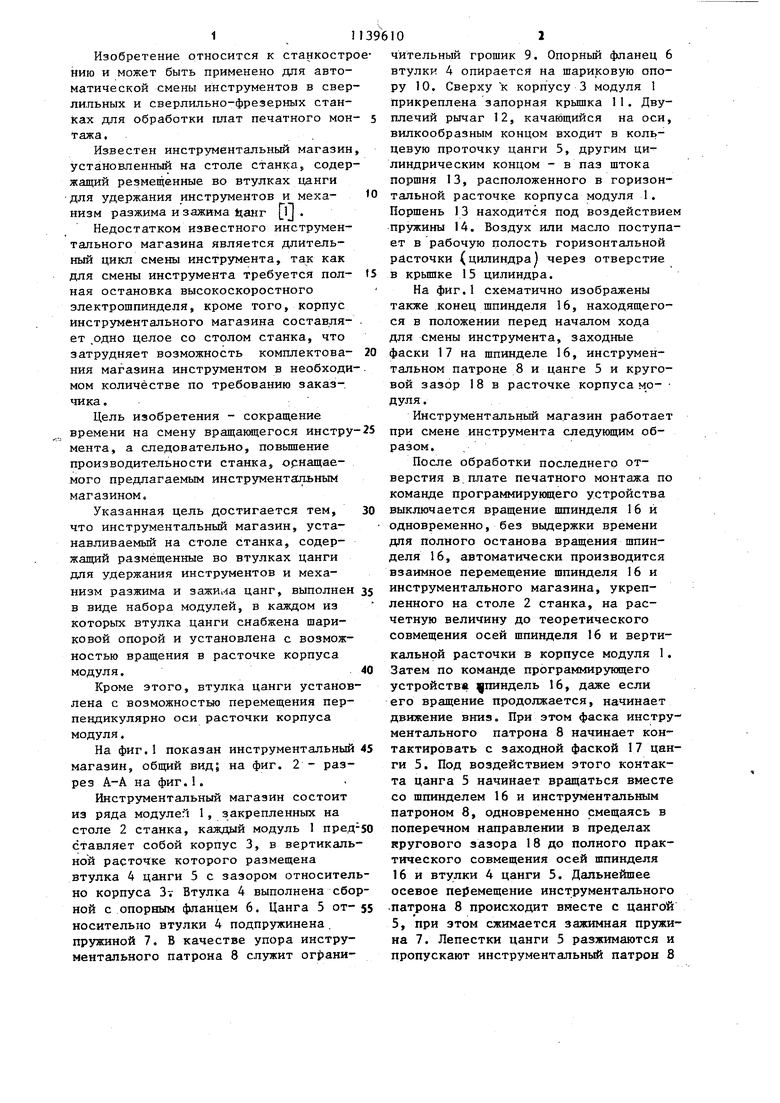
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ФОРМ ДЛЯ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ И ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ ПЕЧАТНАЯ ФОРМА | 2003 |
|
RU2348533C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| Механизм автоматической смены инструмента станков с ЧПУ | 1988 |
|
SU1620266A1 |
| Многооперационный станок | 1988 |
|
SU1708572A1 |
| Револьверная головка | 1988 |
|
SU1696158A1 |
| Гибкая производственная система | 1988 |
|
SU1780992A1 |
| Многооперационный станок | 1984 |
|
SU1362394A3 |
| Патрон инструментальный | 1978 |
|
SU772739A1 |
| Шпиндельная бабка | 1991 |
|
SU1816537A1 |
1.ИНСТРУМЕНТАЛЬНЫЙ МАГАЗИН, устанавливаемый на столе станка, содержащий размещенные во втулках цанги для удержания инструментов и механизм разжима и зажима цанг,о тличающийся тем, что, с целью сокращения времени на смену вращающегося инструмента, он вьшолг нен в виде набора модулей, в каждом из которых втулка цанги снабжена шариковой опорой и установлена с возможностью вращения в расточке корпуса модуля. 2. Инструментальный магазин по п.1, отличающийся тем, что втулка цанги установлена с возможностью перемещен 1Я перпендикулярно оси расточки корпуса модуля. (Л : UD 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 4000954, кл, 29-568, опублик | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
