СО
о
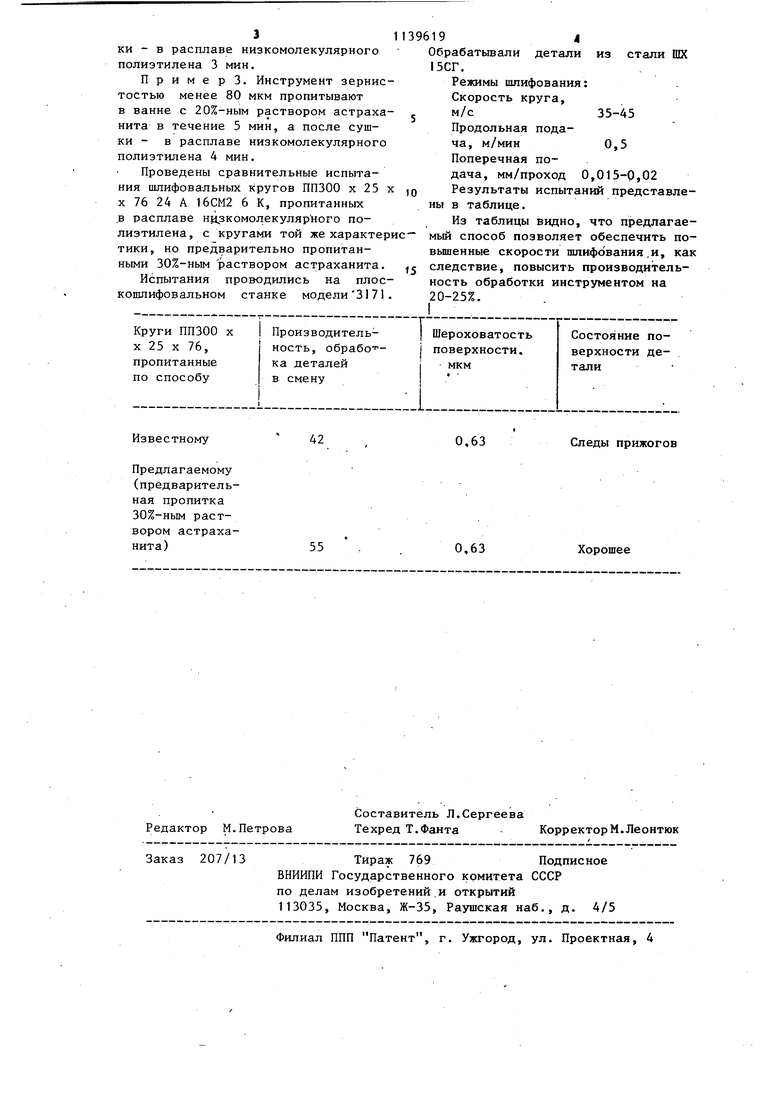
Од 111 Изобретение относится к изготовлению абразивного инструмента, в час ности к составам и способам пропитки готового инструмента, повышающим эксплуатационные характеристики инст румента. Известен способ повышения эксплуатационных характеристик абразивного инструмента, при котором готовый инструмент пропитывают расплавом низкомолекулярного полиэтилена. Преимуществом этого способа является то, что этот материал доступен,так как он является продуктом отхода при производстве этилена, кроме того, он не токсичен, в расплаве имеет невысокую вязкость и легко впитывается порами абразивного инструмента ij . Однако круги, пропитанные низкомо лекулярным полиэтипеном, можно использовать при невысоких скоростях шлифования, так как при повышенных скоростях пшифования в зоне резания повьшается температура, низкомолекулярный полиэтилен быстро испаряет ся и теряется эффект смазки в зоне контакта инструмента и обрабатьгоаемо поверхности детали. Все это снижает производительность обработки. Цель изобретения - повышение прои водительности обработки абразивным инструментом, а также повышение качества обрабатываемой поверхности. Поставленная цель достигается тем что согласно способу пропитки абрази ного инструмента, при котором готевый инструмент пропитывают низкомолекулярным полиэтиленом, инструмент предварительно пропитывают 20-40%-ным раствором астраханита (На„80, MgSO) и высушивают. В результате пропитки поры абразивного инструмента оказываются заполненными астраханитом (Na SO MgSQ и низкомолекулярным полиэтиленом. В процессе шлифования инструментом, полученным таким способом, астраханит ( MgSOjj.) при дости жении в зоне резания температуры 600-625 0 разлагается на антивантгоф фит NajSq,- 3MgSO, и твердый раствор MgSO (30 мол.%) в NajSO CTO мол.%). Это разложение сопровождается поглощ нием тепла (с эндотермическим эффектом), что способствует снижению температуры в зоне шлифования. В резуль тате этого низкомолекулярный полиэтилен улучшает условия смазки обрабатываемой детали. 92 Выбор астраханита обусловлен тем,что расплав серы и некоторых солей серной кислоты применяют для пропитки абразивного инструмента с целью, повьшения его эксплуатационных свойств. Однако расплавы серы и применяемых для этих целей серосо|держащих соединений имеют- высокую вязкость,поэтому, используя их, трудно достичь хорошего равномерного качества пропитки, особенно мелкозернистого инструмента. Кроме того, инструмент, пропитанный серой и применяемыми в практике другими серо содержащими соединениями,эффективно работает при невысоких темпера-, турах в зоне резания. Так, например, сера при 445 С испаряется. Поэтому вкачестве импрегнатора предлагается использовать астраханит, который хорошо растворяется в воде и в его растворе можно равномерно пропитать абразивный инструмент любой зернистости- путем уменьшения или увеличения концентрации раствора. Повышение же эксплуатационных характеристик абразивного инструмента, равномерно пропитанного астраханитом, осуществляется как за счет самого астраханита,. так и его серосодержащих продуктов разложения антивантгоффита Na2S043MgS04 и твердого раствора MgSO(30 мол.%) в Na SOXTO мол.%), имеющих повышенную температуру разложения (температура разложения астраханита приблизительно на 200°С вьш1е температуры разложения серы). Это качественное преимущество и дает положительный эффект при ВЫСОКИХ скоростях шлифования, когда температура в зоне резания превышает 600 С. Пример 1. В ванну с 40%-ным раствором астраханита при комнатной температуре погружают и вьщерживают в течение 3 мин абразивное изделие зернистостью от 500 до 250 мкм, после выдержки его помещают в сушильный шкаф и при удаляют влагу. 5атем его пропитывают в расплаве низкомолекулярного полиэтилена, имеющего температуру 125-135 С, в течение 2 мин. П р и м е р 2. Инструмент зернистостью от 160 до 80 мкм пропитывают в ванне с 30%-гным раствором астраханита в течение 4 мин, а после сушки - в расплаве низкомолекулярного полиэтилена 3 мин. Приме р 3. Инструмент зернистостью менее 80 мкм пропитывают в ванне с 20%-ным раствором астраханита в течение 5 мин, а после сушки - в расплаве низкомолекулярного полиэтилена 4 мин. Проведены сравнительные испытания шпифовальных кругов ППЗОО х 25 х X 76 24 А 16СМ2 6 К, пропитанных в расплаве ннзкомолекулярного полиэтилена, с кругами той же характер тики, но предварительно пропитанными 30%-ным раствором астраханита. Испытания проводились на плоскошлифовальном станке модели 3171. Обрабатьгоали детали из стали 1ПХ 15СГ. Режимы шлифования: Скорость круга, м/с35-45 Продольная подача, м/мин Поперечная подача, мм/проход 0,015-0,02 Результаты испытаний представлены в таблице. Из таблицы видно, что предлагаемый способ позволяет обеспечить повьшенные скорости шлифования.и, как следствие, повысить производительность обработки инструментом на 20-25%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения эксплуатационных свойств абразивного инструмента | 1976 |
|
SU701784A1 |
| Способ изготовления абразивного инструмента | 1983 |
|
SU1131640A1 |
| Способ пропитки абразивного инструмента | 1990 |
|
SU1756131A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| Состав для пропитки абразивного инструмента | 1990 |
|
SU1715563A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2443538C1 |
| Способ повышения эксплуатационных свойств абразивного инструмента | 1986 |
|
SU1313679A2 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1449337A1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1703428A1 |
| СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2164857C2 |
СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА, при котором готовый инструмент пропитывают низкомолёкулярным полиэтиленом, отличающийся тем, что, с целью повьпаения качества обрабатываемой поверхности, до пропитки полиэтиленом Инструмент пропитывают 20-40%-ным раствором астраханита и высушивают.
Известному
Предлагаемому (предварительная пропитка 307о-ньм раствором астраханита)
0,63
Следы прижогов
0,63
Хорошее
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
