Изобретение относится к технике производства рулонных отделочных строительных материалов,изготавливае мых промазным способом, и может использоваться на предприятиях промьшшенности полимерных строительных материалов при производстве многослойного линолеума. Известна линия для производства многослойного линблеума, содержащая наносные устройства, устройство для желирования, охлаждающие устройства и намоточный механизм у . Недостатками известной линии являются низкое качество выпускаемого .линолеума вследствие деформации его под действием сил натяжения при тран спортировании через отдельные устройства линии, значительное количество перегибов при его движении, низкая производительность вследствие того, что после нанесения и последуюшего нагрева каждого слоя материала требуется значительное .время охлаждения до температуры, обеспечивающей достичь полное отверждение материала и транспортирование его через устройства линии без какойлибо значительной деформации. Наиболее близкой к изобретению по технической сущности и достигаемому результату является линия для производства многослойного линолеума, содержащая размоточное устройст во, устройство для терможелирования охлаждающие барабаны с направляющим роликами, намоточное устройство и н носные устройства для первого и последующих слоев 2J . Недостаток этой линии состоит в том, что при транспортировании чере отдельные устройства линии многосло ный линолеуму испытывают при петлеобразном движении многократные пере гибы в противоположных направлениях растягиваясь и сжимаясь послойно и деформируясь под действием значител ных усилий натяжения при протягивании линолеума через устройства, отстоящие друг от друга на расстоянии 2 м. Кроме того, еще большая деформация многослойного линолеума проис ходит в устройстве для желирования под воздействием температуры термообработки. Все это ведет к значит€ш ному снижению качества продукции, особенно в случае производства мног слойного линолеума. Наличие значительных усилий растяжения и перегибов позволяет изготавливать на линии линолеум только на джутовой, текстильной или войлочной основе, которые дороги и дефицитны, и не обеспечивает изготовления качественного линолеума, получаемого нанесением слоев на защитную декоративную пленку, т.е. безосновный линолеум. Кроме того, для данной линии присущи высокие трудозатраты по ее эксплуатащ1и из-за большого количества обслуживающего персонала и значнтельньк расходов, связанных с большой протяженностью линии, большим количеством постов обслуживания, отстоящих друг от друга на большом расстоянии. Цель изобретения - повьппение качества многослойного линолеума за счет уменьшения усилия натяжения материала, снижения трудозатрат в процессе эксплуатации. Указанная цель достигается тем, что в линии для производства многослойного линолеума, содержащей размоточное устройство, устройство для терможелирования, охлаждающие барабаны с направлякицими роликами, намоточное устройство и наносные устройства для первого и последукицих слоев, устройство для терможелирования выполнено в виде желировочного барабана, а линия снабжена бесконечной транспортерной лентой, охватывающей желировочный барабан, охлаждающие барабаны и направляюпще ролики, которые смонтированы по периметру желировочного барабана для прижатия транспортерной ленты к его поверхности, причем наносные устройства второго и последукяцего слоев расположены между желирово.чным и охлаждающими барабанами. Благодаря такому выполнению линия может использоваться для производства многослойного лйнопеума промазным методом. Одновременно сократится число обслуживающего персонала, снизятся эксплуатационные расходы. При этом вследствие уменьшении усилия натяжения за счет использования транспортерной ленты улучшается качество и внешний вид продукции, Вьтопнение устройства термсжелирования в виде барабана и размещение направяяюпрх роликов по периметру
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для производства промазным способом рулонных отделочных строительных материалов | 1980 |
|
SU869834A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНОЛЕУМА | 2000 |
|
RU2171324C1 |
| Линия для производства линолеума | 1985 |
|
SU1361215A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОЛЬНОГО ПОКРЫТИЯ | 2006 |
|
RU2327827C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАППОРТА МЕХАНИЧЕСКОГО И ХИМИЧЕСКОГО ТИСНЕНИЯ В ПРОИЗВОДСТВЕ ПВХ ЛИНОЛЕУМА | 2008 |
|
RU2368713C1 |
| Линия "Контакт-3" для производства линолеума | 1989 |
|
SU1684376A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫТИЯ НАПОЛЬНОГО | 2008 |
|
RU2380465C1 |
| Способ изготовления линолеума | 1986 |
|
SU1328416A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА РУБЕРОИДА | 1999 |
|
RU2165489C1 |
| СЛОИСТЫЙ МАТЕРИАЛ ДЛЯ ПОКРЫТИЯ ПОЛА | 1991 |
|
RU2021405C1 |
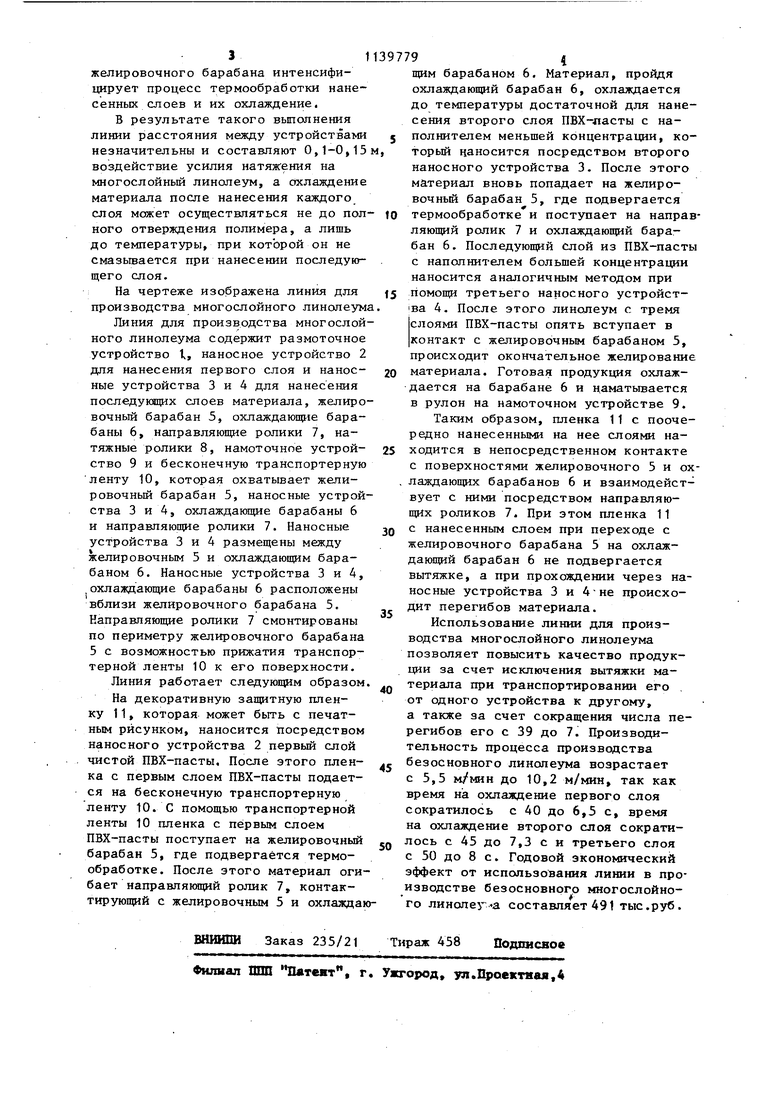
ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ЛИНОЛЕУМА, содержащая размоточное устройство, устройство для терможелирования, охлажданяпие барабаны с направлякяцими роликами. намоточное устройство и наносные уст-i ройства для первого и последующих слоев, отличающаяся тем, что, с целью повышения качества многослойного линолеума за счет уменьшения усилия натяжения материала, снижения трудозатрат в процессе эксплуатации, устройство для терможелирования выполнено.в виде желировочного барабана, а линия снабжена бесконечной транспортерной лентой, охватывающей желировочный барабан, охлаждающие барабаны и направляющие ролики, которые смонтированы по периметру желировочного барабана для прижатия транспортерной ленты к его поверхности, причем наносные устройства второго и последуннцего слоев располсжены между желировочным и охлажданщими барабаHahOi. СО со со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сапожников М.Яг и др | |||
| Механическое оборудование заводов по производству изделий с применением пластмасс и древесины | |||
| И., Высшая школа, 1976, с | |||
| Способ обработки шкур | 1921 |
|
SU312A1 |
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Линия для производства промазным способом рулонных отделочных строительных материалов | 1980 |
|
SU869834A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| . | |||
