Изобретение относится к технике производства многослойного поливинил хлоридного линолеума, изготавливаемого по промазкой технологии, и може быть использовано на предприятиях промъшшенности полимерных строительных материалов.
Целью изобретения является довы- шение производительности и качества материала, расширение технологических возможностей процесса и ассортимента выпускаемой продукции, снижение расхода полимерного сырья, металлоемкости, энерго- и трудозатрат, а также экономия производственных площадей,
На фиг, 1 изображена линия для производства линолеума; на фиг.2 - линия для производства линолеума с вспененньш промежуточньм слоем; на фиг. 3 - вариант исполнения устройства для вспенивания и стабилизации материала (стрелками показано направление движения обрабатьшаемого материала) .
Линия для производства линолеума (фиг. О содержит механизмы размотки основы 1 и защитной отделочной пленки 2, две наносные машины 3 и 4 и последовательно установленные термо- желировочное устройство 5, тиснильный каландр 6 с нагревателем,, охлаждающее устройство 7, многопетлевой накопитель 8 и механизм 9 намотки готового материала.
По ходу технологического процесса после механизма 1 размотки основы она дополнительно оборудована устройством 10 для сушки и нагрева основы, состоящим по крайней мере из двух размещенных один над другим обогреваемых цилиндров, наносные машины 3 и 4 установлены рядом и оборудованы устройствами 11 и 12 совмещения полотен, причем над первой из них установлен дополнительный механизм 13 размотки армирующего материала, а механизм 2 размотки защитной отделочной пленки установлен над второй наносной мащиной. Терможели- ровочное устройство 5 выполнено в виде одной или нескольких последовательно установленных секций, каждая из которых содержит по крайней мере по два размещенных один над другим обогреваемых цилиндра, перед которыми дополнительно установлен барабан 14 предварительного желирования, ос0
нащенный устройством 15 дублирования материала, поступающего с второй наносной машины 4.
Линия производства линолеума со
вспененным промежуточным слоем
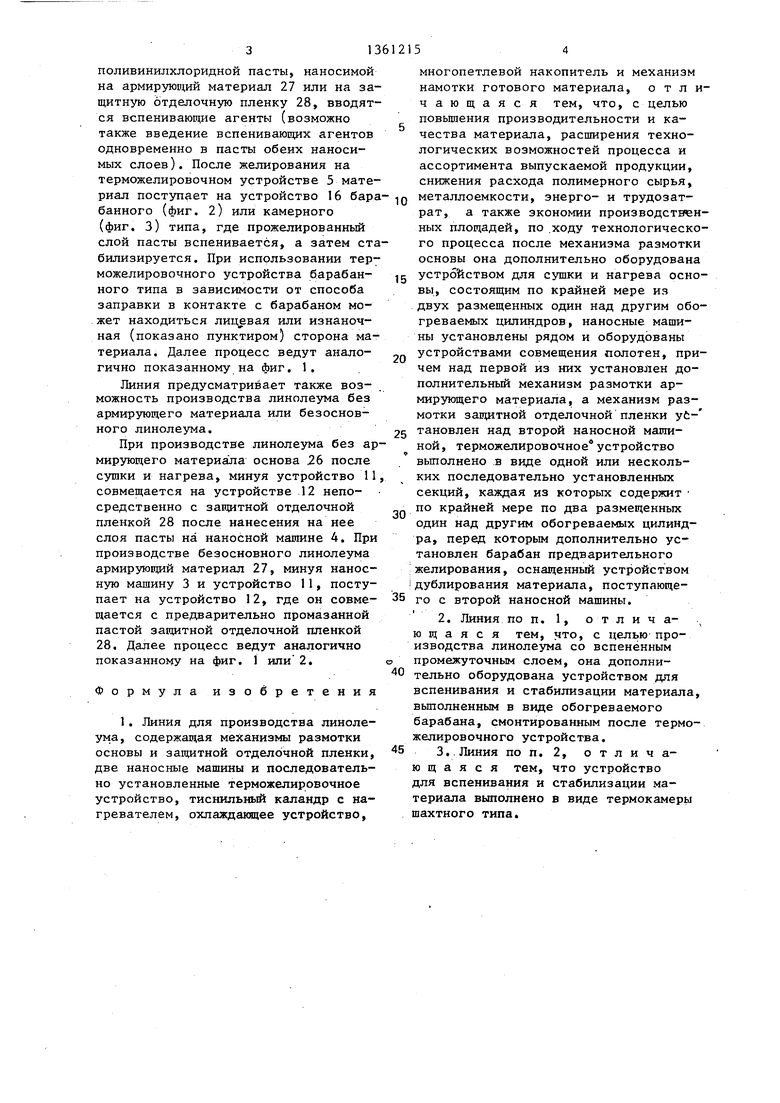
(фиг. 2) дополнительно оборудована устройством 16 для вспенивания и стабилизации материала, выполненным в виде обогреваемого барабана, смонтированным после терможелировочного устройства 5. Устройство 16 для вспенивания и стабилизации материала может быть выполнено также в виде
5 термокамеры шахтного типа (фиг. З).
Для синхронизации работы приводов устройств, входящих в состав линии, и 9беспечения постоянства натяжения материала в процессе его обработки линия оборудована петлевыми компенса- .торами 17-25.
Линия работает следующим образом. Разматываемая из рулона, установленного на механизме 1 размотки, ос5 нова 26 подается на обогреваемые цилиндры устройства 10 и после сушки и нагрева поступает на устройство 11 совмещения полотен наносной машины 3. Одновременно с этим армирующий материал. 27 разматываемый из рулона, установленного на механизме 13 размотки, поступает на наносную машину 3 и после нанесения на него слоя поливинилхлоридной пасты совмещается на устройстве 11 с основой 26.
5 Затем совмещенные полотна основы и армирующего материала вновь совмещаются на устройстве 12 с защитной отделочной пленкой 28, разматыв-аемой из рулона на механизме 2 размотки, после нанесения на нее слоя пасты на наносной машине 4. Далее совмещенный материал, поступая на обогреваемый барабан 14, подвергается уплотнению и калиброванию по толщине посредст5 вом дублирующего устройства 15, а затем предварительному желированию, в результате чего он приобретает монолитность. Затем материал подается на цилиндры терможелировочного уст0 ройства 5, где завершается процесс желирования пасты. После тиснения на оборудованном нагревателем каландре 6 и охлаждения на охлаждающем устройстве 7 готовый материал 29 посту5 пает в многопетлевой накопитель 8 и рулонируется на механизме 9 намотки.
При производстве линолеума с вспененным промежуточным слоем в состав
0
поливинилхлоридной пасты, наносимой на армируюпдий материал 27 или на защитную отделочную пленку 28, вводятся вспенивающие агенты (возможно также введение вспенивающих агентов одновременно в пасты обеих наносимых слоев). После желирования на терможелировочном устройстве 5 материал поступает на устройство 16 барабанного (фиг. 2) или камерного (фиг. 3) типа, где прожелированный слой пасты вспенивается, а затем стабилизируется. При использовании тер- можелировочного устройства барабанного типа в зависимости от способа заправки в контакте с барабаном может находиться или изнаночная (показано пунктиром) сторона материала. Далее процесс ведут аналогично показанному на фиг. 1.
Линия предусматривает также возможность производства линолеума без армирующего материала или безосновного линолеума.
При производстве линолеума без армирующего материала основа 26 после сушки и нагрева, минуя устройство 11 совмещается на устройстве .12 непосредственно с защитной отделочной пленкой 28 после нанесения на нее слоя пасты на наносной мапгане 4. При производстве безосновного линолеума армирующий материал 27, минуя наносную машину 3 и устройство 11, поступает на устройство 12, где он совмещается с предварительно промазанной пастой защитной отделочной пленкой 28. Далее процесс ведут аналогично показанному на фиг. 1 или 2.
Формула изобретения
1. Линия для производства линолеума, содержащая механизмы размотки основы и защитной отделочной пленки, две наносные машины и последовательно установленные терможелировочное устройство, тиснильный каландр с нагревателем, охлаждающее устройство.
0
5
0
5
0
5
0
5
многопетлевой накопитель и механизм намотки готового материала, отличающаяся тем, что, с целью повышения производительности и качества материала, расширения технологических возможностей процесса и ассортимента выпускаемой продукции, снижения расхода полимерного сырья, металлоемкости, энерго- и трудозатрат, а также зкономии производственных площадей, по .ходу технологического процесса после механизма размотки основы она дополнительно оборудована устройством для сушки и нагрева основы, состоящим по крайней мере из двух размещенных один над другим обогреваемых цилиндров, наносные машины установлены рядом и оборудованы устройствами совмещения полотен, причем над первой из них установлен дополнительный механизм размотки армирующего материала, а механизм размотки защитной отделочной пленки yt- тановлен над второй наносной машиной, терможелировочное устройство вьшолнено .в виде одной или нескольких последовательно установленных секций, каждая из которых содержит по крайней мере по два размещенных один над другим обогреваемых цилиндра, перед которым дополнительно установлен барабан предварительного : желирования, оснащенный устройством i дублирования материала, поступающего с второй наносной машины.
2.Линия по п. 1, отличающаяся тем, что, с целью производства линолеума со вспененным промежуточным слоем, она дополнительно оборудована устройством для вспенивания и стабилизации материала, вьшолненным в виде обогреваемого барабана, смонтированным после термо- желировочного устройства.
3.Линия по п. 2, отличающаяся тем, что устройство для вспенивания и стабилизации материала выполнено в виде термокамеры шахтного типа.
26 W
i 27 22813
20 S 22
-i-л1-Vу у
i 773/7 2 л 1
2J 25 2 Фиг. 2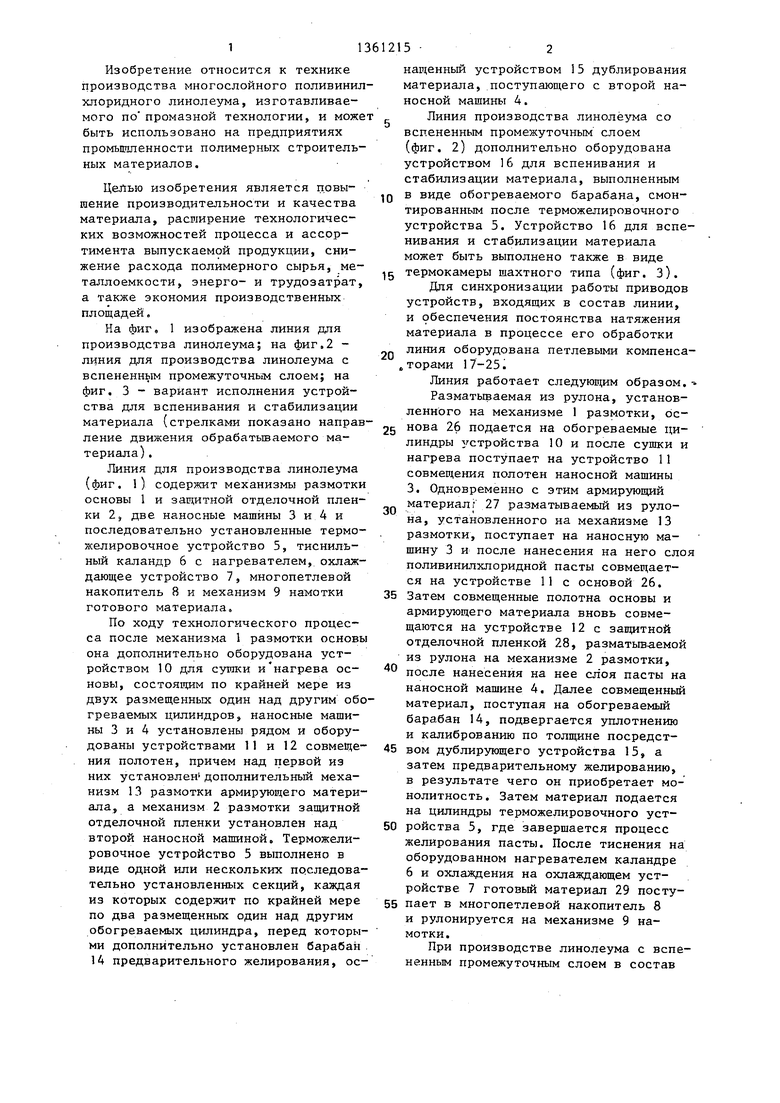
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия "Контакт-3" для производства линолеума | 1989 |
|
SU1684376A1 |
| Линия для производства промазным способом рулонных отделочных строительных материалов | 1980 |
|
SU869834A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНОЛЕУМА | 2000 |
|
RU2171324C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАППОРТА МЕХАНИЧЕСКОГО И ХИМИЧЕСКОГО ТИСНЕНИЯ В ПРОИЗВОДСТВЕ ПВХ ЛИНОЛЕУМА | 2008 |
|
RU2368713C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОЛЬНОГО ПОКРЫТИЯ | 2006 |
|
RU2327827C1 |
| МНОГОСЛОЙНОЕ РУЛОННОЕ ПОЛИМЕРНОЕ ПОКРЫТИЕ | 2001 |
|
RU2233358C2 |
| Линия для производства многослойного линолеума | 1983 |
|
SU1139779A1 |
| Способ изготовления линолеума | 1986 |
|
SU1328416A1 |
| МНОГОСЛОЙНОЕ РУЛОННОЕ ПОЛИМЕРНОЕ ПОКРЫТИЕ ПОЛА | 2003 |
|
RU2247802C1 |
| Печатная машина для декоративной отделки рулонного материала | 1990 |
|
SU1759655A1 |
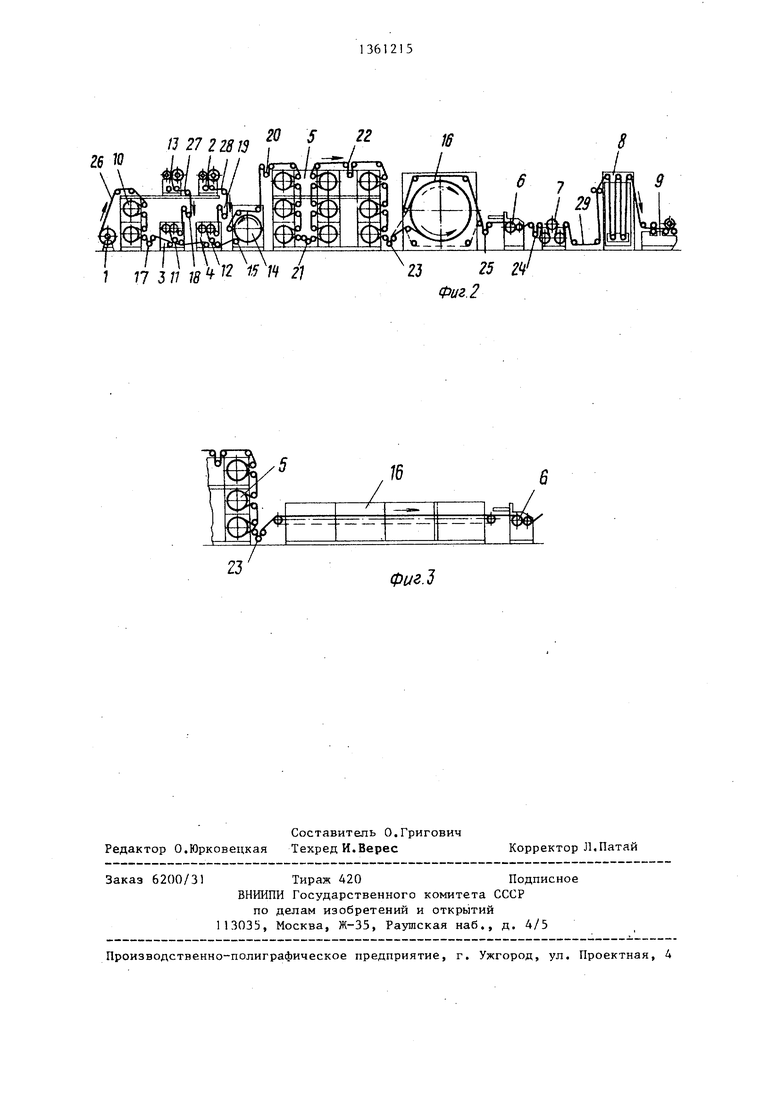
Изобретение относится к технике производства многослойного поли- винилхлоридного линолеума, изготавливаемого по промазной технологии. Цель - повышение производительности и качества материала, расширение технологических возможностей процесса и ассортимента выпускаемой продукции, снижение расхода полимерного сырья, металлоемкости, эмерго- и трудозатрат, а также экономия производственных площадей. Для э.того линия дополнительно оборудована устройством 10 для сушки и нагрева основы, наносные машины 3, 4 оборудованы, устройствами 11, 12 совмещения поло- тен, над первой из них установлен дополнительный механизм 13 размотки армирующего материала, а механизм 2 размотки защитной отделочной пленки установлен над второй наносной машиной 4. Перед терможелировочным устройством 5, выполненным из одной или нескольких последовательно установленных секций, дополнительно установлен барабан 14 предварительного же- лирования, оснащенный устройством 15 дублирования материала, поступающего с второй наносной машины 4. Кроме того, для производства линолеума с вспененным промежуточным слоем линия дополнительно . оборудована устройством для вспенивания и стабилизации материала, смонтированным после тер можелировочного устройства 5. Устройство для вспенивания и стабилизации материала выполнено в виде термокамеры шахтного типа. 2 з.п. ф-лы, 3 ил. о « (Л /J 272 8
25
16
ф0г/г.5
Редактор О.Юрковецкая
Составитель О.Григович Техред И.Верес
Заказ 6200/31
Тираж 420Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Л.Патай
| 0 |
|
SU193431A1 | |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Линия для производства промазным способом рулонных отделочных строительных материалов | 1980 |
|
SU869834A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
