Известно изготовление поковок, имеющих внутреннее осевое отверстие, из сплошных слитков, отлитых центробежным способом. Однако этот способ имеет серьезные недостатки. Так, в готовых поковках, ответственного назначения, например роторах турбин, при перископическом осмотре осевого отверстия, на внутренней поверхности канала часто обнаруживаются трещины, рыхлости или неметаллические включения, в результате чего ротор оказывается окончательно забракованным.
В описываемом способе изготовления поковок для изделий, имею щих осевое отверстие, указанные недостатки устранены, благодаря тому, что отливки для последующей поковки получаются центробежным способом и, с целью устранения усадочной рыхлости, а также предотвращения окисления внутренней поверхности отливок, при последующем нагреве их иод ковку, центробежная отливка выполняется с замкнутой усадочной полостью, симметрично расположенной относительно продольной оси отливки. Замкнутая усадочная полость достигается благодаря заливке металла в литниковое устройство нримкнутое к вращающейся изложнипе, которая во время кристаллизации металла периодически затормаживается и разгоняется, вследствие чего структура литья измельчается, а неметаллические включения, имеющиеся в жидком металле, отл имаются к внутренней полости заготовки и после ее заковки могут быть удалены путем высверливания.
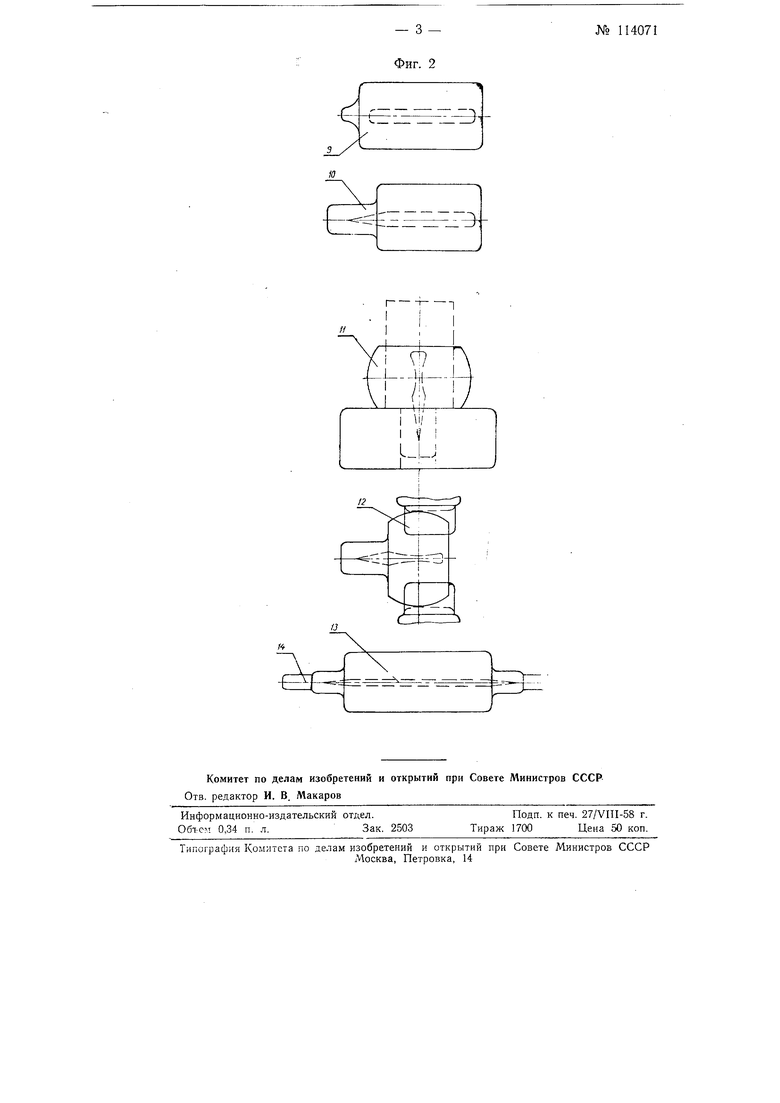
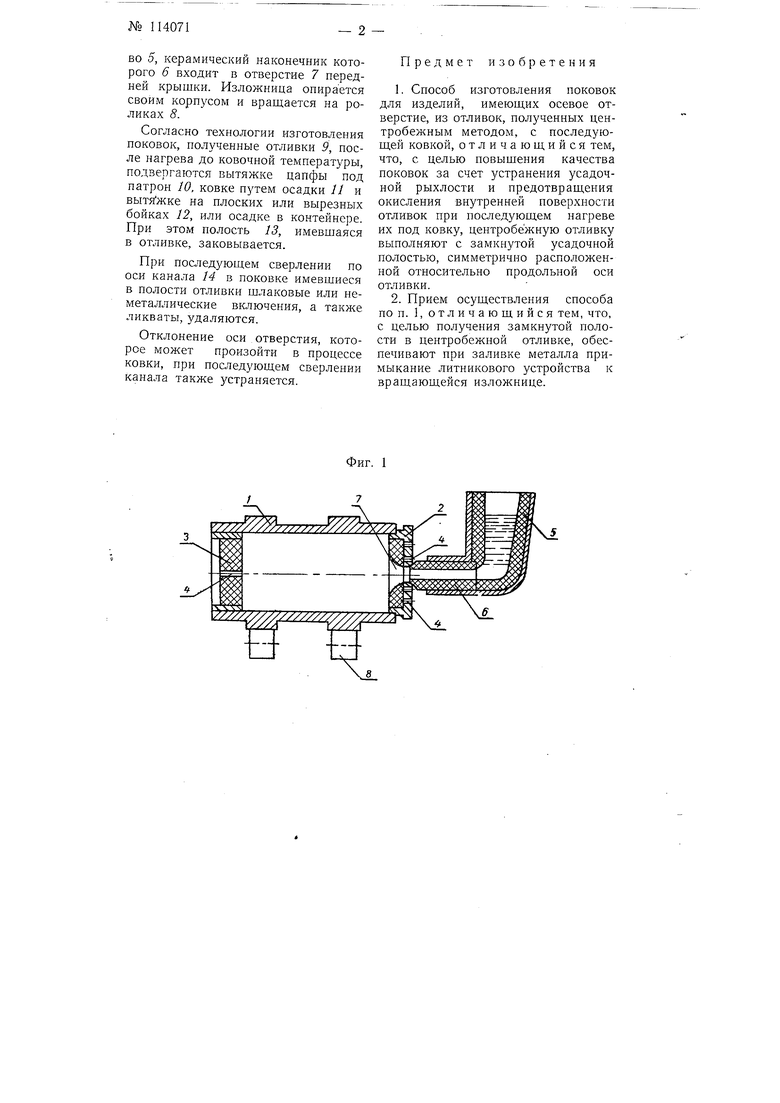
На фиг. 1 схематически показана установка для получения центробежным способом толстостенных труб с замкнутой полостью; на фиг. 2 - схема технологии изгото- лепия поковок из этих труб.
Изложница 1 имеет в торцовых частях переднюю крышку 2 и заднюю крышку 3. В обеих крышках имеются отверстия 4 для удаления газов. К передней крыщке изложницы примкнуто литниковое устройство 5, керамический наконечник которого 6 входит в отверстие 7 передней крышки. Изложница онирается своим корпусом и вращается на роликах 8.
Согласно технологии изготовления поковок, полученные отливки 9, после нагрева до ковочной температуры, подвергаются вытяжке цапфы под патрон 10, ковке путем осадки // и вытяжке на плоских или вырезных бойках 12, или осадке в контейнере. При этом полость 13, имевшаяся в отливке, заковывается.
При последующем сверлении по оси канала 14 в поковке имевшиеся в полости отливки шлаковые или неметаллические включения, а также ликваты, удаляются.
Отклонение оси отверстия, которое может произойти в процессе ковки, при поа,1едующем сверлении канала также Зстраняется.
Предмет изобретения
1. Способ изготовления поковок для изделий, имеющих осевое отверстие, из отливок, полученных центробежным методом, с последующей ковкой, отличающийся тем, что, с целью повышения качества поковок за счет устранения усадочной рыхлости и предотвращения окисления внутренней поверхности отливок при последующем нагреве их под ковку, центробежную отливку выполняют с замкнутой усадочной полостью, симметрично расположенной относительно продольной оси отливки.
2. Прием осуществления способа пон. 1, отличающийся тем, что, с целью получения замкнутой полости в центробежной отливке, обеспечивают при заливке металла примыкание литникового устройства к вращающейся изложнице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления поковок типа валов | 1960 |
|
SU133742A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕЗДЕФЕКТНЫХ ПОКОВОК ДЛЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ТИПА РОТОРОВ ИЛИ ВАЛОВ | 2005 |
|
RU2302921C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭШП И НЛЗ | 2005 |
|
RU2297891C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ РАЗМЕРОМ 168,3×10,6×5000-10000 мм | 2013 |
|
RU2545950C2 |
| Изложница | 1983 |
|
SU1110539A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛОВ ИЗ МАРТЕНСИТНОСТАРЕЮЩЕЙ СТАЛИ | 2023 |
|
RU2821981C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭШП И НЛЗ | 2004 |
|
RU2275977C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2005 |
|
RU2297892C2 |
| Способ изготовления поковок | 1980 |
|
SU854534A1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 132,1Х18 ММ ДЛЯ ИЗГОТОВЛЕНИЯ МУФТ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ-Ш | 2014 |
|
RU2577884C2 |