Известны устройства для изготовления поковок типа валов с уступами из слитков литых или деформированных заготовок для прессования в контейнере.
Однако недостатком таких устройств является то, что в процессе прессования заготовки в контейнере в результате затекания деформируемого металла в зазор между контейнером и пуансоном образуются заусенцы, вследствие чего происходит заклинивание пуансона и процесс прессования затрудняется.
Описываемое устройство отличается от известных тем, что в нем применен пуансон, взаимодействующий при прессовании с двумя кольцами, расположенными но торцам прессуемой заготовки. Такая конструкция устройства предотвращает возникновение заусенцев и не приводит к заклиниванию пуансона в контейнере.
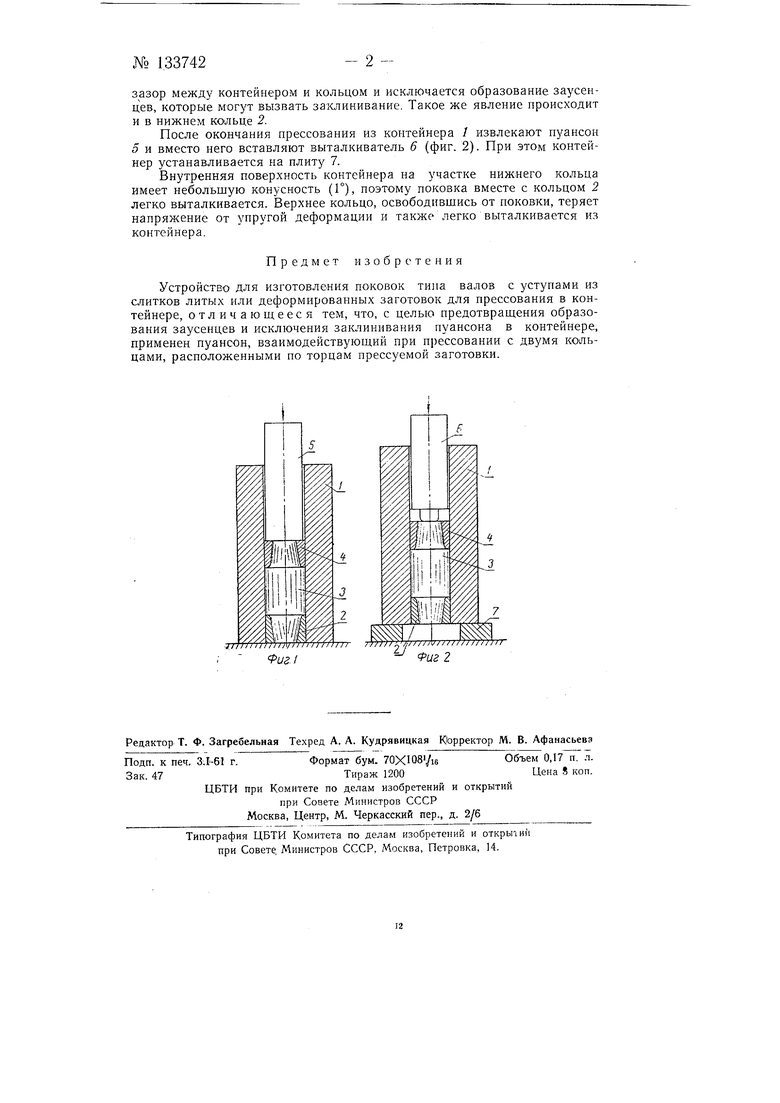
На фиг. 1 схематически изображено описываемое устройство во время прессования заготовки; на фиг. 2-то же, во время выталкивания из контейнера заготовки и колец.
Устройство состоит из контейнера /, опускаемого на нижнее опорное кольцо 2, внутренний диаметр которого равен заданному диаметру одной из шеек прессуемого вала. Нагретая до ковочной температуры нрессуемая заготовка 5 загружается во внутрь контейнера и устанавливается торцом на опорное кольцо 2. На верхний торец заготовки (на слиток) опускают.-верхнее кольцо 4, внутренний диаметр которого равен заданному диаметру второй шейки нрессуемого вала.
Наружные диаметры верхнего и нижнего колец равны внутреннему диаметру контейнера с необходимым зазором. На верхнее кольцо опускается пуансон 5.
В процессе прессования заготовки горячий .металл затекает в верхнее кольцо 4. Под влиянием растягивающих и аксиальных сжи.мающих сил кольцо 4 упруго деформируется, в результате чего ликвидируется
зазор между контейнером и кольцом и исключается образование заусенцев, которые могут вызвать заклинивание. Такое же явление происходит и в нижнем кольце 2.
После окончания прессования из контейнера / извлекают иуансон 5 и вместо него вставляют выталкиватель 6 (фиг. 2). При этом контейнер устанавливается на плиту 7.
Внутренняя поверхность контейнера на участке нижиего кольца имеет небольшую конусность (1°), поэтому поковка вместе с кольцом 2 легко выталкивается. Верхнее кольцо, освободившись от цоковки, теряет напряжение от упругой деформации и также легко выталкивается из контейнера.
Предмет изобретения
Устройство для изготовления поковок типа валов с уступами из слитков литых или деформированных заготовок для прессования в контейнере, отличающееся тем, что, с целые предотвращения образования заусенцев и исключения заклинивания пуансона в контейнере, применен пуансон, взаимодействующий при П1)ессовании с двумя кольцами, расположенными по торцам прессуемой заготовки.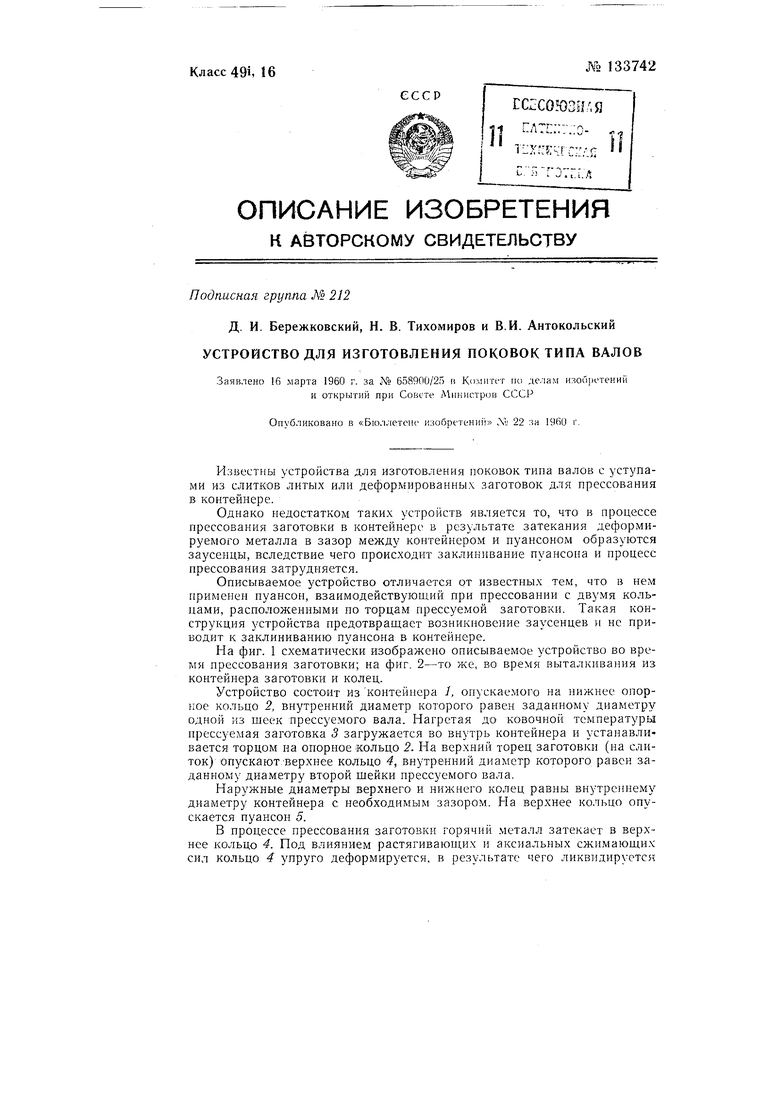
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поковок для изделий, имеющих осевое отверстие | 1957 |
|
SU114071A1 |
| Технологический процесс ковки слитков малопластичной стали | 1949 |
|
SU90670A1 |
| УСТРОЙСТВО ДЛЯ ОБРАТНОГО ПРЕССОВАНИЯ ТОЛСТОСТЕННЫХ ТРУБ | 2002 |
|
RU2252093C2 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| СПОСОБ ПРЕССОВАНИЯ СЛИТКОВ | 1995 |
|
RU2078627C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016682C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРЕССОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1995 |
|
RU2100130C1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2000 |
|
RU2191655C2 |
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2001 |
|
RU2208490C2 |
| ИНСТРУМЕНТ ДЛЯ КОМПАКТИРОВАНИЯ ШИХТОВЫХ МАТЕРИАЛОВ | 2005 |
|
RU2284236C1 |
UZ-i
Фиг 2
