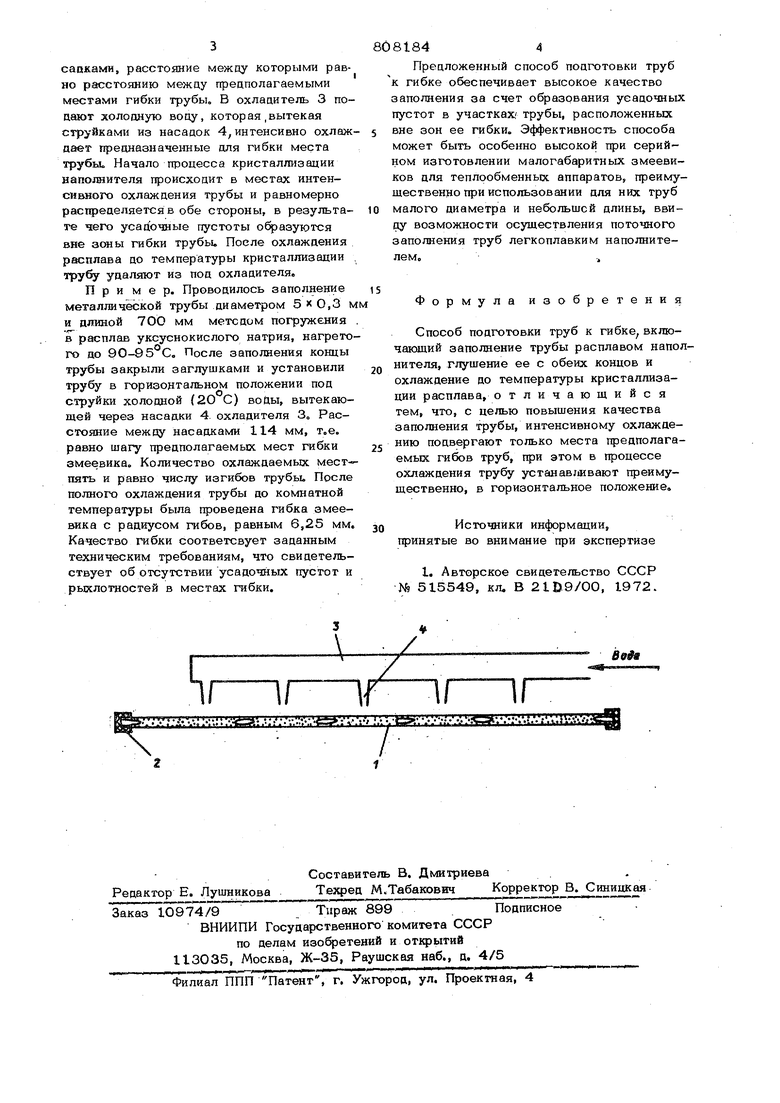
(54) СПОСОБ ПОДГОТСеКИ ТРУБ К ГИБКЕ садками, расстояние между которыми рав но расстоянию между предполагаемыми местами гибки трубы. В охладитель 3 по дают холодную воду, которая ,вытекая струйками из насадок 4, интенсивно охлаж дает предназначенные для гибки места трубыи Начало процесса кристаллизации наполнителя происходит в местах интенсивного охлаждения трубы и равномерно распределяется в обе стороны, в результате чего усадочные пустоты офазуются вне зоны гибки трубы. После охлаждения расплава до температуры кристаллизации трубу удаляют из под охладителя. Пример. Проводилось заполнение металлической трубы диаметром 5 х О,3 и длиной 70О мм методом погружения в расплав уксуснокислого натрия, нагрето го до 90-95С, После заполнения концы трубы закрыли заглушками и установили трубу в горизонтальном положении под струйки холодной (20 С) воДы, вытекающей через насадки 4. охладителя 3„ Рассто5шие между насадками 114 мм, т.е. равно шагу предполагаемых мест гибки змеевика. Количество охлаждаемых мест- пять и равно числу изгибов трубы. После полного охлаждения трубы до комнатной температуры была проведена гибка змеевика с радиусом гибов, равным 6,25 мм Качество гибки соответсвует заданным техническим требованиям, что свидетельствует об отсутствии усадочных пустот и рыхлотностей в местах гибки. 81844 Предложенный способ подготовки труб к гибко обеспечивает высокое качество заполнения за счет образования усадочных пустот в участках трубы, расположенных вне зон ее гибки. Эффективность способа может быть особенно высокой при серийном изготовлении малогабаритных змеевиков для теплообменных аппаратов, преимущественно при использовании для них труб малого диаметра и небольшой длины, ввиду возможности осуществления поточного заполнения труб легкоплавким наполнителем. Фор мул 3 о б р е тения Способ подготовки труб к гибке, включающий заполнение трубы расплавом наполнителя, глушение ее с обеих концов и охлаждение до температуры кристаллизации расплава, отличающийся тем, что, с целью повышения качества заполнения трубы, интенсивному охлаждению подвергают только места предполагаемых гибов труб, при этом в процессе охлаждения трубу устанав/швают преимущественно, в горизонтальное положение. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 515549, кл. В 2tD9/00, 1972.
B9fa
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изделий из труб | 1981 |
|
SU1140852A1 |
| Способ заполнения труб легкоплавким наполнителем | 1979 |
|
SU774679A1 |
| Установка для заполнения труб легко-плАВКиМ НАпОлНиТЕлЕМ | 1979 |
|
SU835565A1 |
| Способ заполнения набора труб легкоплавким наполнителем и устройство для его осуществления | 1986 |
|
SU1444027A1 |
| Способ заполнения труб легкоплавким наполнителем и устройство для его осуществления | 1986 |
|
SU1465150A1 |
| Способ получения армированного каменного литья | 1982 |
|
SU1033330A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КЕРАМИКИ И КОМПОЗИТОВ | 1991 |
|
RU2026845C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2231558C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСОВОЙ ЗАГОТОВКИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1992 |
|
RU2009005C1 |
| СПОСОБ ЛИТЬЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2218239C2 |
