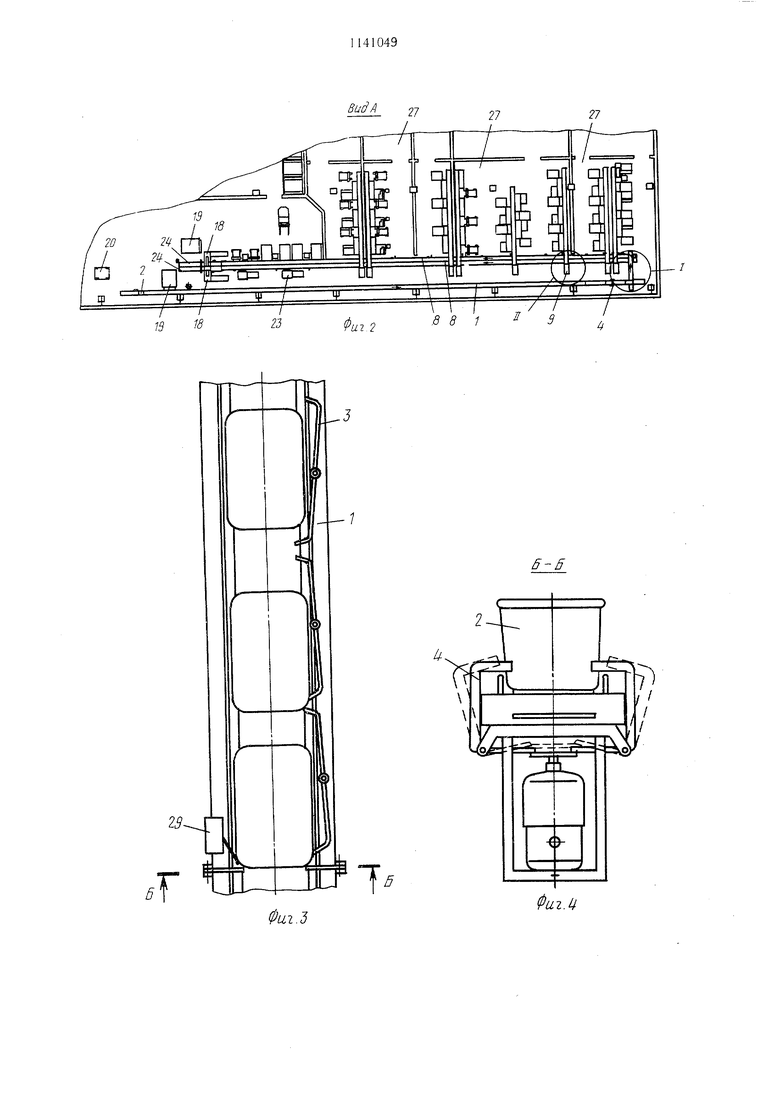
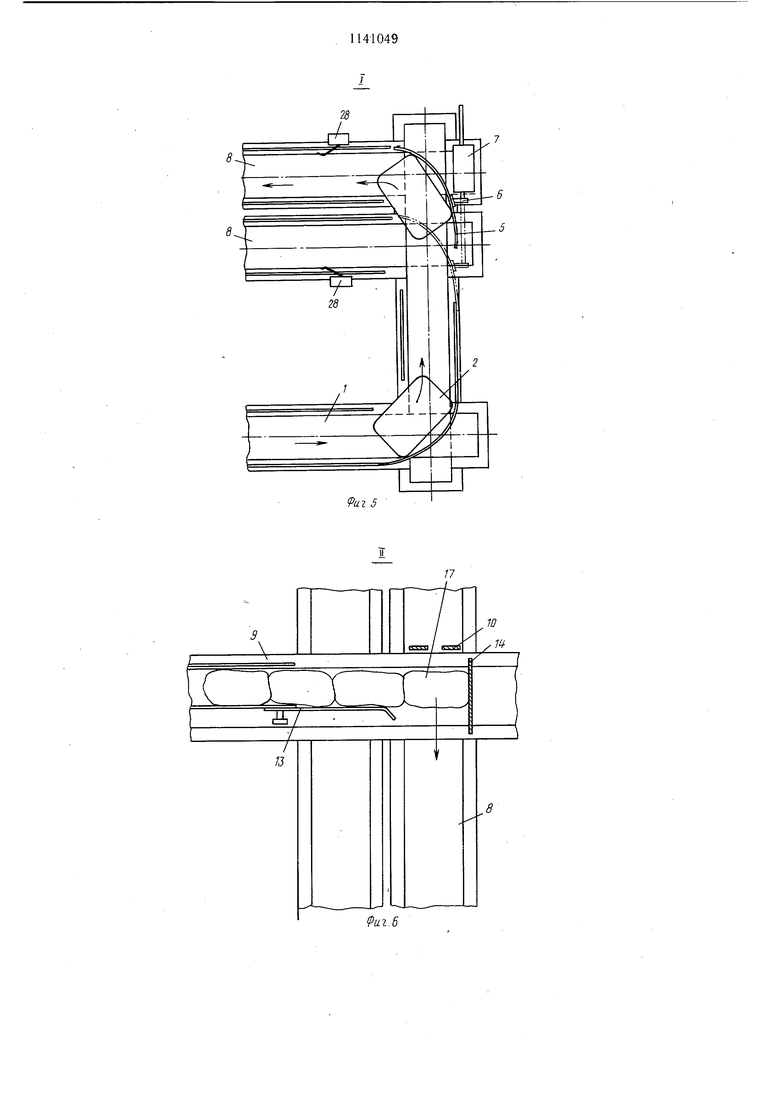
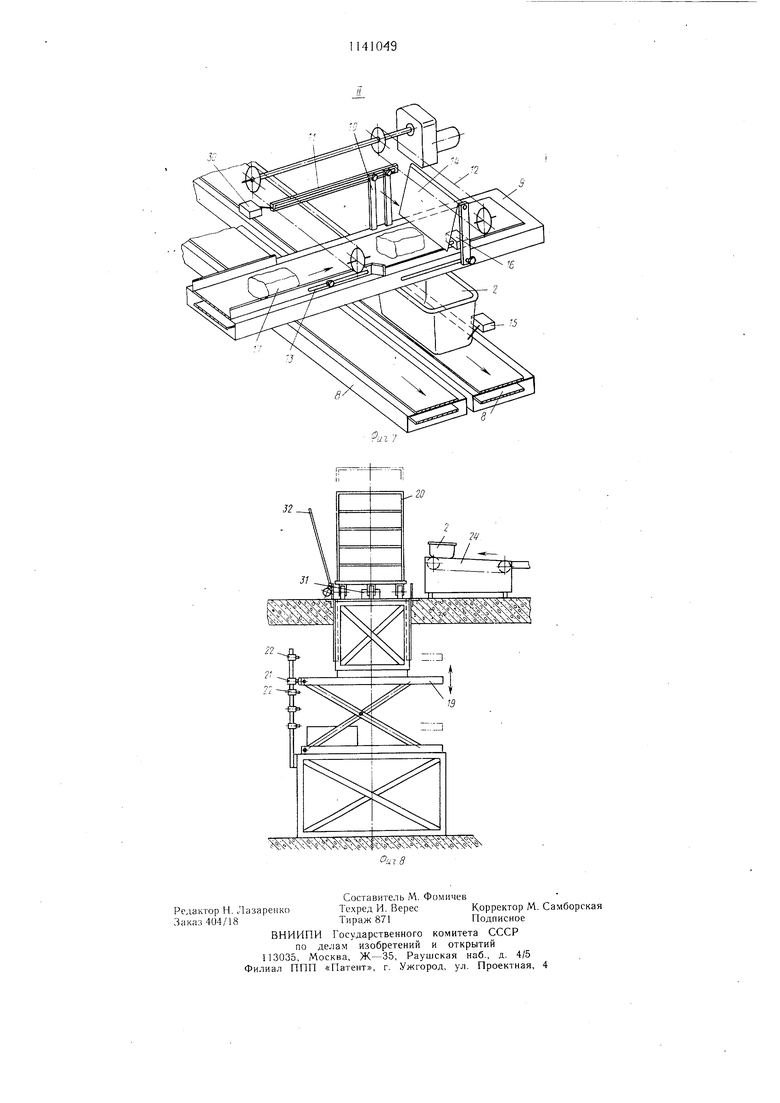
H.uifipcTOinie относятся к торговому оборудованию, а , к сгктечам конвейеров для формирования ()в из ри:5нор() изделий. Известна система конвейеров д.ля формирования заказов, содержащая конвейер подачи тары и расположенные вдоль него в понеречном нанравлении конвейеры-наконители изделий, оснащенные перегрузочными приспособлениями 1. Однако известная система не позволяет осуществлять одновременное формирование различных заказов. Кроме того, отбор изделий осуществляется оператором. Цель изобретения - расширение техно.логических возможностей за счет одновременного набора различны.х заказов и, механизации процесса. Поставленная цель достигается тем, что в системе конвейеров для формирования заказов, содержащей конвейер подачи тары и расположенные вдоль него в поперечном нанравлении конвейеры-накопители изде,чий. оснащенные перегрузочньщи приспособлспия.ми, конвейер подачи тары выполнен с разветвлениями и снабжен отсекателем и распределителем потока, каждый конвейернакопитель изделий на учаетке перегрузочного приспособления размещен над ветвями конвейера подачи тары и снабжен ре|улируемым упорол;, нрп этом каждое перегрузочное приспособление представляет собой смонтированный над конвейером-накопителем изделий с возможностью установочного перемещения вдоль него на щирину разветвленного участка конвейера подачи тары толкатель с направлением рабочего чода. поперечным направлению перемещения конвейера-наконителя изделий. Распределитель потока конвейера подачи тары .может быть выполнен в виде дугообразной направляющей, смонтированной на частке его разветвления с возможностью установочного перемещения между Р.СТВЯМИ. Толкатель каждого перегрузочного приспособления выполнен в виде пары пластин, копсольно установленных в продольном паЗУ траве|эсы, закрепленной концами на бесконечных приводных цепях. На выходе ветвей конвейера подачи тары может быть установлен подъемно-опускпой стол, выполненный с возможностью щагового перемещения в вертикальной плоскости. На фиг. 1 показана система конвейеров для формирования заказов, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - участок конвейера подачи тары; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - узел I на фиг. 2 (участок разветвления конвейера подачи тары); на фиг. б - узел II на фиг. 2; на фиг. 7 - то же, аксонометрия; на фиг. 8 - подъемно-опускной стол. Система конвейеров для формирования заказов содержит конвейер 1 подачи тары, тару 2, анкеры 3, отсекатель 4 с программным управлением, распределитель потока, включающий подвижную дугообразную направляющую 5, связанную посредством рычагов 6 с приводом 7, ветви 8 конвейера 1 подачи тары, конвейеры -накопители-.9 изделий, пластин 10, перегрузочное приспособление с толкателем в виде пары консольно установленных пластин в пазу траверсы 11, которая закреплена на цепном приводе 12, ограничительные планки 13, регулируемый упор, предсталяющий собой переставляемую щторку 14 фиксации исходного положения перегрузки изделий, путевой датчик 15, датчик 16 исходного положения перегрузки изделия, изделие 17, датчик 18 автоматического контроля скомплектованного заказа по суммарному весу, подъемно-опускной стол 19, контейнер 20, датчик 21 открытия люка при положении подъемно-опускного стола на уровне пола, датчики 22 вертикального перемещения .мно-опускного стола склизы 23, разгрузочные конвейеры 24, конвейер 25 для порожних ЯП1ИКОВ, наклонный конвейер 2() да.1е1П1я ящиков из помещения, фасовочные участки 27, датчики 28-31, дверца 32. Система конвейеров для формирования заказов работает следующим образом. На конвейер 1 подачи тары устанавливается порожняя тара 2, доставляемая к нему контейнером 20 (фиг. 1). Порожняя тара 2 при перемещении .распределяется с определенным щагом, определяемым анкерами 3, которые исключают нагромождение корзин друг на друга (фиг.З) Установленный на конвейере подачи тары отсекатель 4 через определенные заданные промежутки времени пропускает по одной таре на разветвленный участок. Первая порожняя тара, проходя мимо раскрытых губок отсекателя 4, воздействует на датчик 29, после схода с которого отсекатель закрывается, задерживая последующую тару на заданное программным устройством время, затем цикл повторяется. Программное устройство может настраиваться на любые промежутки времени закрытия отсекателя, благодаря чему регулируется производительность системы. Далее тара перемещается лентой конвейера подачи тары к месту расположения распределителя потока, ветвям конвейера. По направляющей 5 тара попадает на первую ветвь 8 конвейера подачи тары, проходя по которой она воздействует на датчик 28. Датчик дает команду на привод 7 для перемещения через систему рычагов 6 направляющей 5 в положение к следующей ветви конвейера подачи тары. Таким образом, тара поочередно подается то на одну, то на другую ветвь 8 конвейера подачи тары. Система позволяет работать с одним, двумя и более ветвями, на которых осуществляется комплектация заказа. Тара 2 подходит к перегрузочному приспособлению конвейера-накопителя 9 изделий, при этом она воздействует на датчик 15. С последнего сигнал подается на цепной привод 12, который посредством траверсы 11 перемещает пластины 10 толкателя, При этом пластины сбрасывают изделие 17, расположенное в месте перегрузки у щторки 14. Траверса, сделав полный оборот, останавливается в исходном положении посредством датчика 30. Изделия, например, товары перемещаются между ограничительными планками 13, устанавливаемыми по ширине изделия. В месте перегрузки планка фиксируется вдоль конвейера таким образом, что последующее изделие удерживается концом планки от выпадания при сталкивании первого изделия (фиг. 6). После сброса изделия в тару 2 освобождается щторка 14. При этом датчик 16 выключает конвейер-накопитель изделий 9, который перемещает последующее изделие к щторке 14. Последняя, воздействуя на датчик 16, включает конвейер-накопитель изделий. Таким образом, следующее изделие подготавливается к перегрузке в тару. Предусмотрена блокировка, обеспечиваю щая остановку ветвей конвейера подачи тары при отсутствии изделия у шторки 14 и подходе тары 2 к датчику 15, что исключает прохождение тары без загрузки в нее товара. В каждом перегрузочном приспособлении предусмотрена возможность перестаноВ ки щторки 14, пластин 10 и планок 13. Расстояние между пластинами 10 устанавливается в соответствии с размерами изделия. Тара с товаром проходит далее мимо последовательно расположенных конвейеров-накопител-ей изделии 9. где аналогично происходит перегрузка разнородных изделий. На конвейеры-накопители изделия попалак т с фасовочных участков 27. Тара с уложенными в нее товарами проходит датчик 18 автоматического контроля скомплектованного заказа по суммарному весу изделий (фиг. 1). При некомплектности заказа система конвейеров автоматически отключается и дается сигнал. . После контроля тара с заказом поступает на разгрузочный конвейер 24, с которого заказы непрерывно снимаются и загружаются в контейнер 20. В. случае задержки при перегрузке заказов на разгрузочно.м конвейере может накапливаться определенное количество заказов. При переполнении разгрузочного конвейера 24 вся система автоматически отключается. Для удобства перегрузки заказов в контейнеры имеется подъемно-опускной стол 19 (фиг. 8). Проем над подъемно-опускным столом перекрывается автоматически запираемой дверцей 32, которая открываетсяпри подходе подъемпо-опускного стола 19 до уровня пола и воздействия его на дгтчпк 21. На подъемно-опускной стол 19-устапаг,1нвается контейнер 20, воздействуя n;i p.-Kiio.И)х е11ньп1 на нем датчик 21, после чего стол может вертика.Ы1() перемещаться до совпадения уровня ра31рузочного копBiHicpa с уровнем загружаемой по.гки контейнера, что обеспечивается путовыми датчиками 22. В представленной системе формирования заказов предусмотрены склизы, расположенные нетюсредственно около участков к()мплекта 1пи для y.Ui.iennH порожних ящиков из-под товаров. По склизам ящики попадают на горизонта.льньи конвейер 25 п наклонный конвейер 26, по.шюпшй ищики на загрузку в автотранспорт. Пспользование изобретения позволит расширить технолбгические возможности спстемы конвейеров для формирования заказов за счет формпрова1П1я одновременно заказов нескольких видов. Процесс формирования заказов полностью механизирован. Система нозволяет обеспечить высокую производительность, а именно, пропускную способность торгового предприятия, зпачительно сократить ручной труд, уменьшить потери товаров, исключить конфликтные ситу ации с потребителем путем осуп1еств,яения автоматической комплектации с последующим автоматическим контролем.
18§
IS I 2if
LSusiia
Гй
/ /:
ж:
J
27
7 /
/
01
Dl
i Яд
dfa Ж I
I
/ 74
JU.
T
2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2000 |
|
RU2184057C2 |
| Устройство для укладки бутылок в контейнеры | 1981 |
|
SU1027992A1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2001 |
|
RU2198831C2 |
| Устройство для укладки предметов в тару | 1980 |
|
SU912593A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ГОРОДСКОЙ КОМПЛЕКС И АВТОМАТИЗИРОВАННАЯ ПОДЗЕМНАЯ СИСТЕМА АДРЕСНОЙ ДОСТАВКИ ГРУЗОВ | 2013 |
|
RU2526202C1 |
| МАШИНА ДЛЯ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2000 |
|
RU2188146C2 |
| МАГАЗИН БЫСТРОГО ОБСЛУЖИВАНИЯ ПОКУПАТЕЛЕЙ НА АВТОМОБИЛЯХ | 2017 |
|
RU2665991C1 |
| Устройство для укладки штучных изделий в тару | 1986 |
|
SU1359201A1 |
| Установка для сушки табака в плотной массе | 1989 |
|
SU1630773A2 |
| Линия для подачи хлебобулочных изделий и их укладки на полки многоярусных контейнеров | 1989 |
|
SU1630746A1 |
1. СИСТЕМА КОНВЕЙЕРОВ ДЛЯ ФОРМИРОВАНИЯ ЗАКАЗОВ, содержащая конвейер подачи тары и расположенные вдоль него в поперечно.м направлении конвейеры-накопители изделий, оснащенные перегрузочными приспособлениями, отличающаяся тем, что, с целью расщирения технологически.х возможностей за счет одновременного набора различных заказов и .механизации процесса, конвейер подачи тары выполнен с разветвлениями и снабжен отсекателем и распределителем потока, каждый конвейер-накопитель изделий на участке перегрузочного приспособления размещен над ветвями конвейера подачи тары и снабжен регулируе.мым упором, при этом каждое перегрузочное приспособление представляет собой смонтированный над конвейером-накопите.тем изделий с возможностью установочного перемещения вдоль него на ширину разветвленного участка конвейера подачи тары толкатель с -направлением рабочего хода, поперечным направлению перемещения конвейера-накопителя изделий. 2.Система по п. 1, отличающаяся тем, что распределитель потока конвейера подачи тары выполнен в виде дугообразной направляющей, смонтированной на участке его разветвления с возможностью установочного перемещения между ветвями. 3.Система по п. 1, отличающаяся тем, что § (Л толкатель каждого перегрузочного приспособления выполнен в виде пары пластин, консольно установленных в продольном пазу траверсы, закрепленной концами на бесконечных приводных цепях. 4.Система по п. 1, отличающаяся тем, что на выходе ветвей конвейера подачи тары установлен подъемно-опускной стол, выполненный с возможностью шагового перемещения в вертикальной плоскости. 4 Х)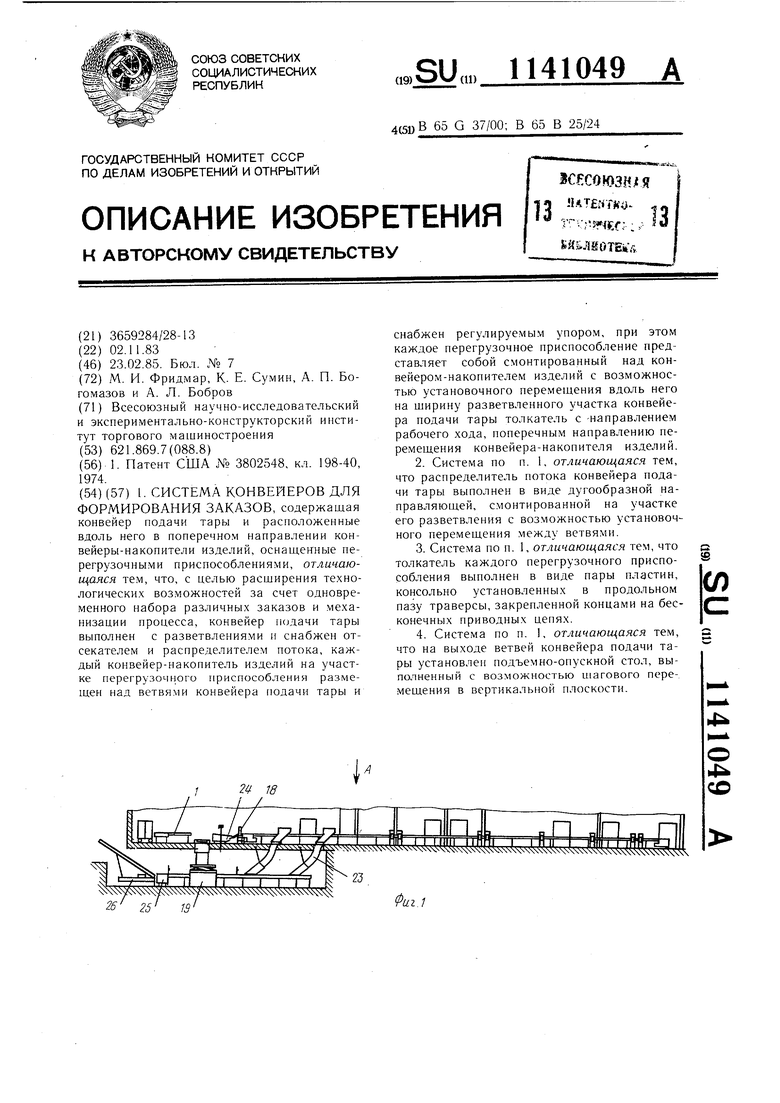
Фиг.
u.
ФагМ
Риг5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США М 3802548, кл | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
