Изобретение относится к средствам механизации группового укладывания штучных изделии в тару и может быть применено в консервном и рыбоконсервном производстве, например, для укладывания консервных банок в ящики. Изобретение может быть использовано и в других отраслях промышленности.
Известно устройство для укладки изделий в тару (проспект фирмы ФРГ "Lubeca Maschinen und Aniagen Gmbh.", с. 55-57), включающее ленточный конвейер, отсекатель, ряд параллельных накопителей и подъемно-опускной стол.
Однако это устройство имеет малую производительность, поскольку последовательные движения исполнительных органов увеличивают период рабочего цикла.
Известно также устройство для укладки цилиндрических изделий в тару, содержащее подающий транспортер, накопитель, снабженный отсекателем, подъемно-опускной стол и установленный ниже уровня накопителя толкатель изделий, выполненный с возможностью возвратно-поступательного перемещения (авт. св. СССР 1043070, опубл. в БИ 35/1983 - прототип). Данное устройство является средством того же назначения, что и предлагаемое изобретение.
Основным недостатком прототипа является большая длительность кинематического цикла, снижающая его производительность. Это обусловлено тем, что интервалы движения исполнительных органов устройства не совмещены во времени, а также необходимостью периодических остановок подъемно-опускного стола (в крайнем нижнем положении), поскольку движение последнего вверх возможно только после полного возвращения (после холостого хода) толкателя в исходное положение.
Производительность упомянутого прототипа можно представить выражением
где G - производительность устройства, изделий/мин;
z - число изделий в слое, например, z=3•4=12;
Т - период рабочего цикла, который для данного устройства равен кинематическому циклу;
τ1 - время вывода горизонтальной площадки из-под изделий и перемещение ее до упора (передача изделий на стол);
τ2 - время опускания стола со слоем изделий в обечайку;
τ3 - время сжатия слоя изделий в обечайке до соприкосновения рядов (образование в обечайке плотного слоя с шахматным расположением изделий);
τ4 - время передачи посредством толкателя уложенного слоя изделий вместе с обечайкой в контейнер;
τ5 - время опускания контейнера на высоту изделия;
τ6 - время возвращения толкателя (холостой ход) в исходное положение;
τ7 - время возвращения механизма загрузки в исходное положение;
τ8 - время движения подъемно-опускного стола вверх под горизонтальную площадку (холостой ход).
Из выражения (1) следует, что временные интервалы, составляющие период кинематического цикла устройства, выполняются в последовательности, при которой каждый исполнительный механизм (исполнительный орган) начинает свое движение только после окончания рабочего или холостого хода предыдущего механизма. Следовательно, в данном устройстве, частичное фазовое время каждого механизма равно времени движения предыдущего механизма. Это говорит о несовмещенной последовательности интервалов движения. При совмещении же интервалов движения любой пары последовательно функционирующих механизмов частичное фазовое время последующего (второго) механизма меньше времени движения предыдущего (первого) механизма. Поскольку период рабочего цикла равен сумме частичных фазовых времен исполнительных механизмов устройства, его длительность без совмещения интервалов движения будет больше, а производительность устройства соответственно меньше.
Кроме того, снижение производительности устройства обусловлено наличием в его рабочем цикле интервалов τ6 и τ7, которые предопределяют выстой подъемно-опускного стола в нижнем положении.
Многооперационностъ рабочего цикла также является одной из причин низкой производительности устройства. Если принять благоприятные условия, полагая, что каждая операция в рабочем цикле занимает лишь 1,5 с, то при схеме укладки 3•4 изделия в слое из выражения (1) получим
что почти в 2,5 раза меньше производительности автоматизированной рыбоконсервной линии.
Следовательно, прототип представляет собой устройство, которое, с одной стороны, отличается надежностью функционирования (нет индивидуальных органов для захвата изделий), с другой стороны, оно имеет низкую производительность. Совершенствование такого устройства заложено в возможности устранения указанного недостатка при сохранении высоких показателей надежности.
Задачей предлагаемого изобретения является уменьшение периода рабочего цикла и повышение производительности.
Решение поставленной задачи достигается тем, что машина для укладки изделий, содержащая подающий транспортер, питатель, состоящей из накопителя и формирователя слоя, механизм формирования комплекта, включающий выходное звено, и привод, снабжена устройством для опрокидывания комплекта, выходное звено механизма формирования комплекта выполнено с возможностью сложного движения, а формирователь слоя выполнен вилкообразным.
Механизм формирования комплекта выполнен в виде комбинированного механизма, включающего два ведущих кулачка с толкателями горизонтального и вертикального перемещения, связанными с выходным звеном.
Устройство для опрокидывания комплекта включает реечно-зубчатый механизм и опрокидыватель с осью, состоящий из Г-образных держателей, поворотного основания и дна, жестко соединенного с основанием.
Конец выходного звена выполнен в виде вилки для взаимодействия с формирователем, при этом свободный конец звена кинематически сопряжен с толкателем горизонтального перемещения, а средняя часть звена подвижно сопряжена с толкателем вертикального перемещения.
Пальцы вилки формирователя одним концом неподвижно состыкованы с накопителем, кроме того, каждый палец состоит из горизонтальной и вертикальной направляющих, причем горизонтальные направляющие расположены в одной плоскости, имеют сквозные вырезы для прохода пальцев вилки выходного звена и имеют на конце упоры для изделий.
Реечно-зубчатый механизм устройства для опрокидывания комплекта включает зубчатую рейку и шестерню, взаимодействующую с рейкой и жестко соединенную с осью опрокидывателя, при этом Г-образные держатели жестко соединены с упомянутой осью посредством основания.
Ось опрокидывателя установлена в подшипники, смонтированные на раме накопителя в концевой его части.
Заявляемая машина отличается от прототипа наличием новых конструктивных элементов и наличием иной связи между механизмами, составляющими устройство в целом. В отличие от прототипа предлагаемая машина оснащена устройством для опрокидывания комплекта, механизм формирования комплекта выполнен в виде комбинированного механизма, обеспечивающего сложное движение выходного звена, что упрощает процесс формирования комплекта. Предложенное устройство для опрокидывания комплекта упрощает перевод ящика с комплектом изделий из положения "дном вверх" в транспортное положение - "дном вниз". Выполнение формирователя слоя вилкообразным при вилкообразной концевой части выходного звена, взаимодействующей с формирователем, дает возможность вести образование комплекта непосредственно над формирователем. Это значительно уменьшает потери времени на процесс комплектообразования.
Использование кулачков в качестве ведущих звеньев механизма формирования комплекта позволяет обеспечить движение выходного звена по наиболее предпочтительному закону. Кроме того, при необходимости можно обеспечить горизонтальное и вертикальное перемещение выходного звена по одинаковым или разным законам движения.
Выполнение опрокидывателя в виде Г-образных держателей с поворотным основанием и дном обеспечивает надежный перевод ящика с комплектом изделий в транспортное положение.
Подвижное сопряжение выходного звена с толкателями горизонтального и вертикального движения позволяет обеспечить перемещение внутри упомянутого звена в вертикальной плоскости по сложной замкнутой траектории, необходимой для формирования комплекта. Выполнение конца выходного звена в виде вилки дает возможность пальцам вилки свободно проходить через сквозные вырезы в горизонтальных направляющих формирователя при снятии с него слоя изделий и образовании комплекта.
Пальцы формирователя имеют консольное крепление относительно концевой части накопителя. Этим обеспечивается бесконтактное прохождение пальцев вилки выходного звена через формирователь при движении выходного звена снизу вверх и подъеме изделий. Упоры на свободных концах пальцев формирователя исключают возможность выхода изделий за пределы формирователя при образовании слоя. Кроме того, в упоры вмонтированы микровыключатели (датчики наличия изделий на формирователе), сблокированные системой автоматического управления с приводом машины.
Использование реечно-зубчатого механизма в качестве передаточного механизма для опрокидывателя обеспечивает простоту кинематической цепи устройства для опрокидывания комплекта.
Компоновка опрокидывателя в концевой части накопителя предельно сокращает расстояние между позициями формирования комплекта и опрокидывания. В результате, уменьшается время на передачу ящика с комплектом изделий из одной позиции в другую, а следовательно, и период рабочего цикла.
Предложенные конструктивные элементы, их кинематическая связь и совмещение циклов позволяют при высокой надежности машины уменьшить период рабочего цикла и повысить производительность.
Предлагаемая машина для укладки изделий в тару поясняется чертежами.
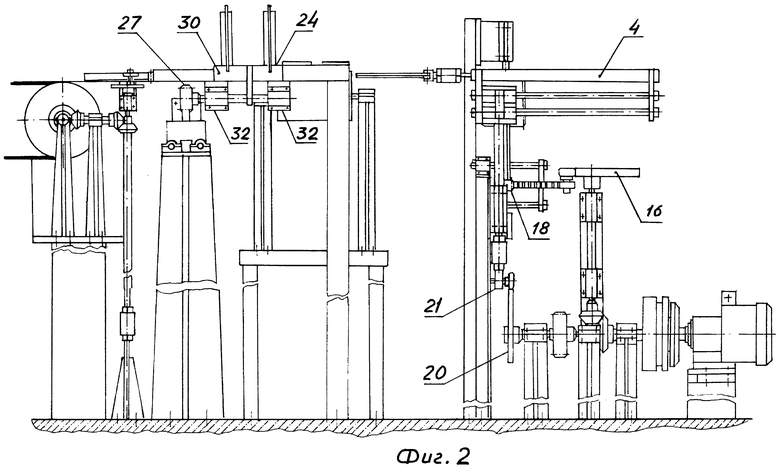
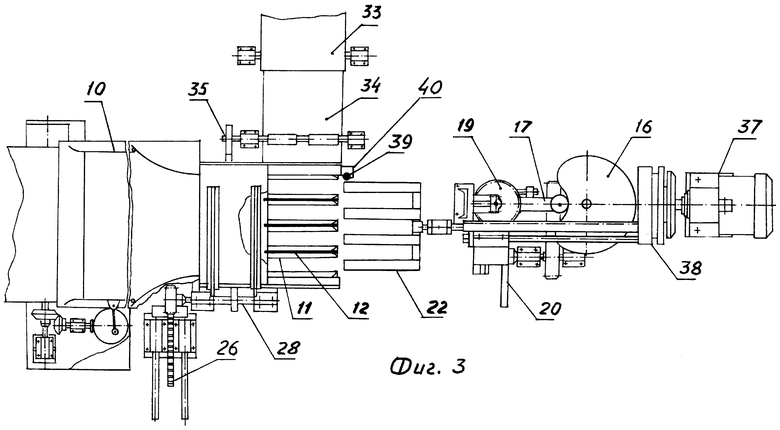
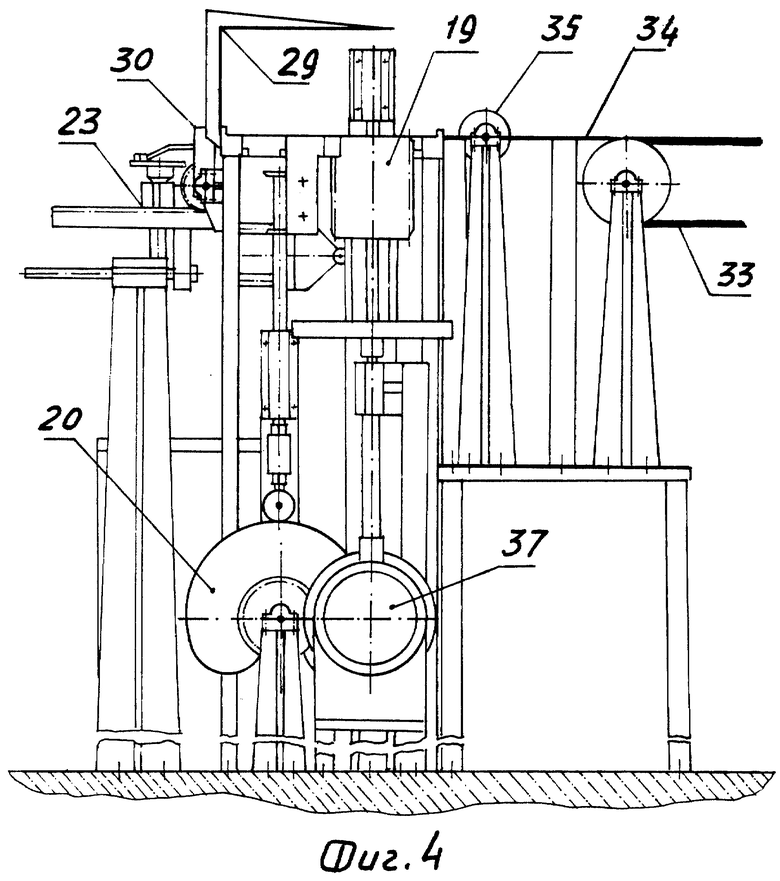
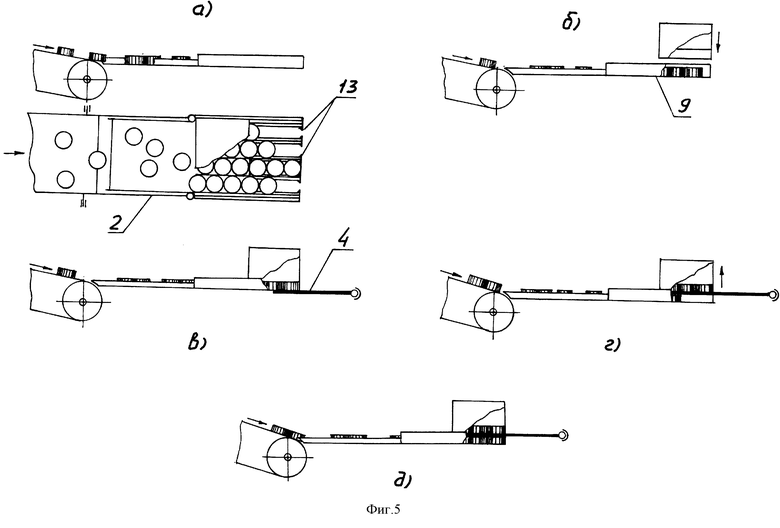
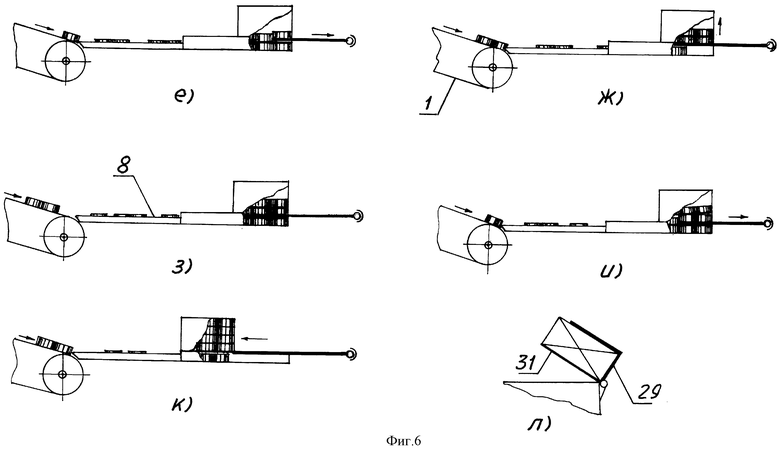
На фиг.1 (а, б, в) изображена кинематическая схема устройства; на фиг.2 - устройство, вид спереди; на фиг.3 - то же, вид сверху; на фиг.4 - то же, вид сбоку; на фиг.5 - схема технологического процесса укладки изделий в тару (фрагменты а, б, в, г, д); на фиг.6 - то же (фрагменты е, ж, з, и, к, л).
Машина содержит подающий транспортер 1, питатель 2, механизм 3 формирования комплекта с выходным звеном 4, устройство 5 для опрокидывания комплекта, приспособление 6 для подачи прокладок и привод 7.
Питатель 2 включает накопитель 8, формирователь 9 и ворошитель 10.
Накопитель 8 выполнен в виде неподвижного стола с полированной плоской рабочей поверхностью. Один конец стола состыкован с подающим транспортером 1, другой - с формирователем 9, при этом концевая часть накопителя со стороны формирователя имеет прорези (на чертеже не показаны) для соединения накопителя с формирователем.
Формирователь 9 выполнен в виде вилки, соседние пальцы которой образуют "ручьи" для изделий. Каждый палец формирователя состоит из двух перпендикулярно расположенных одна относительно другой направляющих горизонтальной 11 и вертикальной 12, при этом рабочие поверхности направляющих 11 всех пальцев формирователя расположены в одной горизонтальной плоскости, а в теле направляющих имеются сквозные вырезы для прохода пальцев вилки выходного звена 4 механизма 3 формирования комплекта. На свободных концах пальцев вилки формирователя 9 закреплены упоры 13 для изделий. В одном из упоров в каждом "ручье" вмонтирован датчик наличия изделий (на чертежах не обозначены). Датчики всех "ручьев" формирователя сблокированы системой автоматического управления с приводом машины.
Механизм 3 формирования комплекта выполнен в виде совокупности, состоящей из кулачковых механизмов 14 и 15 и выходного звена 4. Механизм 14 включает ведущий кулачок 16 и толкатель 17 горизонтального перемещения, который выполнен в виде зубчатой рейки и посредством зубчатых колес 18 и 19 сопряжен с концевой частью выходного звена 4, имеющей зубья. Механизм 15 включает ведущий кулачок 20 и толкатель 21 вертикального перемещения, свободный конец которого подвижно сопряжен с выходным звеном 4 в средней его части. Выходное звено 4 снабжено вилкой 22 для взаимодействия с формирователем 9, при этом число пальцев вилки равно числу "ручьев" формирователя, а плоскость вертикального перемещения каждого пальца вилки совмещена со средней линией сквозного выреза в горизонтальной направляющей 11 соответствующего "ручья".
Устройство 5 для опрокидывания комплекта содержит реечно-зубчатый механизм 23, опрокидыватель 24 и рольган (транспортер) 25 для отвода наполненной тары. Механизм 23 включает зубчатую рейку 26 и шестерню 27, взаимодействующую с рейкой и жестко соединенную с горизонтальной осью 28 поворота опрокидывателя 24. Опрокидыватель 24 состоит из Г-образных держателей 29, укрепленных на поворотном основании 30, и дна 31, жестко соединенного с основанием, при этом основание укреплено на оси 28, которая установлена в подшипниках 32, смонтированных на раме накопителя 8 в концевой его части.
Приспособление 6 для подачи прокладок содержит транспортер 33 перемещения прокладок в позицию формирования комплекта, столик 34, расположенный между транспортером и формирователем 9, и механизм 35 для передачи прокладок со столика на слой изделий. Выходное звено механизма 35 выполнено в виде валика 36, совершающего вращательное и подъемно-опускное движение. В боковине формирователя 9, обращенной к транспортеру 33, на уровне столика 34 выполнена сквозная щель (на чертежах не обозначена) для прохода прокладки со столика на слой изделий.
Привод 7 машины содержит мотор-редуктор 37, электромагнитную муфту 38 и систему зубчатых колес.
Автоматика машины обеспечивает ряд блокировок:
- машина может быть включена в действие только при работающем подающем транспортере 1;
- выходное звено 4 механизма 3 формирования комплекта может снять изделия с формирователя 9 только при наличии в слое полного количества изделий;
- снятие слоя изделий с формирователя 9 возможно только при наличии ящика в позиции формирования комплекта;
- выдача картонной прокладки обеспечивается на все слои изделий, кроме первого;
- поворот опрокидывателя 24 осуществляется только после подачи в него ящика с комплектом изделий.
Для исключения остановки механизма 3 формирования комплекта в интервале образования полного слоя изделий на формирователе 9, т.е. до замыкания цепи датчиков наличия изделий на формирователе, предусмотрен микровыключатель 39, нормально замкнутые контакты которого соединены параллельно с контактами датчиков наличия изделий. Микровыключатель 39 вмонтирован в неподвижный упор 40, периодически взаимодействующий с выступом (на чертеже не обозначен) на основании вилки 22 механизма 3 формирования комплекта.
Муфта 38 блокируется двумя конечными микровыключателями: контроля наличия ящика в позиции формирования комплекта (над формирователем) и контроля наличия прокладки на столике 34. Кроме того, муфта 38 блокируется датчиками наличия изделий на формирователе 9 и микровыключателем 39, взаимодействующим с упором 40.
Рейка 26 функционирует посредством передаточного механизма (на чертежах не показан) путем отбора мощности мотор-редуктора 37. При наличии централизованной пневмосистемы для привода рейки может быть использован пневмоцилиндр.
Для обеспечения жесткости и прямоугольности ящика в плане, перед установкой последнего в позицию формирования комплекта, внутрь ящика подается обечайка, выполненная из тонколистового жесткого материала. Обечайка представляет собой прямоугольный пустотелый корпус (емкость), состоящий из четырех боковин, без дна и без крышки. Обечайка снабжена двумя фланцами, укрепленными снаружи корпуса на кромках противоположных боковин.
Машина работает следующим образом.
Предварительно включаются в работу подающий транспортер 1 и ворошитель 10, опрокидыватель 24 и выходное звено 4 механизма 3 формирования комплекта устанавливаются в исходное положение, а на формирователь 9 устанавливают пустой ящик в положение "дном вверх" с предварительно вставленной в него обечайкой. После образования полного слоя изделий на формирователе 9 включается в работу привод 7, обеспечивающий функционирование машины. Образование слоя изделий завершается замыканием контактов датчиков наличия изделий в "ручьях" формирователя, после этого выходное звено 4 совершает свой рабочий ход. При движении звена снизу вверх пальцы вилки 22, проходя между пальцами формирователя, захватывают изделия и подают их в ящик. Поднятый слой изделий удерживается пальцами вилки в течение времени образования нового слоя изделий на формирователе, при этом транспортером 33 на столик 34 подается прокладка. По окончании образования нового слоя изделий на формирователе вращающийся валик 36 механизма 35 опускается и, взаимодействуя с прокладкой, выдает ее через щель в боковине вилки формирователя 9 на слой изделий.
После выдачи прокладки на слой изделий выходное звено 4 выполняет холостой ход, совершая прямолинейное движение в горизонтальной плоскости до выхода вилки 22 из позиции формирования комплекта, при этом ранее сформированный слой изделий оказывается на прокладке. Выходное звено 4 с вилкой 22 в периоде кинематического цикла механизма 3 совершает движение по замкнутой траектории, имеющей прямолинейные участки: вертикальный - при рабочем ходе и горизонтальный - при холостом ходе.
При очередном рабочем ходе выходного звена 4 в ящике оказывается два слоя изделий, при этом формируется новый (третий) слой изделий на формирователе 9, на который выдается прокладка. Последующие слои изделий в комплекте образуются в порядке, аналогично рассмотренному. После наполнения ящика, т. е. после образования комплекта из заданного числа слоев изделий, наполненный ящик вместе с обечайкой выдается на дно 31 под держатели 29 опрокидывателя 24.
Посредством реечно-зубчатого механизма 23 опрокидыватель 24 осуществляет поворот наполненного ящика на 180o, переводя его в транспортное положение, ящик устанавливается на отводящий рольганг "дном вниз". Далее, из ящика извлекают обечайку, закрывают клапана и подают его в позицию оклейки или обвязки.
Если окажется, что при подходе пальцев вилки 22 выходного звена 4 к формирователю 9 образован не полный слой изделий, то размыкание контактов микровыключателя 39 (при разомкнутой цепи датчиков наличия изделий на формирователе) приведет посредством электромагнитной муфты 38 к остановке выходного звена. По окончании образования полного слоя изделий на формирователе контакты датчиков наличия изделий замыкаются, и машина автоматически включается в работу. При отсутствии ящика в позиции формирования комплекта контакты датчика наличия ящика, которые соединены последовательно с контактами датчиков наличия изделий на формирователе, оказываются разомкнутыми, поэтому выходное звено 4 выстаивает, не совершая рабочего хода (движения вверх). Такая блокировка обеспечивается при размыкании контактов микровыключателя 39 даже в случае полного слоя изделий на формирователе.
Аналогично выключателю 39 на работу машины оказывает влияние датчик наличия прокладки на столике 34, нормально замкнутые контакты которого соединены параллельно с контактами датчиков наличия изделий на формирователе 9. Контакты упомянутого датчика размыкаются при воздействии на него валика 36 через картонную прокладку. При этом, если слой изделий на формирователе не сформирован, вращение валика 36 посредством муфты привода механизма 35 прекращается и прокладка не выдается на слой изделий. Прокладка выдается на все слои изделий, кроме первого, поэтому, для взаимодействия валика 36 с датчиком при отсутствии прокладки на столике 34 после формирования первого слоя изделий механизм 35 обеспечивает опускное движение валика с шагом, увеличенным на толщину прокладки.
Реечно-зубчатый механизм 23 устройства 5 для опрокидывания комплекта включается в работу после подачи наполненного ящика в позицию опрокидывания, который замыкает контакты микровыключателя наличия ящика в опрокидывателе 24 и разблокирует кнопку пуска в цепи привода устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2001 |
|
RU2198831C2 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 1993 |
|
RU2086481C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2000 |
|
RU2184057C2 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УКЛАДКИ ИЗДЕЛИЙ | 1996 |
|
RU2142391C1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УКЛАДКИ ПРЕДМЕТОВ | 2001 |
|
RU2220888C2 |
| МАШИНА ДЛЯ УКЛАДКИ В ТАРУ ШТУЧНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2085451C1 |
| МАШИНА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 1994 |
|
RU2118274C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2151087C1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ШТУЧНЫХ ПРЕДМЕТОВ | 1996 |
|
RU2143384C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 1996 |
|
RU2146212C1 |
Изобретение относится к средствам механизации группового укладывания штучных объектов в тару, например консервных банок в ящики. Машина содержит подающий транспортер, питатель, механизм формирования комплекта с выходным звеном, устройство для опрокидывания комплекта, приспособление для подачи прокладок и привод. Питатель включает накопитель, формирователь и ворошитель. Механизм формирования комплекта выполнен в виде совокупности, состоящей из кулачковых механизмов и выходного звена. Выходное звено снабжено вилкой для взаимодействия с формирователем. Устройство для опрокидывания комплекта содержит реечно-зубчатый механизм, опрокидыватель, поворотное основание и дно. Изобретение позволяет повысить производительность за счет уменьшения периода рабочего цикла. 6 з.п. ф-лы, 6 ил.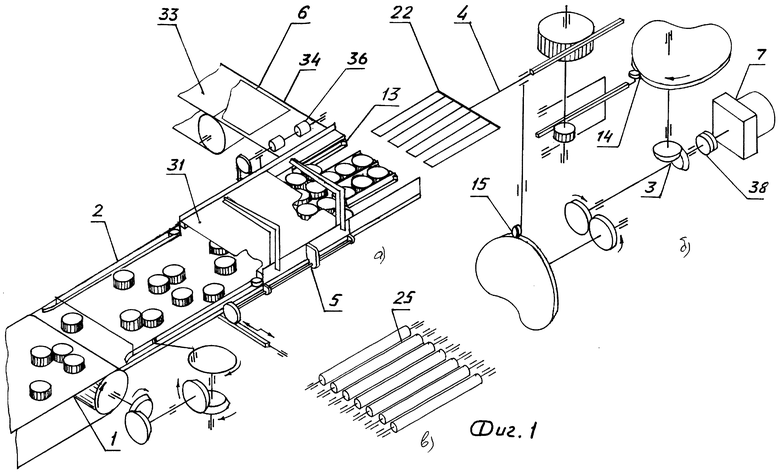
| МАШИНА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 1994 |
|
RU2118274C1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 1993 |
|
RU2086481C1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |

