Известные установки для непрерывной отливки одновременно нескольких параллельных заготовок из металлов и сплавов имеют весьма большие габариты.
Для устранения указанного недостатка предлагается, согласно изобретению, выполнять устройство, ведущее заготовки, из нескольких пар расположенных друг под другом валков, калибровка каждой пары которых обеспечивает контакт только с одной из заготовок.
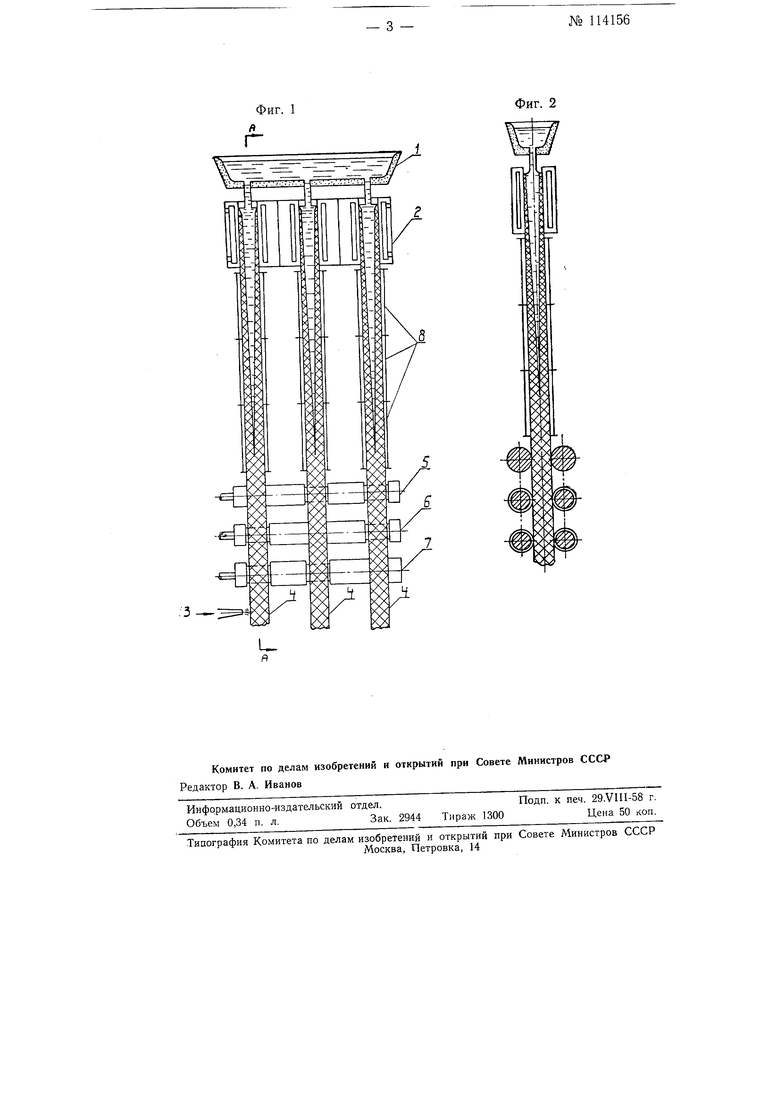
На фиг. 1 изображена схема предлагаемой установки; на фиг. 2 - разрез по АА на фиг. 1.
Установка содержит разливочное устройство /, кристаллизаторы 2, устройство 3 для резки заготовок 4 и устройство для их уборки.
Для ведения параллельных заготовок установлено несколько пар валков 5,6 W. 7, расположенных одна под другой. Число пар ведущих валков должно быть не меньше числа ведомых ими заготовок. Расстояние между противоположными .подшипниками каждого валка должно быть достаточным для того, чтобы пропустить через них все параллельно наращиваемые заготовки. Каждую заготовку ведёт по крайней мере одна пара валков, имеющих на участке соприкосновения с этой заготовкой больший диаметр бочек, чем на участках находящихся против других параллельно наращиваемых заготовках данного ряда. Все остальные заготовки, кроме ведомой данной парой валков, проходят через последние без соприкосновения с ними. Необходимое давление каждой пары валков на соответствующую ведомую ими заготовку обеспечивается пружинами, противовесами, гидравлической системой или другими механизмами.
Для каждой пары или группы валков, ведущих соответствующую им заготовку, устанавливаются самостоятельные приводы благодаря чему движение каждой заготовки осуществляется с требуемым изменением скорости, независимо от движения остальных заготовок.
Для вторичного охлаждения заготовок установка снабжена приспособлением 5, расположенным между
кристаллизаторами и устройством для разрезки заготовок и выполненным в виде полых, охлаждаемых водой металлических пластин, прижимаемых при помощи пружин, противовесов или других механизмов к заготовке.
Предмет изобретения
1. Установка для непрерывной отливки одновременно нескольких параллельных заготовок из металлов и сплавов, отличающаяся тем, что, с целью сокращения габаритов Зстановки, устройство, ведущее заготовки, выполнено из нескольких пар расположенных друг под другом валков, калибровка каждой пары которых обеспечивает контакт только с одной из заготовок.
2.Установка по п. 1, отличающаяся тем, что, с целью обеспечения движения каждой заготовки независимо от движения остальных параллельных заготовок, для каждой пары или группы валков, ведущих одну из параллельных заготовок, установлен самостоятельный привод.
3.Установка по пп. 1 и 2, о т л ичающаяся тем, что, устройство для вторичного охлаждения выполнено в виде полых, охлаждаемых водой пластин, прижимаемых к заготовке.
/3 -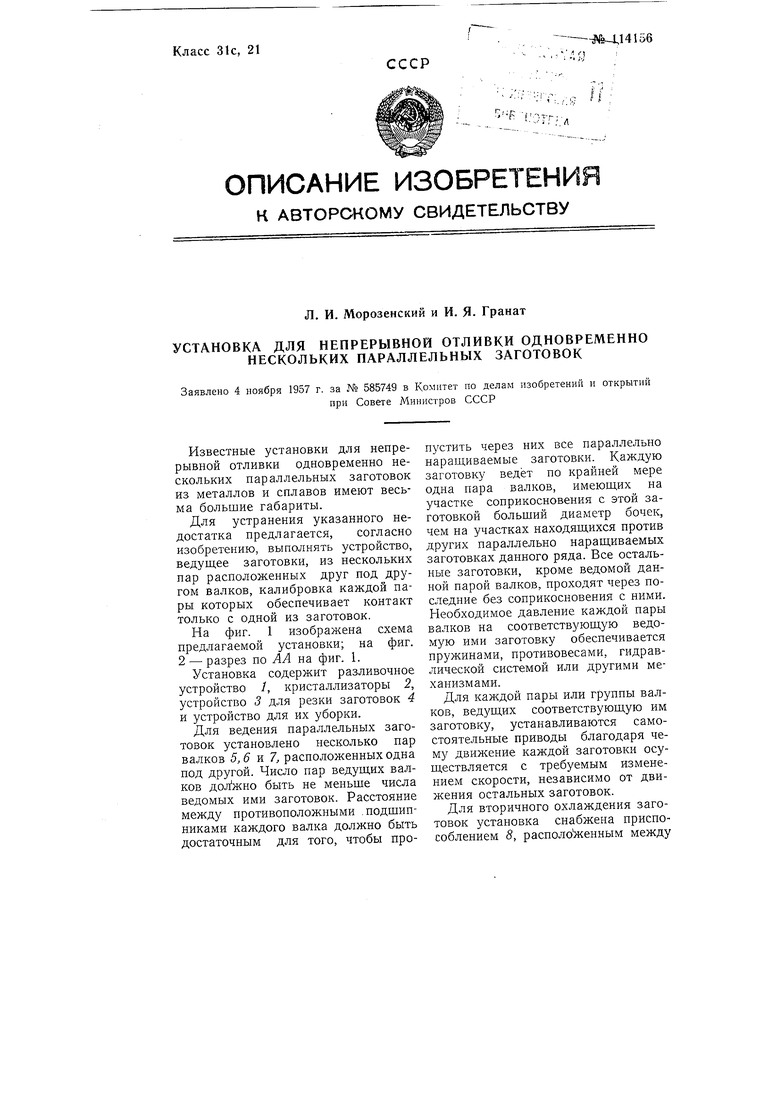
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывной разливки металла | 1957 |
|
SU121913A1 |
| Способ непрерывной отливки полых изделий | 1945 |
|
SU74709A1 |
| Способ разливки металла | 1960 |
|
SU129802A1 |
| Способ поточной периодической отливки заготовок из стали и других металлов | 1960 |
|
SU144264A1 |
| Способ непрерывкой отливки металлических изделий | 1945 |
|
SU75845A1 |
| Способ и приспособление для определения линейной скорости направленной кристаллизации металлов и сплавов | 1934 |
|
SU46384A1 |
| Устройство для перемешивания и частичного нагрева металла в мартеновской печи | 1934 |
|
SU48407A1 |
| Устройство для сварки трением | 1989 |
|
SU1829990A3 |
| ЧЕРНОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2014 |
|
RU2591887C2 |
| УНИВЕРСАЛЬНЫЙ ПРИВОД ДЕРЕВООБРАБАТЫВАЮЩИХ УСТРОЙСТВ | 2005 |
|
RU2278022C1 |