Заявляемый объект относится к обработке металлов давлением, к прокатке профилей с высокой степенью обжатия и может быть использован для черновой прокатки непрерывнолитых заготовок.
Наиболее близким по совокупности признаков к заявляемому объекту является выбранная в качестве прототипа черновая прокатная клеть, содержащая станину, в которой на валах установлены приводные валки с четырьмя зубьями (описание изобретения «Черновой блок прокатных клетей» к авторскому свидетельству №1830766, МКИ В21В 1/12, В21В 31/08, опубликовано 20.02.1996).
У заявляемого объекта и прототипа совпадают следующие существенные признаки. Оба устройства содержат станину, в которой на валах установлены приводные валки с четырьмя зубьями.
Анализ технических свойств прототипа, обусловленных его признаками, показывает, что получению ожидаемого технического результата при использовании прототипа препятствуют следующие причины. Во время поворота валков с зубьями известной формы металл между зубьями деформируется неравномерно, верхний и нижний валки испытывают разные по величине и направлению моменты прокатки и, соответственно, разные усилия скручивания валов. За полный оборот валков, соотношение моментов и величина скручивания рабочих валков относительно друг друга меняется четыре раза. При установке волнистых валков в традиционную прокатную клеть с шпинделями, шестеренной клетью и электродвигателем, шпинделя испытывают значительные крутящие моменты, что не позволяет существенно увеличить степень обжатия заготовки за один проход. Скручивание шпинделей относительно друг друга приводит к повороту одного рабочего валка относительно другого валка и, тем самым, меняется зазор в очаге деформации валков и, как следствие, изменяется толщина выходящей из очага деформации полосы. При существующей форме зубьев на приводных валках и возникновении больших скручивающих усилий на не синхронизированных валах невозможно передать большие крутящие моменты для обеспечения высоких степеней обжатия заготовки и при этом ухудшается качество прокатанной заготовки за счет отсутствия постоянного зазора между элементами валков в процессе прокатки заготовки.
В основу заявляемого объекта поставлена задача создать такую черновую прокатную клеть, в которой усовершенствование путем введения новых элементов позволило бы при использовании заявляемого объекта обеспечить повышение степени обжатия заготовки и улучшение качества готовой продукции при высокой степени обжатия прокатываемой заготовки.
Суть заявляемого объекта, заключается в следующем. Черновая прокатная клеть содержит станину, в которой на валах установлены приводные валки с четырьмя зубьями. Отличительной особенностью заявляемого объекта является следующее. Зубья на приводных валках выполнены с эвольвентным профилем со скругленными вершинами и скругленными впадинами. Валы приводных валков по обе стороны станины сопряжены между собой шестернями для синхронного поворота валков. При этом приводы валков выполнены в виде расположенных по обе стороны станины двух пар электродвигателей, ведущие шестерни которых расположены по обе стороны закрепленных на соответствующем валу ведомых шестерней.
В частном случае выполнения заявляемая клеть отличается тем, что:
- по крайней мере один валок выполнен с зубьями разной высоты для обеспечения разной степени деформации по длине прокатываемой заготовки;
- по крайней мере на одном валке зубья выполнены с разной высотой, отличающейся на 5-50%.
- по крайней мере один валок выполнен с зубьями, высота которых последовательно уменьшается на 5-30%.
Граничные значения изменения высот зубьев на приводных валках определены экспериментально.
Регулировка зазора между рабочими валками в пределах 10% от прокатываемой толщины заготовки может осуществляться с использованием для перемещения верхнего валка нажимных винтов. При необходимости прокатывать полосы различной толщины меняют синхронизирующие шестерни на валах или устанавливают прокатные валки с другим катающим диаметром и другим размером зубьев.
При использовании заявляемой черновой прокатной клети ожидается достижение технического результата, заключающегося в обеспечении повышения степени обжатия заготовки и улучшение качества готовой продукции при высокой степени обжатия прокатываемой заготовки.
Кроме того, обеспечивается достижение дополнительного технического эффекта заключающегося в расширении технологических возможностей черновой прокатной клети за счет создания ее валками деформации как при ковке или как при испытании металлов на пластичность.
Между совокупностью существенных признаков заявляемого объекта и достигаемым техническим результатом имеется следующая причинно-следственная связь. Выполнение зубьев на приводных валках с эвольвентным профилем, со скругленными вершинами и скругленными впадинами, сопряжение валов приводных валков по обе стороны станины между собой шестернями для синхронного поворота валков, выполнение приводов валков в виде расположенных по обе стороны станины двух пар электродвигателей, ведущие шестерни которых расположены по обе стороны закрепленных на соответствующем валу ведомых шестерней, обеспечивает оптимальную последовательную равномерную деформацию металла по всей поверхности взаимодействующих зубьев приводных валков при эвольвентном зацеплении через прокатываемый металл и при синхронном повороте валков в процессе передачи большого крутящего момента на каждый валок в отдельности для обеспечения высоких степеней обжатия заготовки и обеспечения постоянства зазора между элементами валков при плавном изгибе заготовки в процессе ее прокатки и, следовательно, высокого качество прокатанной заготовки. Установка двух пар одинаковых шестерен на валки с внешних сторон клети не позволяет валкам скручиваться относительно друг друга. Это обеспечивает постоянство зазора между зубьями рабочих валков при вращении и деформации металла и, соответственно, обеспечивает постоянство толщины полосы. Установка попарно с каждой стороны станины электродвигателей к каждому валку позволяет разделить общий крутящий момент прокатки на четыре момента и, тем самым, добиться компактности клети. Крутящий момент от электродвигателей передается непосредственно к рабочим валкам, минуя шпиндели и шестеренные клети. При такой компоновке заявляемой клети площадь уменьшается, по меньшей мере, в два раза. В заявляемой клети каждый рабочий валок приводится во вращение с двух сторон, что обеспечивает равномерную передачу крутящего момента к деформируемому металлу. Эти крутящие моменты действуют с двух сторон рабочей части прокатного валка. Опасным сечением является переходная часть от рабочей части валка к оси валка. В заявляемой клети крутящий момент теперь действует с двух сторон рабочей части валка, и опасными сечениями уже являются два переходных сечения, при этом момент, скручивающий рабочую часть валка, действует на каждое сечение с величиной, в два раза меньшей величины общего момента, действующего на валок. В опасном сечении действует в два раза меньший момент. Критическое сечение на валке будет меньше, что также позволяет изготавливать рабочий валок меньшего размера и тем самым уменьшить габариты самой клети.
Выполнение в частном случае по крайней мере одного валка с зубьями разной высоты позволяет расширить технологические возможности прокатной клети за счет обеспечения разной степени деформации по длине прокатываемой заготовки.
Выполнение в частном случае в заявляемой клети по крайней мере на одном валке зубьев с разной высотой, отличающейся на 5-50%, позволяет обеспечить разную переменную степень деформации по длине прокатываемой заготовки и использовать эффект ковки при повторной прокатке для повышения качества прокатываемой заготовки и при испытании образцов на пластичность.
Кроме того, выполнение по крайней мере одного валка с зубьями, высота которых последовательно уменьшается на 5-30%, позволяет создавать различные степени деформации по длине заготовки, как при испытании металлов на пластичность.
При выплавке прецизионных сплавов технологическими инструкциями предусмотрено брать пробы металла на ковкость. Перед выпуском металл заливается в пробник, затем отливка вынимается из пробника и куется на квадрат или пластину. Если пробник куется с трещинами, к плавке добавляют требуемые присадки и только после этого сливают металл в изложницы. Если металл куется без трещин, то плавку сразу сливают в изложницы. Для ковки пробника необходим ковочный молот. Но на минизаводах этого молота нет. Поэтому ковочная функция для черновой прокатной клети является целесообразной.
Сущность заявляемой черновой прокатной клети поясняется иллюстрирующими материалами, на которых схематично изображено:
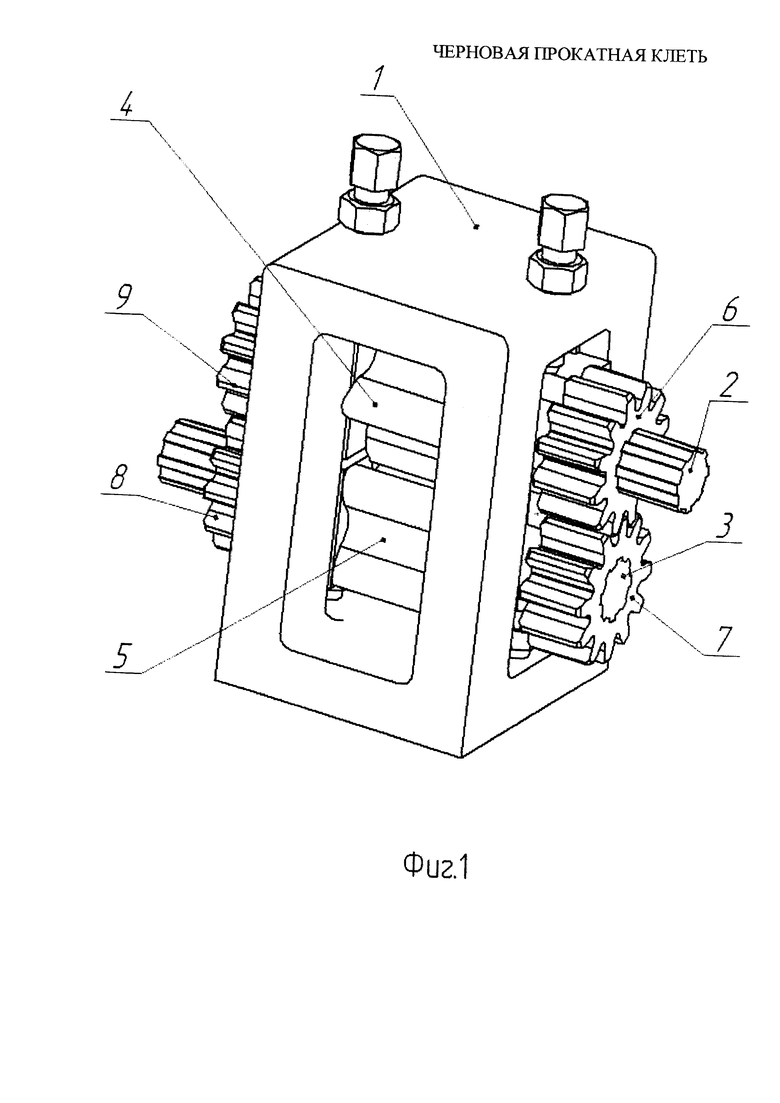
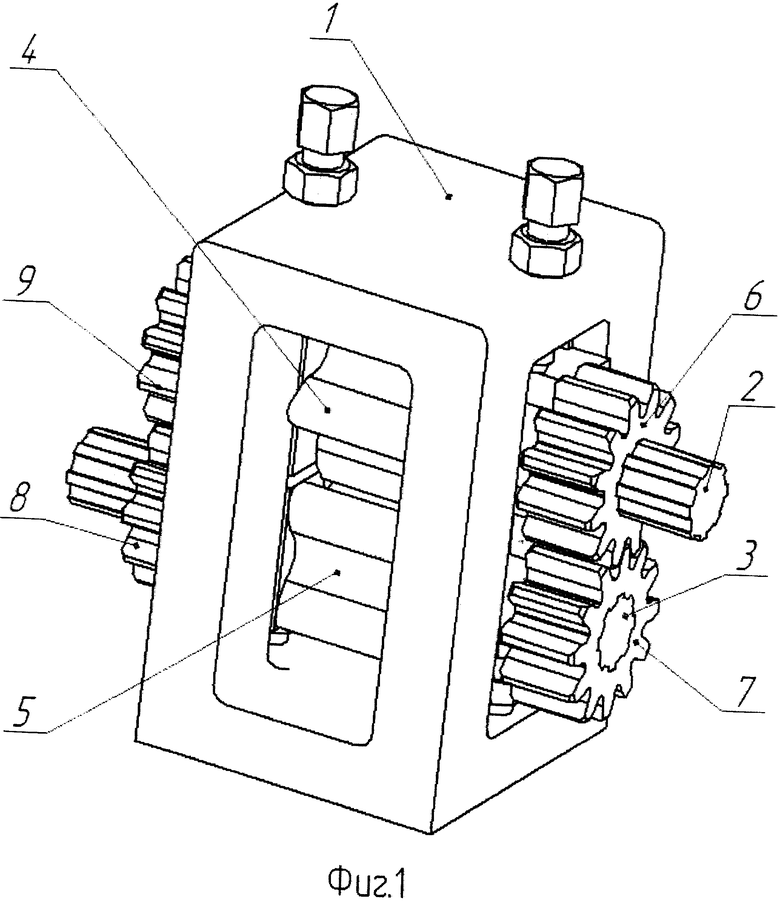
- на Фиг. 1 - вид на клеть спереди;
- на Фиг. 2 - вид на клеть сверху;
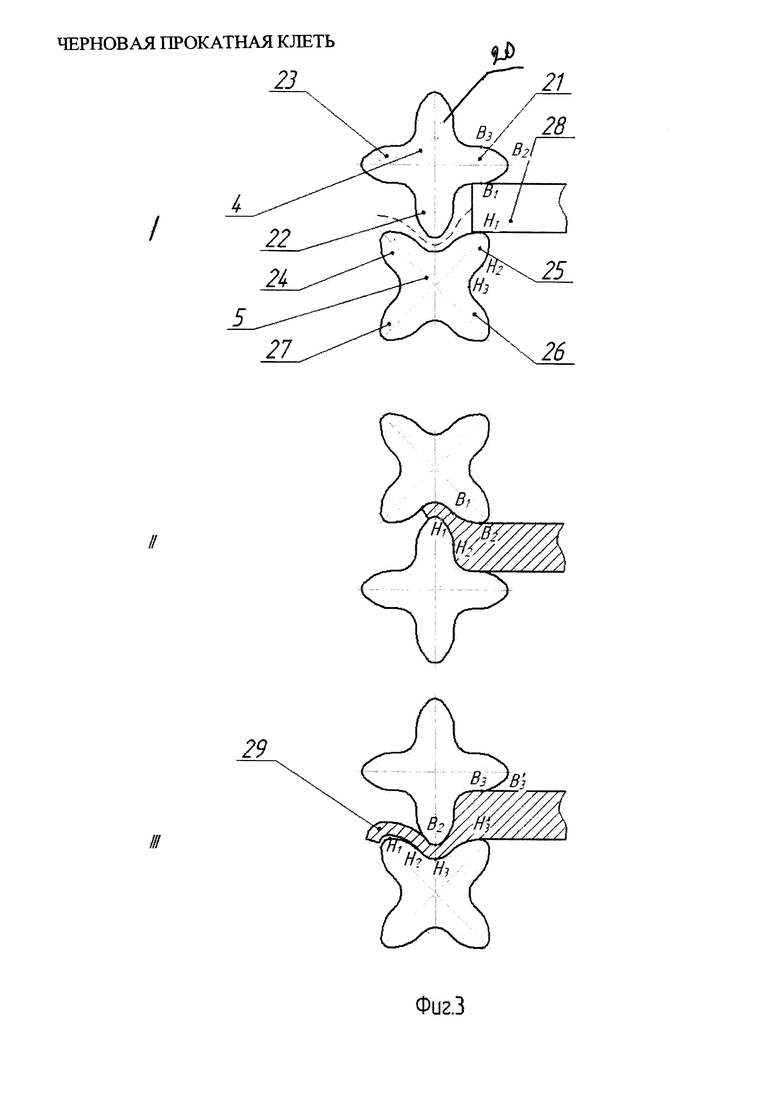
- на Фиг. 3 - схема начала прокатки заготовки.
На представленных иллюстрирующих материалах использованы следующие обозначения.
1 - станина;
2 - вал;
3 - вал;
4 - валок;
5 - валок;
6 - шестерня;
7 - шестерня;
8 - шестерня;
9 - шестерня;
10 - электродвигатель;
11 - электродвигатель;
12 - электродвигатель;
13 - электродвигатель;
14 - ведущая шестерня;
15 - ведущая шестерня;
16 - ведомая шестерня;
17 - ведущая шестерня;
18 - ведущая шестерня;
19 - ведомая шестерня;
20 - зуб на валке 4;
21 - зуб на валке 4;
22 - зуб на валке 4;
23 - зуб на валке 4;
24 - зуб на валке 5;
25 - зуб на валке 5;
26 - зуб на валке 5;
27 - зуб на валке 5;
28 - заготовка;
29 - раскат.
В конкретном примере выполнения черновая прокатная клеть содержит станину 1, в которой на валах 2 и 3 установлены приводные валки 4 и 5 с четырьмя зубьями. Зубья на валках 4 и 5 выполнены с эвольвентным профилем со скругленными вершинами и скругленными впадинами. Валы 2 и 3 по обе стороны станины сопряжены между собой двумя парами шестерен 6 и 7, 8 и 9 для синхронного поворота валков 4 и 5. При этом приводы валков 4 и 5 выполнены в виде расположенных по обе стороны станины двух пар электродвигателей 10 и 11, 12 и 13. Ведущие шестерни 14 и 15 электродвигателей 10 и 11 расположены по обе стороны закрепленной на валу 2 ведомой шестерни 16, а ведущие шестерни 17 и 18 электродвигателей 12 и 13 расположены по обе стороны закрепленной на валу 3 ведомой шестерни 19. При изготовлении рабочих валков 4 и 5 с зубьями необходимо учитывать, что линией эвольвентного зацепления зубьев 20-27 является середина прокатываемой заготовки, расположенная между зубьями.
В конкретном примере черновая прокатная клеть работает следующим образом. Электродвигателями 10-13 через ведущие шестерни 14 и 15, 17 и 18 и ведомые шестерни 16 и 19 валки 4 и 5 поворачивают до положения, когда зуб 21 верхнего валка 4 занимает горизонтальное положение (Фиг. 3). При этом зуб 25 нижнего валка 5, синхронизированного с верхнем валком 4 шестернями 6-9, занимает положение под 45° к горизонтальной оси. Такой раствор валков наиболее оптимален для захвата заготовки. В этот раствор валков устанавливают заготовку 28, нагретую до 1000-1200°С, и после включения электродвигателей 10-13 и реализуется процесс интенсивной деформации заготовки 28 между зубьями 20-27 в валках 4 и 5 в раскат 29. При этом прокатываемый металл последовательно равномерно деформируется по всей эвольвентной поверхности взаимодействующих зубьев 20-27 приводных валков 4 и 5 при эвольвентном зацепление через прокатываемый металл и при синхронном повороте валков 4 и 5 в процессе передачи большого крутящего момента на каждый валок в отдельности, для обеспечения высоких степеней обжатия заготовки. В процессе прокатки заготовки взаимное положение валков 4 и 5 не меняется и зазор между зубьями валков остается постоянным, что обуславливает высокое качество раската. Степень обжатия заготовки составляет 50-90% за проход.
Если, например, верхний валок 4 выполнить с зубьями разной высоты, например, высота зуба 21 меньше, чем высота остальных зубьев 20, 22 и 23, то при прокатке заготовки в валках 4 и 5 будет обеспечена разная степень деформации по длине прокатываемой заготовки. Получится периодический профиль с периодически изменяемой толщиной.
Если, например, в верхнем валке 4 соседние зубья выполнить с разной высотой, например, высота зубьев 21 и 23 на 50% будет меньше высоты зубьев 20 и 22, то при прокатке заготовки в валках 4 и 5 будет обеспечена переменная степень деформации по длине прокатываемой заготовки, что позволяет использовать эффект ковки при повторной прокатке для повышения механических свойств раската.
Если, например, верхний валок 4 выполнить с зубьями, высота которых последовательно уменьшается, например, высота зуба 21 на 30% меньше высоты зуба 20, высота зуба 22 на 30% меньше высоты зуба 21 и высота зуба 23 на 30% меньше высоты зуба 22, то при прокатке заготовки в валках 4 и 5 будут обеспечены различные степени деформации по длине заготовки, как при испытании металлов на пластичность.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2015 |
|
RU2593551C1 |
| Рабочая клеть сортового планетар-НОгО CTAHA | 1979 |
|
SU845893A1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ ПЛОСКИХ ДЛИННОМЕРНЫХ ЗАГОТОВОК И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2676809C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ | 2010 |
|
RU2437729C1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| СПОСОБ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ПРОКАТНЫХ ВАЛКОВ ШИРОКОПОЛОСОВЫХ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2004 |
|
RU2254180C1 |
| Прокатная клеть | 1983 |
|
SU1115818A1 |
| Клеть с многовалковым калибром для продольной прокатки | 1980 |
|
SU933137A1 |
| Способ прокатки полос | 1982 |
|
SU1061861A1 |
| Способ прокатки кольцевых изделий | 1985 |
|
SU1480941A1 |

Изобретение относится к области прокатки профилей с высокой степенью обжатия и может быть использовано для черновой прокатки непрерывнолитых заготовок. Клеть содержит станину, в которой на валах установлены приводные валки с четырьмя зубьями. Повышение степени обжатия заготовки и улучшение качества готовой продукции в сочетании с высокой степенью обжатия прокатываемой заготовки обеспечивается за счет того, что зубья на валках выполнены с эвольвентным профилем со скругленными вершинами и скругленными впадинами, валы приводных валков по обе стороны станины сопряжены между собой шестернями для синхронного поворота валков, при этом приводы валков выполнены в виде расположенных по обе стороны станины двух пар электродвигателей, ведущие шестерни которых расположены по обе стороны закрепленных на соответствующем валу ведомых шестерней. 3 з.п. ф-лы, 3 ил.
1. Черновая прокатная клеть, содержащая станину, в которой на валах установлены приводные валки с четырьмя зубьями, и приводы валков, отличающаяся тем, что зубья на валках выполнены с эвольвентным профилем со скругленными вершинами и скругленными впадинами, а валы приводных валков по обе стороны станины сопряжены между собой шестернями с возможностью синхронного поворота валков, при этом приводы валков выполнены в виде расположенных по обе стороны станины двух пар электродвигателей, ведущие шестерни которых расположены по обе стороны закрепленных на соответствующем валу ведомых шестерней.
2. Клеть по п. 1, отличающаяся тем, что по меньшей мере один валок выполнен с зубьями разной высоты для обеспечения разной степени деформации по длине прокатываемой заготовки.
3. Клеть по п. 1, отличающаяся тем, что по меньшей мере на одном валке соседние зубья имеют высоту, отличающуюся на 5-50%.
4. Клеть по п. 1, отличающаяся тем, что по меньшей мере один валок выполнен с зубьями, высота которых последовательно уменьшается на 5-30%.
| ЧЕРНОВОЙ БЛОК ПРОКАТНЫХ КЛЕТЕЙ | 1990 |
|
SU1830766A1 |
| ПРИВОД КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 0 |
|
SU341547A1 |
| Зубчато-реечный привод валков стана периодической прокатки труб | 1991 |
|
SU1808431A1 |
| WO 2012175719 A1, 27.12.2012. | |||

