4
Ю
ГС
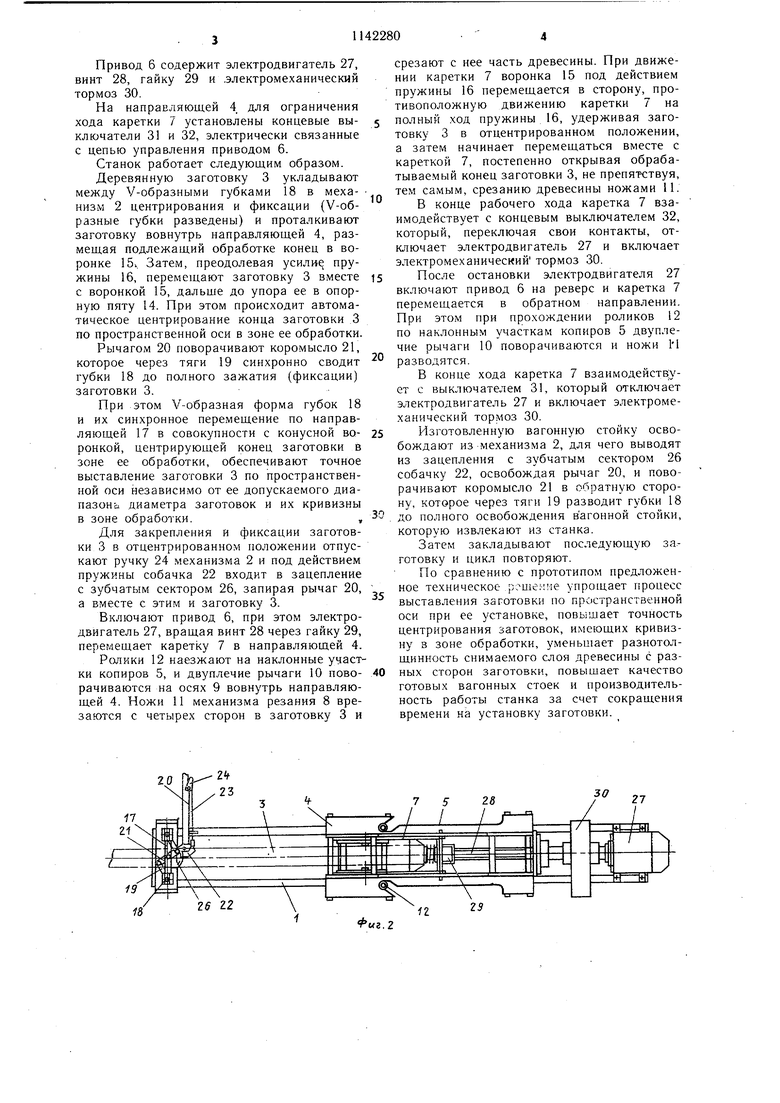
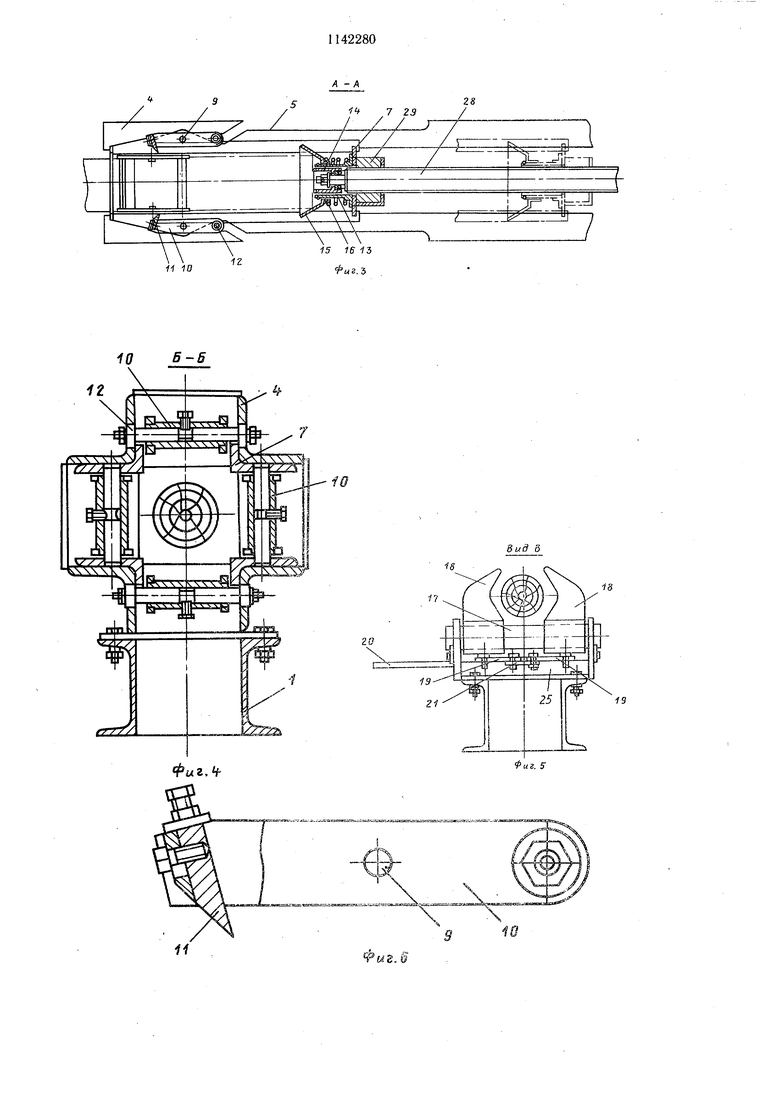
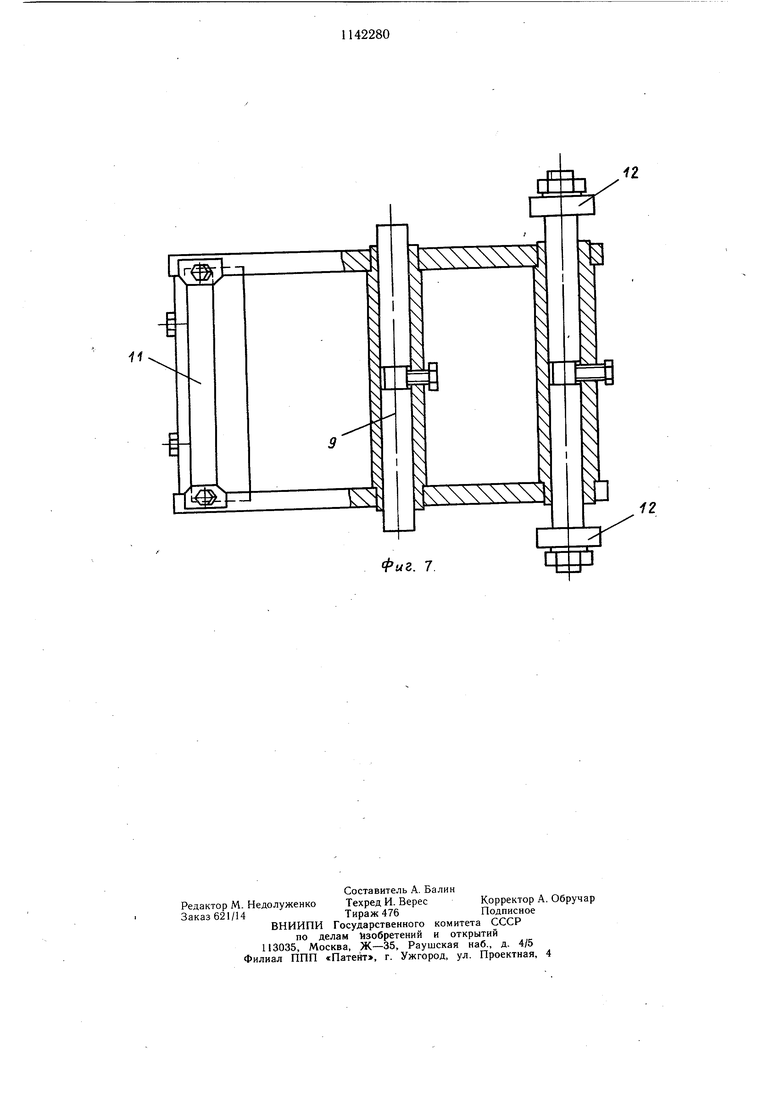
оо Изобретение относится к деревообрабатывающей промышленности и может быть использовано для изготовления вагонных стоек. Погрузка на железнодорожные платформы круглого леса или пиломатериалов требует большого количества вагонных стоек, для изготовления которых применяются круглопильные станки с ручной подачей или с механическим надвиганием пил, фрезерные станки и станки с ножевым механизмом резания, имеюш,ие различные по конструкции механизмы центрирования и фиксации заготовок. Известен станок для обработки концов деревянных вагонных стоек, включающий станину, механизм центрирования и фиксации заготовок, механизм резания с режущими инструментами, взаимодействующими с копиром, и привод 1. Недостатками такого станка являются низкая производительность, сложность конструкции, низкая точность центрирования заготовок разных диаметров. Наиболее близким по технической сущности и достигаемому результату к предлагаемому устройству является станок, для обработки концов деревянных вагонных стоек, включающий станину, установленную на ней коробообразную направляющую, внутри которой смонтирована подвижная каретка с ножевым механизмом резания и жестко закреплена опорная пята для обрабатываемого конца заготовки, механизм центрирования и фиксации заготовок и привод 2. В этом станке обеспечивается повышение точности центрирования заготовок разных диаметров, однако если закладываемая заготовка имеет хотя бы незначительную кривизну в зоне ее обработки (вероятность таких случаев весьма высока), то время на ее установку значительно увеличивается, так как требуется дополнительно поворачивать заготовку, чтобы отцентрировать ее по пространственной оси. Экспериментально установлено, что в результате действия фактора кривизны, не обеспечивается нужное качество обработки конца заготовки, а иногда получается брак,что объясняется разнотолщинностью снимаемого слоя древесины с конца заготовки с разных ее сторон. Изложенные недостатки приводят к снижению производительности работы станка. Цель изобретения - повышение производительности станка за счет сокращения времени на установку заготовки: Поставленная цель достигается тем, что станок, содержащий станину, установленную на ней коробообразную направляющую, внутри которой смонтирована подвижная каретка с ножевым механизмом резания и жестко закреплена опорная пята для обрабатываемого конца заготовки, механизм центрирования и фиксации заготовок и привод, снабжен втулкой с подвижно установленной на ней и подпружиненной конусной воронкой, причем втулка охватывает опорную пяту и жестко закреплена на каретке. За счет автоматического центрирования заготовки в зоне обработки при ее установке и в начальный момент обработки при зарезании ножей, значительно сокращается время на установку заготовки, уменьшается разнотолщинность снимаемого слоя древесины, повышается качество готового изделия и производительность работы станка. На фиг. 1 изображен предлагаемый станок для обработки концов деревянных вагонных стоек, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - вид по стрелке В на фиг. 1; на фиг. 6 - двуплечие рычаги с ножом и роликами, вид сбоку; на фиг. 7 - то же, вид сверху. , Станок для обработки концов деревянных вагонных стоек содержит станину 1, на которой установлены механизм 2 центрирования и фиксации заготовок 3, коробообразная направляющая 4 с копирами 5 на ее наружных поверхностях и привод 6. Внутри направляющей 4 смонтирована подвижная каретка 7 механизма резания 8, который имеет установленные шарнирно на каретке 7 во взаимно перпендикулярных плоскостях посредством осей 9 двуплечие рычаги 10 с ножами И на одних концах рычагов и копирными роликами 12 - на других. На каретке 7 жестко закреплена втулка 13, охватывающая в исходном положении жестко закрепленную внутри направляющей опорную пяту 14 для фиксации обрабатываемого конца заготовки. На втулке 13 подвижно установлена конусная воронка 15, которая подпружинена относительно каретки пружиной 16. Механизм 2 центрирования и фиксации заготовки 3 представляет установленные на направляющей 17 станины 1 V-образные губки 18, которые шарнирно соединены посредством тяг 19 с поворотным рычагом 20 коромысла 21. Коромысло 21 выполнено за одно целое с рычагом 20 и имеет подпружиненную собачку 22, соединенную тягой 23 с ручкой 24 на свободном конце рычага 20. Направляющая 17 установлена на станине 1 поперек ее продольной оси при помощи кронштейнов 25. На кронштейне 25 жестко закреплен зубчатый сектор 26, образующий с взаимодействующей с ним собачкой 22 храповой механизм запирания рычага 20. Привод 6 содержит электродвигатель 27, винт 28, гайку 29 и электромеханический тормоз 30. На направляющей 4 для ограничения хода каретки 7 установлены концевые выключатели 31 и 32, электрически связанные с цепью управления приводом 6. Станок работает следующим образом. Деревянную заготовку 3 укладывают между V-образными губками 18 в механизм 2 центрирования и фиксации (V-образные губки разведены) и проталкивают заготовку вовнутрь направляющей 4, размещая подлежащий обработке конец в воронке 15х Затем, преодолевая усили пружины 16, перемещают заготовку 3 вместе с воронкой 15, дальше до упора ее в опорную пяту 14. При этом происходит автоматическое центрирование конца заготовки 3 по пространственной оси в зоне ее обработки. Рычагом 20 поворачивают коромысло 21, которое через тяги 19 синхронно сводит губки 18 до полного зажатия (фиксации) заготовки 3. При этом V-образная форма губок 18 и их синхронное перемещение по направляющей 17 в совокупности с конусной воронкой, центрирующей конец заготовки в зоне ее обработки, обеспечивают точное выставление заготовки 3 по пространственной оси независимо от ее допускаемого диапазона диаметра заготовок и их кривизны в зоне обработки., Для закрепления и фиксации заготовки 3 в отцентрированном положении отпускают ручку 24 механизма 2 и под действием пружины собачка 22 входит в зацепление с зубчатым сектором 26, запирая рычаг 20, а вместе с этим и заготовку 3. Включают привод 6, при этом электродвигатель 27, вращая винт 28 через гайку 29, перемещает каретку 7 в направляющей 4. Ролики 12 наезжают на наклонные участки копиров 5, и двуплечие рычаги 10 поворачиваются на осях 9 вовнутрь направляющей 4. Ножи 11 механизма резания 8 врезаются с четырех сторон в заготовку 3 и срезают с нее часть древесины. При движении каретки 7 воронка 15 под действием пружины 16 перемещается в сторону, противоположную движению каретки 7 на полный ход пружины 16, удерживая заготовку 3 в отцентрированном положении, а затем начинает перемещаться вместе с кареткой 7, постепенно открывая обрабатываемый конец заготовки 3, не препятствуя, тем самым, срезанию древесины ножами 11. В конце рабочего хода каретка 7 взаимодействует с концевым выключателем 32, который, переключая свои контакты, отключает электродвигатель 27 и включает электромеханический тормоз 30. После остановки электродвигателя 27 включают привод 6 на реверс и каретка 7 перемещается в обратном направлении. При этом при прохождении роликов 12 по наклонным участкам копиров 5 двуплечие рычаги 10 поворачиваются и ножи 11 разводятся. В конце хода каретка 7 взаимодействует с выключателем 31, который отключает электродвигатель 27 и включает электромеханический тормоз 30. Изготовленную вагонную стойку освобождают из механизма 2, для чего выводят из зацепления с зубчатым сектором 26 собачку 22, освобождая рычаг 20, и поворачивают коромысло 21 в обратную сторону, которое через тяги 19 разводит губки 18 до полного освобождения вагонной стойки, которую извлекают из станка. Затем закладывают последующую за,готовку и цикл повторяют. По сравнению с прототипом предложенное техническое р щемие упрощает процесс выставления заготовки по пространственной оси при ее установке, повышает точность центрирования заготовок, имеющих кривизну в зоне обработки, уменьшает разнотолщинность снимаемого слоя древесины с разных сторон заготовки, повышает качество готовых вагонных стоек и производительность работы станка за счет сокращения времени на установку заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки концов деревянных вагонных стоек | 1984 |
|
SU1222552A2 |
| Станок для обработки концов деревянных вагонных стоек | 1985 |
|
SU1253785A2 |
| Станок для обработки концов деревянных вагонных стоек | 1982 |
|
SU1074718A1 |
| Станок для обработки концов деревянных вагонных стоек | 1982 |
|
SU1080960A1 |
| Станок для обработки концов деревянных вагонных стоек | 1984 |
|
SU1219346A2 |
| Станок для обработки концов деревянных вагонных стоек | 1984 |
|
SU1222551A1 |
| Станок для обработки концов деревянных вагонных стоек | 1984 |
|
SU1219348A2 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Станок для обработки деревянных заготовок | 1983 |
|
SU1155445A1 |
| УНИВЕРСАЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2060878C1 |
СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ ДЕРЕВЯННЫХ ВАГОННЫХ СТОЕК, включающий станину, установленную на ней коробообразную направляющую, внутри которой смонтирована подвижная каретки с ножевым механизмом резания и жестко закреплена опорная пята для обрабатываемого конца заготовки, механизм центрирования и фиксации заготовок и привод, отличающийся тем, что, с целью повышения производительности станка за счет сокращения времени на установку заготовки, он снабжен втулкой с подвижно установленной на ней и подпружиненной конусной воронкой, причем втулка охватывает опорную пяту и жестко закреплена на каретке.
....-Г
/
щ
IL
Л f е 1ъ
Фиг.Ъ
28
ft 7 23
/
.§
i
Фиг. 7.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для обработки концов деревянных заготовок | 1978 |
|
SU701798A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станок для обработки концов деревянных вагонных стоек | 1982 |
|
SU1074718A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
