Изобретение относится к деревообрабатывающей промышленности и может быть использовано для изготовления вагонных стоек.
Цель изобретения - повышение про- изводительности за счет сокращения времени установки заготовки.
На фиг. 1 изображен станок для обработки концов деревянных вагонных стоек, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-Ана фиг. 1 на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - вид Б на фиг. 1-, на фиг. 6 - рычап с фежупщм инструментом и .РОЛИКОМi вид сбоку, на фиг. 7 - то же, вид сбоку.
Станок для обработки концов деревянных вагонных стоек содержит станину 1, на которой последовательно установлены механизм 2 центрирования и фиксации заготовок 3, направляющие конусные ролики 4 и 5, коробообразная направляющая 6 с копирами 7 на ее на- ружных поверхностях и привод 8.
Ролики 4 и 5 установлены на.стани- не 1 ниже пространственной оси центрирования на величину w, считая от самой нижней точки конусной образующей роликов, которая равна полудиаметру заготовки максимальной толщины.
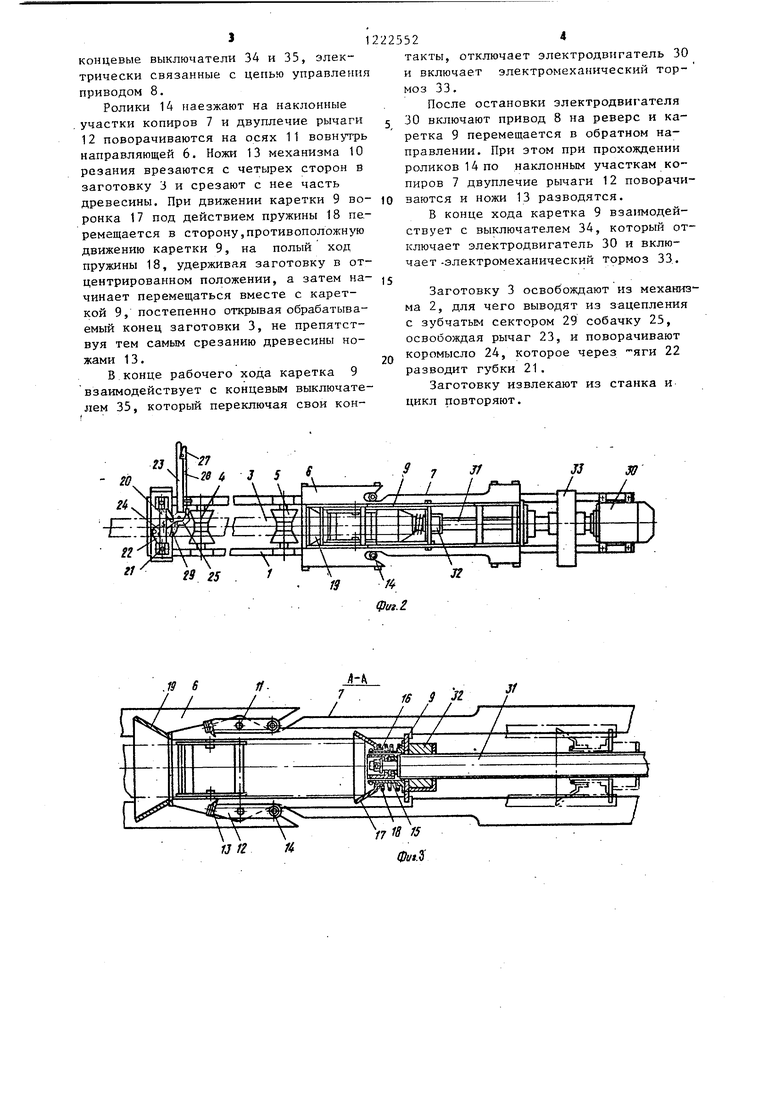
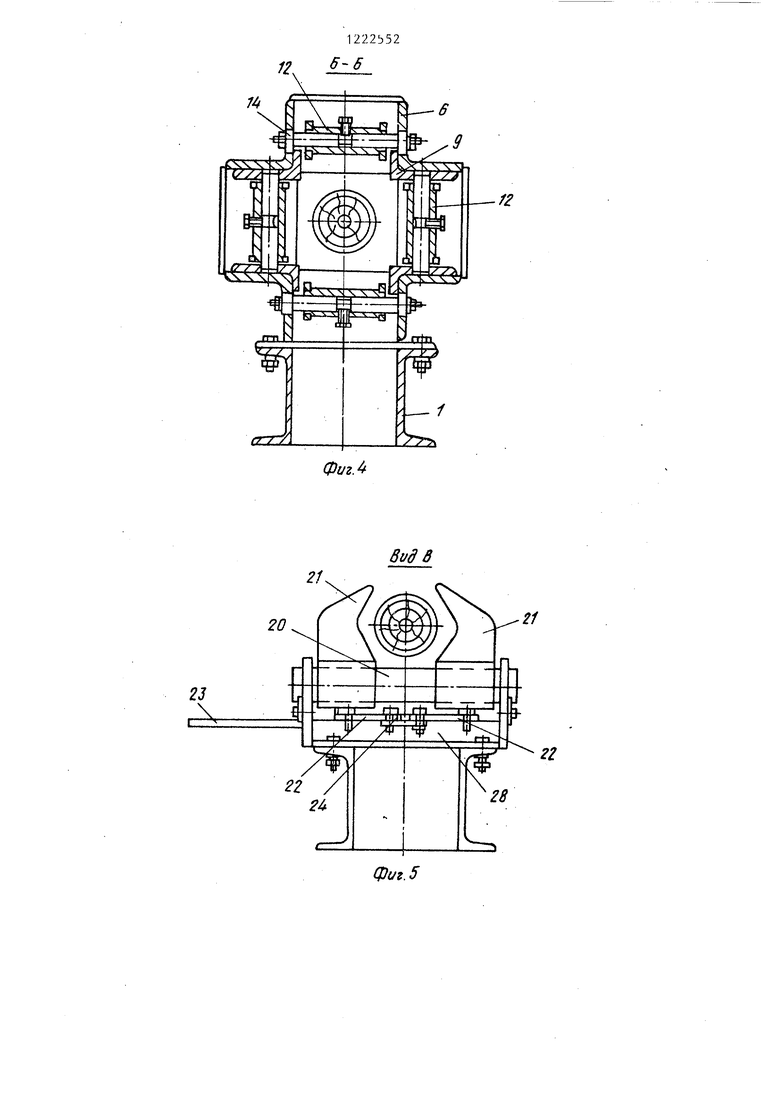
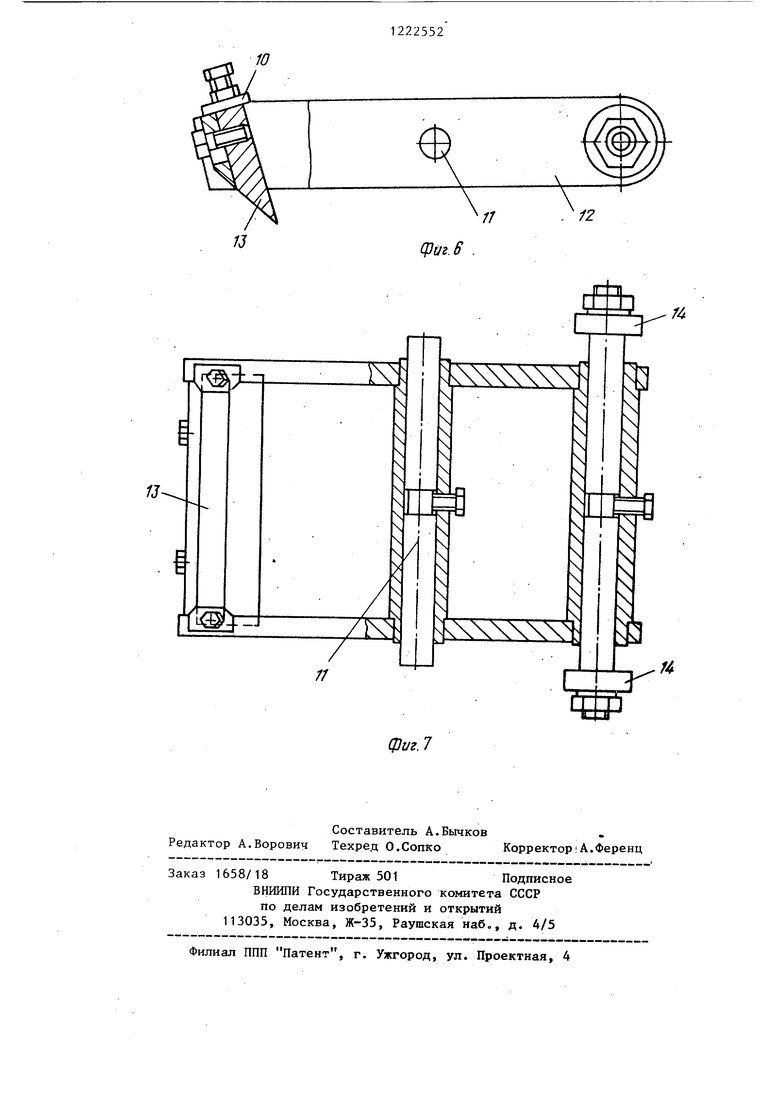
Внутри направляющей 6 смонтирована подвижная каретка 9 механизма 10 резания, который имеет установленные шарнирно на каретке 9 во взаимно перпендикулярных плоскостях посредством осей 11.
Деревянную заготовку 3 укладывают между Y -образными губками 21 в механизм 2 центрирования и фиксации (V-образные губки разведены) и на конусные ролики 4 и 5, по которым заготовку протаскивают вовнутрь направляющей 6, размещая подлежащий обработке конец в воронке 17. При этом независимо от наличия на заготовке наплывов или недообрубленных сучьев, она беспрепятственно скользит своей поверхностью по конусам роликов 4 и 5 и заходной воронки 19. Затем, преодолевая усилие пружины 18, перемещают заготовку 3 вместе с воронкой 17 до упора ее в опорную пяту 16. При этом происходит автоматическое центрирование конца заготовки 3 по пространственной оси в зоне ее обработки.
Рычагом 23 поворачивают- коромысло 24, которое через тяги 22 синхронно
5
0
5 о
5
5
0 5
сводит губки 21 до по.чного зажатия (фиксации) заготовки 3.
При зтом V-образная форма губок 21 и их синхронное перемещение по направляющей 20 в совокупности с конусной воронкой 17, центрирующей конец заготовки в зоне ее обработки обеспечивают точное размещение заготовки 3 по пространственной оси независимо от ее диаметра и кривизны в зоне обработки.
Для закрепления и фиксации заготовки 3 в отцентрированном положении отпускают ручку 27 механизма -2 и под действием пружины собачка 25 входит в зацепление с зубчатым сектором 29, запирая рьтчаг 23.
Включают привод 8, при этом электродвигатель ЗО, вращая винт 31 посредством гайки 32, перемещает каретку 9 в направляющей 6, двуплечие рычаги 12 с ножками 13 на одних концах рычагов, и копирными роликами 14 - на других.
На каретке 9 жестко закреплена втулка 15, охватывающая в исходном положении жестко закрепленную внутри направляющей опорную пяту 16 для фиксации обрабатываемого конца заготовки. На втулке 15 подвижно установлена центрирующая конусная воронка 17, которая подпружинена относительно каретки пружиной 18. Соосно с воронкой 17 на торце каретки 9 жестко закреплена заходная конусная воронка 19.
Механизм 2 центрирования и фиксации заготовки 3 представляет собой установленные на направляющей 20 ста- нины 1 V-образные губки 21, которые шарнирно соединены посредством тяг 22 с поворотным рычагом 23 коромысла 24.
Коромысло 24 выполнено за одно целое с рычагом 23 и имеет подпружиненную собачку 25, соединенную с тягой 26 с ручкой 27 на свободном конце рычага 23. Направляющая 20 установлена на станине поперек ее продольной оси при помощи кронштейнов 28. На кронштейне 28 жестко закреплен зубчатый сектор 29, образующий с взаимодействующей с нем 25 храповой механизм запирания рычага 23. Привод 8 содержит электродвигатель 30, винт 31, гайку 32 и электромеханический тормоз 33. На направляющей 6 для ог-, раничения хода каретки 9 установлены
J 1
онцевые выключатели 34 и 35, электрически связанные с цепью управления риводом 8.
Ролики 14 наезжают на наклонные участки копиров 7 и двуплечие рычаги 12 поворачиваются на осях 11 вовнутрь направляющей 6. Ножи 13 механизма 10 резания врезаются с четырех сторон и заготовку 3 и срезают с нее часть древесины. При движении каретки 9 воронка 17 под действием пружины 18 перемещается в сторону,противоположную движению каретки 9, на полый ход пружины 18, удерживая заготовку в отцентрированном положении, а затем начинает перемещаться вместе с кареткой 9, постепенно открывая обрабатываемый конец заготовки 3, не препятствуя тем самым срезанию древесины ножами 13.
В конце рабочего хода каретка 9 взаимодействует с концевым выключателем 35, который переключая свои кон22552
такты, отключает электродвигатель 30 и включает электромеханический тормоз 33.
После остановки электродвигателя 5 30 включают привод 8 на реверс и каретка 9 перемещается в обратном направлении. При этом при прохождении роликов 14 по наклонным участкам копиров 7 двуплечие рычаги 12 поворачи- 10 заются и ножи 13 разводятся.
В конце хода каретка 9 взаимодействует с выключателем 34, который отключает электродвигатель 30 и включает -электромеханический тормоз 33.
Заготовку 3 освобождают из механизма 2, для чего выводят из зацепления с зубчатым сектором 29 собачку 25, освобождая рычаг 23, и поворачивают коромысло 24, которое через яги 22 разводит губки 21 .
Заготовку извлекают из станка и цикл повторяют.
- 20.
JJ
30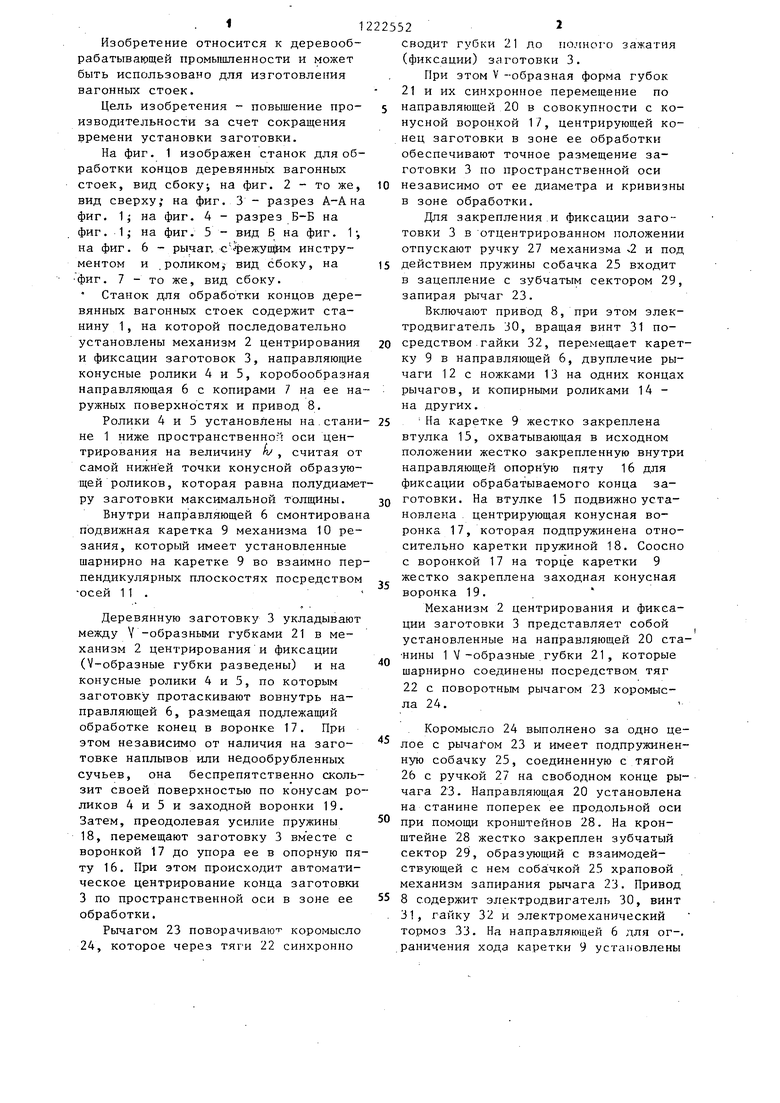
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки концов деревянных вагонных стоек | 1983 |
|
SU1142280A1 |
| Станок для обработки концов деревянных вагонных стоек | 1984 |
|
SU1219346A2 |
| Станок для обработки концов деревянных вагонных стоек | 1982 |
|
SU1074718A1 |
| Станок для обработки концов деревянных вагонных стоек | 1985 |
|
SU1253785A2 |
| Станок для обработки концов деревянных вагонных стоек | 1984 |
|
SU1219348A2 |
| Станок для обработки концов деревянных вагонных стоек | 1982 |
|
SU1080960A1 |
| Станок для обработки концов деревянных вагонных стоек | 1984 |
|
SU1222551A1 |
| Автомат для подготовки электрическихпРОВОдОВ K МОНТАжу | 1978 |
|
SU845207A1 |
| Устройство для передачи изделий | 1982 |
|
SU1093486A1 |
| Устройство для поштучной выдачи деталей | 1988 |
|
SU1608000A1 |

Фаг
фиг А
Вид В
фиг. 5
/7
(.6
Составитель А.Бычков Редактор А.Ворович Техред О.Сопко Корректор:А.Ференц
Заказ 1658/18 Тираж 501Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
фиг. 7
| Станок для обработки концов деревянных вагонных стоек | 1983 |
|
SU1142280A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
