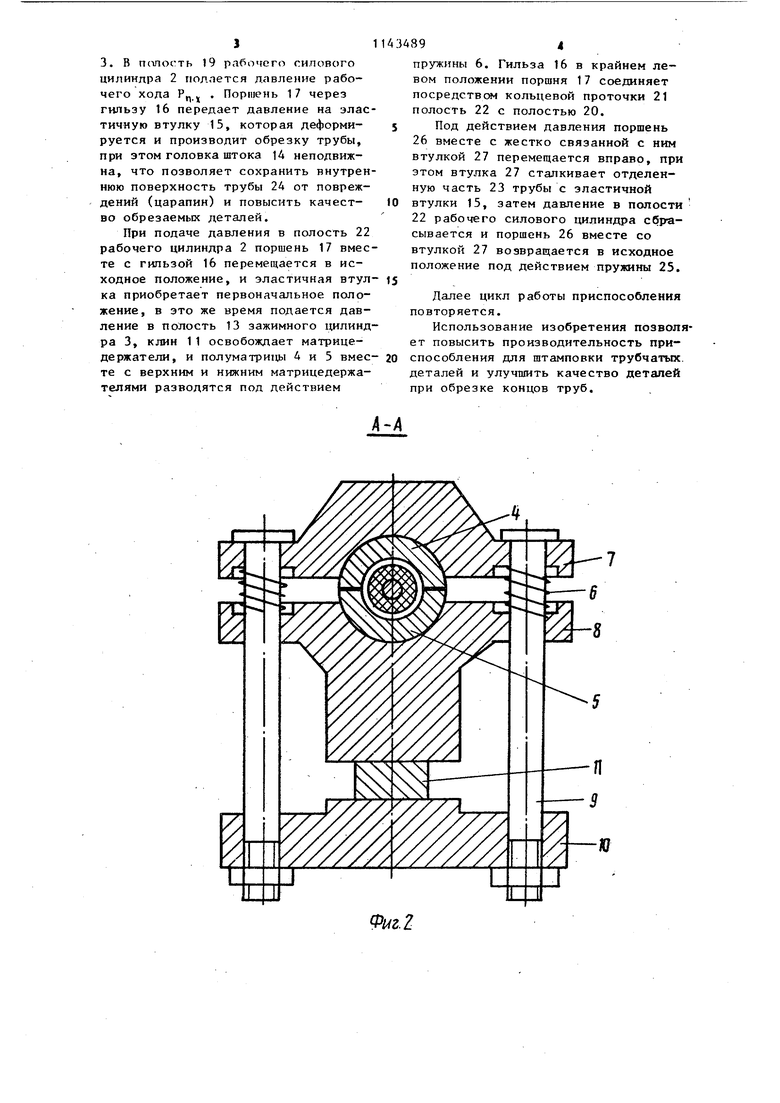
i Изобретение относится к обработке металлов давлением и может быть использовано на мапмностроительных предприятиях в установках для изготовления трубчатых изделий. По основному aBTkCB. N 597467 известно приспособление для штамповки трубчатых деталей эластичной средой содержащее разъемную матрицу, размещенную в нижнем и верхнем матрице держателях и взаимодействуицую с эластичной втулкой, которая расположена на штоке рабочего силового цилиндра, жестко смонтированного на столе, зажимной силовой цилиндр, закрепленный в нижней части стола, и несущий клин, размещенный между траверсой и нижним матрицедержателем подпружиненным к верхнему матрицедержателю 1j . Недостатками зтого устройства являются невогможность резки трубчатых деталей и неудобство в обслуживании, так как после обрезки трубчатых деталей и разведения полумагриц отход остается на эластичной втулке между полуматрицами и удаление его производится вручную, что непроизводительно, так как доступ к отходу затруднен. Кроме того, при обработке трубчатых деталей на данном устройст ве детали получаются низкого качества, так как усилие с рабочего силового цилиндра передается на эластичную втулку через шток со стороны детали, и при рабочем ходе головка штока, перемещаясь, царапает внутрен нюю поверхность детали. Целью изобретения является расширение технологических возможностей путем обеспечения резки приспособления и улучшение условий обслуживания Указанная цель достигается тем, что в приспособлении для штамповки трубчатых деталей эластичной средой шток рабочего силового цилиндра уста новлен в корпусе цилиндра неподвижно, его поршень установлен на штоке с возможностью перемещения относительно него и снабжен жестко закрепленной на нем гильзой, охватывающей шток и расположенной с возможностью взаимодействия своей торцовой частью с торцовой поверхностью эластичной втулки, при этом рабочий сило вой цилиндр вьшолнен с перегородкой в средней части, имеющей внутренний диаметр, равный диаметру гильзы, и 891 образующей две полости, и снабжен установленным в свободной полости механизмом сталкивания отделенной части трубы в виде соосных и охватывающих гильзу подпружиненного поршня с жестко связанной с ним втулкой, а гильза выполнена с кольцевой проточкой на наружной поверхности, ширина которой больше толщины перегородки. На фиг. 1 изображено приспособление для штамповки трубчатых деталей, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - приспособление в момент сталкивания отдельной части трубы. Приспособление для штамповки трубчатых деталей содержит стол 1, на котором смонтированы рабочий силовой цилиндр 2 и зажимной силовой цилиндр 3. Полуматрицы 4 и 5 установлены соответственно в отжимаемых пружиной 6 верхнем и нижнем матрицедержателях 7 и 8. Силовое замыкание попуматриц производится матрицедержателями с помощью двух тяг 9 и траверсы 10 посредством клина 11, работающего от зажимного цилиндра 3, имекадего левую 12 и правую 13 полости. На штоке 14 рабочего цилиндра 2 установлены эластичная втулка 15, взаимодействующая с полуматрицами 4 и 5, и подвижная гильза 16, жестко связанная с полым поринем 17 рабочего силового цилиндра 2. Перегородка 18 разделяет полость цилиндра 2 на полости 19 и 20. Гильза 16 имеет кольцевую проточку 21, соединяющую полость 22 с гил1 ЗОЙ 20, в которой установлен механизм сталкивания отделенной части 23 от трубы 24 в виде перемещающихся по гильзе 16 подпружиненного пружиной 25 поршня 26 и жестко связанной с ним втулки 27, сталкивающей отделенную часть 23 от трубы 24. Приспособление работает следующим образом. В разъемную матрицу, состоящую из двух полуматриц 4 и 5, помещаемся труба 24 до упора во втулку 27 так, что эластичная втулка 15 оказывается внутри трубы 24. В левую полость 12 зажимного цилиндра 3 подается давпение гидросмеси и полуматрицы 4 и 5 заьыкаются друг с другом при помощи тяг 9, траверсы 10 и клина 11, работающего от цилинлоа
I
3. в п(1пос-ть 19 рабочего силового цилинлра 2 подпется давление рабочего хода . Поршень 17 через гильзу 16 передает давление на эластичную втулку 15, которая деформируется и производит обрезку трубы, при этом головка штока 14 неподвижна, что позволяет сохранить внутреннюю поверхность трубы 24 от повреждений (царапин) и повысить качество обрезаемых деталей.
При подаче давления в полость 22 рабочего цилиндра 2 поршень 17 вместе с гильзой 16 перемещается в исходное положение, и эластичная втулка приобретает первоначальное положение, в это же время подается давление в полость 13 зажимного цилиндра 3, клин 11 освобождает матрицедержатели, и полуматрицы 4 и 5 вместе с верхним и нижним матрицедержателями разводятся под действием
894
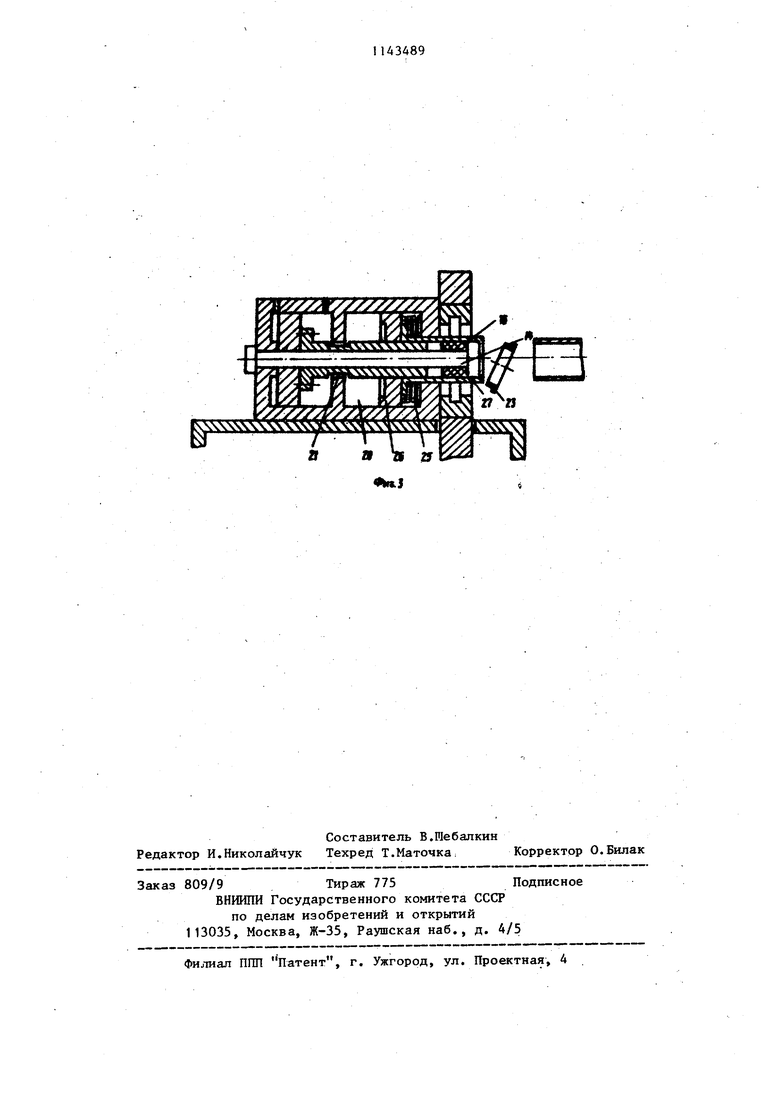
пружины 6. Гильза 16 в крайнем левом положении поршня 17 соединяет посредством кольцевой проточки 21 полость 22 с полостью 20. Под действием давления поршень 26 вместе с жестко связанной с ним втулкой 27 перемещается вправо, при этом втулка 27 сталкивает отделенную часть 23 трубы с эластичной втулки 15, затем давление в полости 22 рабочего силового цилиндра сС5расывается и поршень 26 вместе со втулкой 27 возвращается в исходное положение под действием пружины 25.
Далее цикл работы приспособления повторяется.
Использование изобретения позволяет повысить производительность приспособления для штамповки трубчатых. деталей и улучшить качество детгшей при обрезке концов труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ТРУБ | 1991 |
|
RU2008118C1 |
| Устройство для пластической обработки трубчатых деталей эластичной средой | 1990 |
|
SU1799652A1 |
| Ковочный пакет для горячей безоблойной штамповки | 1986 |
|
SU1433619A1 |
| Устройство для резки труб | 1976 |
|
SU740413A1 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2045366C1 |
| Многопозиционное поворотное приспо-СОблЕНиЕ | 1979 |
|
SU837736A1 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА ПРИЗАБОЙНУЮ ЗОНУ СКВАЖИН | 1999 |
|
RU2175719C2 |
ПРИСПОСОБЛЕНИЕ ДЛЯ ШТАМПОВКИ ТРУБЧАТЫХ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ по авт.св. 597467, отличающее с я тем, что, с целью расширения технологических возможностей путем обеспечения резки и улучшения условий обслуживания, шток рабочего силового цилиндра установлен в корпусе цилиндра неподвижно. гг его поршень установлен на штоке с возможностью перемещения относительно него и снабжен жестко закрепленной на нем гильзой, охватьтакхцей шток и расположенной с возможностью взаимодействия своей торцовой частью с торцовой поверхностью эластичной втулки, при этом рабочий силовой цилиндр выполнен с перегородкой в средней части, имеющей внутренний диаметр, равный диаметру гильзы, и образующей две полости, и снабжен установленным в свободной полости механизмом сталкивания отделенной части трубы в виде соосных и охва тьтактих гильзу подпружиненного поршня с жестко связанной с ним втулкой, а гильза выполнена с кольцевой проточкой на наружной поверхности, ширина которой больше толщины перегородки. СО ik 00 СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для штамповки трубчатых деталей эластичной средой | 1976 |
|
SU597467A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
