Изобретение относится к обработке металлов давлением, в частности к штампам для получения отверстий, преимущественно квадратных, в листовом материале.
Наиболее близким к изобретению по совокупности существенных признаков и достигаемому эффекту является штамп ДЛИ получения отверстий, преимущественно квадратных, в листовом материале, содержап й матрицу, пуансон, выполненный составным из пластин с реж пцими KpoMKaiei, сопряженныъо в общей точке и установленными в держателе перпендикулярно с возможностью взаимного относительного регулировочного перемещения по направля101ф1м пазам, выполненным на каждой из пластин, и средства фиксации пластин на держателе .
Недостатком известного штампа является невозможность получения отверстий различного размера.
Цель изобретения - расширение технологических возмеисностей за счет получения отверстий различного размера.
Поставленная цель достигается теы, что в штампе для получения от верстйй, преимущественно квадратных, в листовом материале, содержащем матрицу, пуансон, вьтопненный составньм из пластин с режув ими кромками, солряженньвв в общей точнее и установленшлми в держателе взаимно перпендикулярно с возможностью взаимного относительного регулировочного перемещения по направляющим пазам, вьшолненным на каадой из пластин, и средства фиксации апастин на держателе, пуансон выполнен из двух пластин, режущая кромка на каяздой из пластин вьтолнена ступенчатой, пластины установлены с возможностью поворота каждой из них в плоскости расположения вокруг общей точки режушей кромки, общая точка режущей кромки наиболее близко расположена к матрице, а рабочая поверхность направляющих выполнена в виде части цилиндрическсй поверхности.
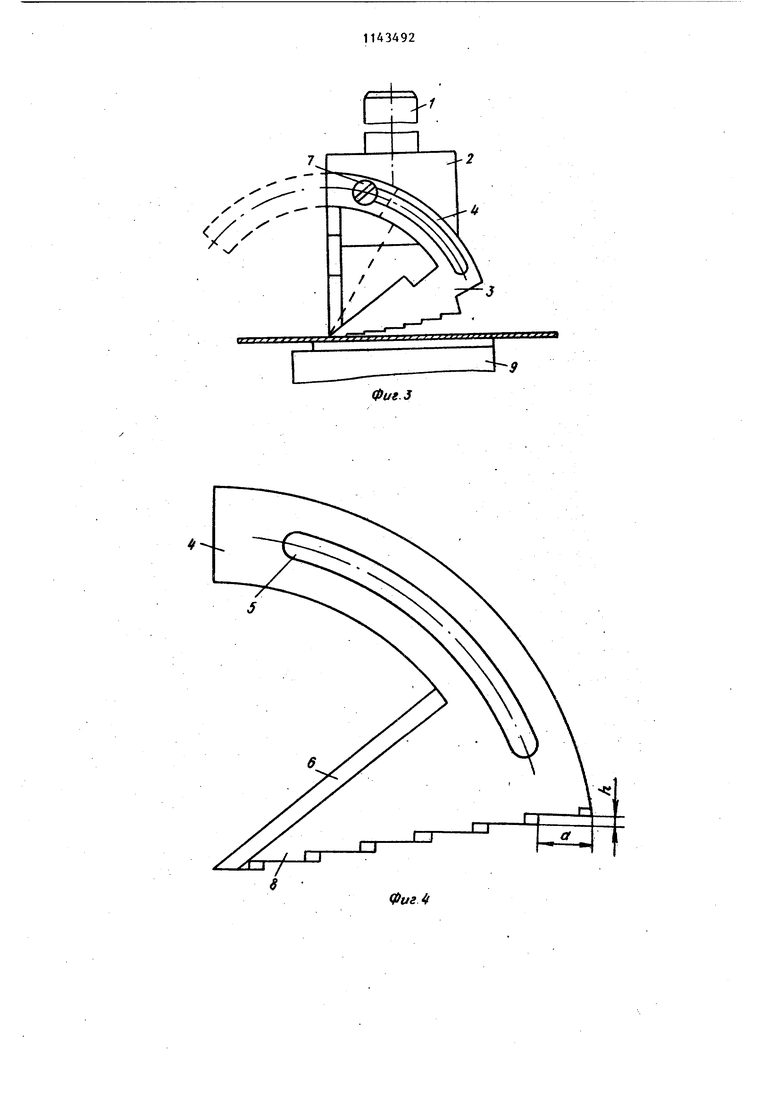
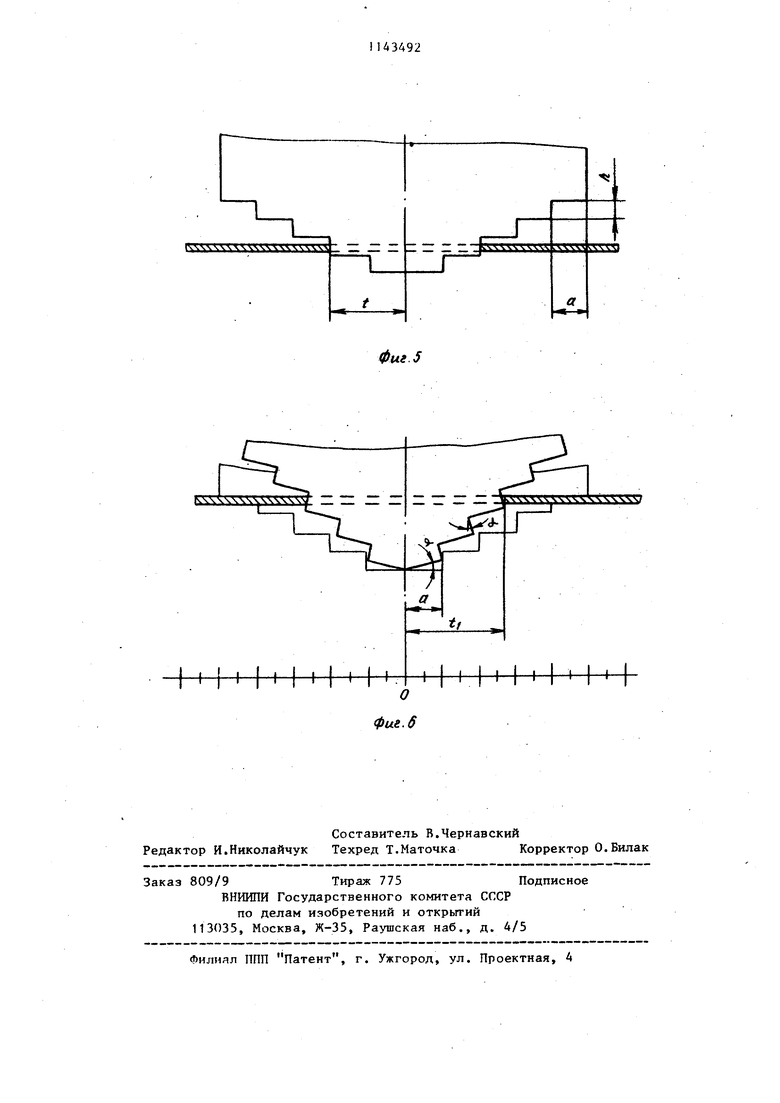
На фиг. 1 изображен предлагаемый штамп, общий вид; на фиг. 2 - то же, вид сверху, на фиг. 3 - то же, вид сбоку; на фиг. 4 - одна из пластин, составляющих пуансон, на фиг. 5 - схема пробивки квадратного отверстия со стороной, кратной ступеням пуансона (Р - длина ступени); на фиг. 6 - общая схема пробивки квадратного отверстия (развертка).
Штамп содержит хвостовик 1, держа тель 2, пуансон, выполненный в виде пластин 3, жестко связанных с пластинами 3 направляющих 4 с пазами 5 и скошенньми кромками 6, винтов 7, установленных в пазах 5 и связанных с держателем 2. Режущая кромка 8 на каждой из пластин 3 выполнена ступенчатой.
Штамп работает следую|ф1м образом
Хвостовик 1 крепится в ползуне пресса, матрица 9 выставляется по пуансону с требуемьм зазором и крепится на столе пресса. Винты 7 опускаются и пластины 3 поворачивается на нeoбxoди в угол oi.
Винты 7 затягиваются. Устанавливается необходимая величина ходя ползуна. Деталь устанавливается и фиксируется в рабочей зрне штампа любым известным способом. После первого удара деталь поворачивают на 180 и производят второй удар, получая за два хода квадаатное отверстие.
Изобретение позволит расширить технологические возможности штампа за счет получения отверстий различно го размера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон для получения отверстий | 1986 |
|
SU1355327A1 |
| Штамп совмещенного действия | 1976 |
|
SU606659A1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Устройство для разделения материала | 1975 |
|
SU671902A1 |
| Многопуансонный штамп для обработки листового материала | 1978 |
|
SU770612A1 |
| Универсальный штамп для вырезки пазов | 1987 |
|
SU1512696A1 |
| Штамп для пробивки отверстий в листовом материале | 1981 |
|
SU990374A1 |
| Штамп для пробивки отверстий | 1976 |
|
SU704699A1 |
| Переналаживаемый штамп для @ -образной гибки | 1981 |
|
SU1011301A1 |
| Штамп для реверсивной пробивки-вырубки деталей | 1985 |
|
SU1286321A1 |
ШТАМП ДЛЯ ПОЛУЧЕНИЯ ОТВЕРСТИЙ, преимущественно квадратн в листовом материале, содержащий матрицу, пуансон, выполненный сос ным из пластин с режущими кромкам сопряженными в общей точке и уста новленными в держателе взаимно перпендикулярно с возможностью вз него относительного регулировочного перемещения по направляющим пазам, выполненным на каждой из пластин, и средства фиксации пластин на держателе, отличающийся тем, что, с целью расширения технологических возможностей за счет получения отверстий различного размера, пуансон вьшопнен из двух пластин, режущая кромка на каждой из пластин выполнена ступенчатой, пластины установлены с возможностью поворота каждой из них в плоскости расположения вокруг общей точки режущей кромки, общая точка режущей кромки наиболее близко располояоена к матрице, а рабочая поверхность направляющих выполнена в виде части цилиндрической поверхности.
-2
Фик.З
if
Фиг. 5
