Изобретение относится к обработке металлов давлением, в частности к оснастке для листовой штамповки.
Известен универсальный штамп для Z-образной гибки, содержаший верхнюю подвижную и нижнюю неподвижную монтажные плиты, пуансон, состоящий из двух частей, одна из которых имеет возможность перемещаться относительно другой, матрицу, состоящую из двух взаимно перпендикулярных пластин с пазами, входящих одна в другую с возможностью взаимного перемещения, три комплекта регулировочных прокладок, один из которых предназначен для переналадки пуансона, а два других для переналадки матрицы, и устройство для фиксации заготовки 1.
Недостатками известного штампа являются низкое качество получаемых изделий из-за прерывистости формующих поверхностей матрицы, вызванной наличием пазов в местах сопряжения пластин, сложность и металлоемкость конструкции, обусловленные необходимостью изготовления и применения большого количества регулировочных прокладок, пластин и пуансонов для получения изделий с различными размерами высоты ребра и радиуса гибки.
Наиболее близким к изобретению является переналаживаемый штамп для Z-образной гибки листовых заготовок, содержаший закрепленный на подвижной и неподвижной плитах гиб.очный инструмент, выполненный в виде двух пар прилегаюших одна к другой, установленных под углом к оси планок со скругленными на разные радиусы,кромками 2.
Однако наклонное размещение планок после переналадки гибочного инструмента на заданную высоту стенки, обуславливает необходимость ручной настройки нижней и верхней половин штампа, что снижает производительность.
Целью изобретения является повышение производительности за счет упрошения переналадки.
Поставленная цель достигается тем, что в переналаживаемом штампе Z-образной гибки листовых заготовок, содержащем закрепленный на плитах гибочный инструмент, выполненный в виде двух пар прилегающих одиа к другой и установленных под углом к оси штампа планок со скругленными на разные радиусы кромками, каждая пара планок снабжена механизмом их совместного поворота вокруг горизонтальных осей, выполненным в виде установленных по обе стороны от планок и взаимодействующих с ними ползунов, связанных винтовыми парами, нерабочие торцы планок и взаимодействующие с ними поверхности ползунов выполнены цилиндрическими, при этом линии центров цилиндрических поверхностей расположены в одной горизонтальной плоскости.
Один из ползунов каждого гибочного инструмента снабжен упором с криволинейной опорной поверхностью, а на боковой поверхности планок выполнены соответствующие выемки.
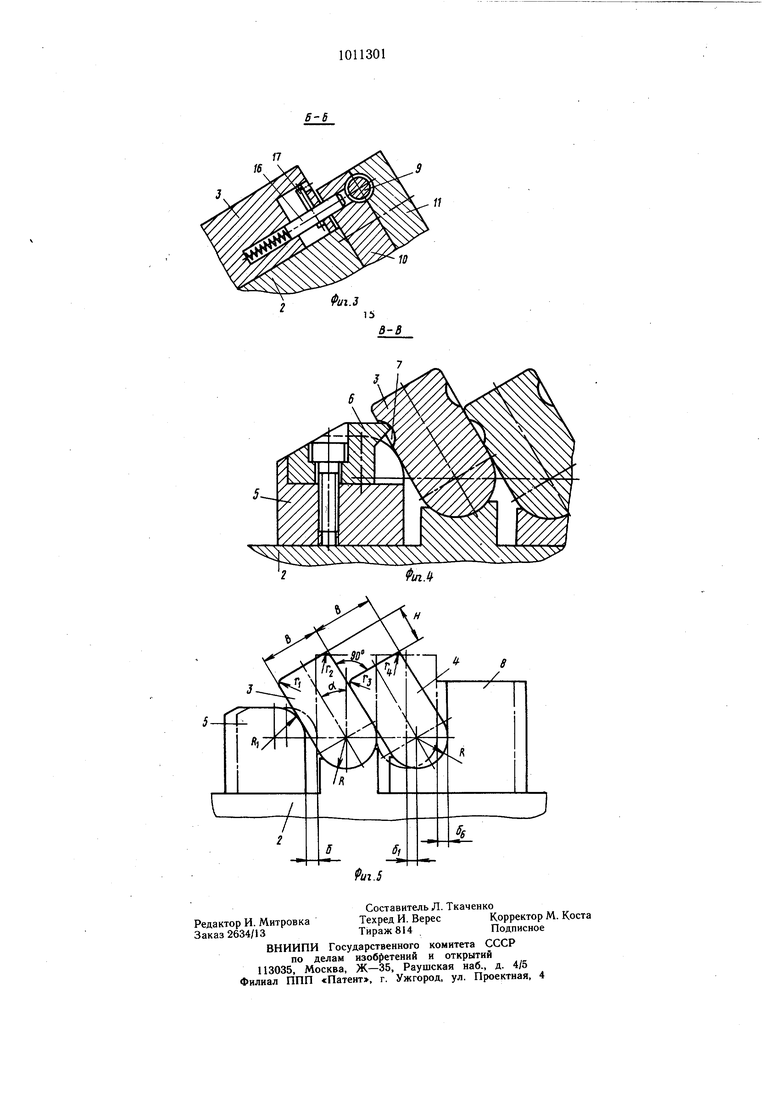
На фиг. 1 показан щтамп, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрезВ-В на фиг. 2; на фиг. 5 - геометрические соотношения элементов штампа, схема.
Штамп для Z-образной гибки содержит верхнюю подвижную плиту 1 и нижнюю неподвижную плиту 2.
На нижней плите 2 смонтированы спаренные поворотные планки 3 и 4, верхние плоскости которых и часть боковой поверхности
5 одной из них образуют рабочую поверхность матрицы, а нижние торцы выполнены в виде полуцилиндров. Поворотная планка 3 своим нижним торцом опирается на выступ плиtы 2, а боковой поверхностью - в фасонную поверхность ползуна 5 механизма поворота планок и в упор 6, закрепленный на ползуне 5, имеющий криволинейный опорный выступ, входящий в сопряженную с ним выемку 7 планки 3.
Механизм поворота планок содержит
5 также ползун 8, на опорную поверхность которого опирается планка 4, Ява винта 9, закрепленные в щеках 10 с помощью накладок 11 и имеющие концы с правой и левой резьбой, ввернутые в гайки 12 и 13, связанные с ползунами 5 и 8. Ползуны
0 закрепляются на плите 2 с помощью винтов 14 и имеют стопорные винты 15 для удержания поворотных планок 4 в заданном положении.
Каждая из поворотных планок 3 и 4 снабжена двумя подпружиненными полуосями 16, удерживаемыми в гнездах штифтами 17. Полуоси 16 поворотной планки 3 вставлены в круглые отверстия 18 щек 10, а полуоси 16 поворотной планки 4 - в овальные пазы 19 тех же щек 10.
Q Верхняя часть 20 штампа, закрепленная на ползуне пресса, имеет аналогичную конструкцию.
Для фиксации положения заготовки 21 на нижней плите 2 штампа установлены регулируемые упоры 22 и направляющая
5 планка 23.
Настройка штампа на требуемый размер высоты Н осуществляется за счет изменения угла поворота плит 1 и 2 при сохранении угла 90° между боковой поверхностью план,д ки 3 и верхней плоскостью планки 4. При повороте планок 3 и 4 на любой заданный угол л перемещение S ползуна 5 одинаково и противоположно направлено перемещению 6i ползуна 8. Выбор конструктивных элементов деталей штампа основан на изготовлении их в соответствии со следующими требованиями.
Оси цилиндрических поверхностей радиуса планок 3 и 4, а также ось поверхности радиуса Rj ползуна 5 должны лежать в одной горизонтальной плоскости. Ширина В поворотных планок 3 и 4 должна удовлетворять равенству B 2R. Радиус опорной поверхности RI должен удовлетворять требованию Rj R. В целях обеспечения большей универсальности штампа без введения в конструкцию дополнительных сменных деталей радиуса округления рабочих поверхностей поворотных планок 3 и 4 Tj, r.j, г, г выполнены. разными. Штамп работает следующим образом. На поворотные планки 3 и 4 нижней части штампа с фиксацией по упорам 22 и направляющей планке 23 укладывается заготовка 21. , При опускании ползуна пресса верхняя часть 20 щтёмпа своими поворотными планками прижимает заготовку 2-1 к рабочим поверхностям поворотных планок 3 и 4 и деформирует ее, придавая Z-образную форму. После подъема ползуна пресса с верхней частью 1итампа полученное изделие снимается. Настройка штампа на требуемые параметры гибки осуществляется следующим образом., Ослабляется затяжка винтов 14 крепления ползунов 5 и 8, и также винтов 15. Используя отверстие в торцах поворотных планок 3 и 4, выводят подпружиненные полуоси 16 йа отверстий (пазов) щек 10 и снимают планку 3 (или 4). В соответствии с заданным радиусом гибки производят перестановку поворотных планок. Вращением винтов 9 устанавливают требуемую высоту Н ребра профиля изделия и зажимают винты 14 и 15. Аналогичным образом производится настройка верхней части штампа. После настройки рабочих элементов штампа производят настройку упоров 22 и направляющей планки 23. Экономия по заводу от использования данного штампа для изготовления 10 наименований 2200 руб. в год.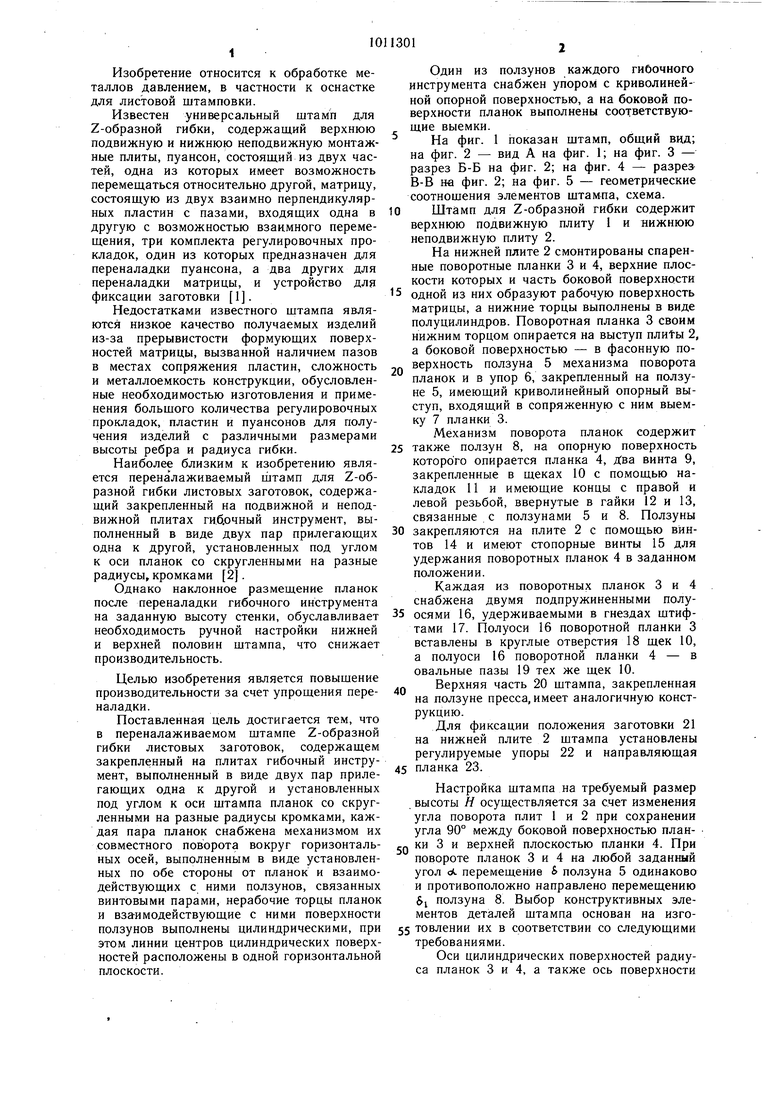

| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемый гибочный пуансон для получения П-образных деталей с отогнутыми концами | 1983 |
|
SU1162528A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Штамп для гибки деталей | 1980 |
|
SU884793A2 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
| Штамп для гибки деталей | 1971 |
|
SU567529A1 |
| Штамп для п-образной гибки деталей | 1979 |
|
SU784967A1 |
| Штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1098628A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
1. ПЕРЕНАЛАЖИВАЕМЫЙ ШТАМП ДЛЯ Z-ОБРАЗНОЩ ГИБКИ листовых заготовок, содержащий закрепленный на плитах гибочный инструмент, выполненный в виде двух пар прилегающих одна к другой и установленных под углом к оси штампа планок со скругленными на разные радиусы кромками, отличающийся тем, что, с целью повышения производительности за счет упрощения переналадки, каждая пара планок снабжена механизмом их совместного поворота вокруг горизонтальных осей, выполненным в виде установленных по обе стороны от планок и взаимодействующих с -НИМИ ползунов, связанных между собой винтовыми парами, нерабочие,торць и взаимодействующие с ними поверхности ползунов выполнены цилиндрическими, при этом линии центров цилиндрических поверхностей расположены в одной горизонтальной плоскости. 2. Штамп по п. 1, отличающийся тем, что один из ползунов каждого гибочного инструмента снабжен упором с криволиней(/) ной опорной поверхностью, а на боковой поверхности планок выполнены соответствующие выемки. со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мосин Ф | |||
| В | |||
| Механизация холодной штамповки на универсальных переналаживаемых штампах | |||
| М.-Л., «Машиностроение, 1965, с | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ осахаривания картофеля | 1943 |
|
SU64616A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
