1
Изобретение относится к холодной штамповке, в частности к штампам для пробивки отверстий в платах печатного монтажа.
Известен штамп для пробивки отверстий в листовом материале, содержащий пуансон и смежные втулки матрицы, расположенные параллельными группами с требуемым шагом и под заданным углом 1.
К недостаткам штампа относится невозможность прббивки отверстий с шагом, меньше 1 мм.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является штамп для пробивки отверстий в листовом материале, содержащий верхнюю плиту и нижнюю плиту с закрепленными на ней матрицей и двумя фиксаторами для ориентации пуансодержателя, состоящего из нескольких пластин и набор ступенчатых пуансонов, с диаметром хвостовой части каждого меньще диаметра рабочей части на длине не менее толщины одной пластины (2.
Однако из-за малых перемычек между отверстиями в матрице и пуансодержателе и малой длины направления ступенчатых пуансонов пробивка отверстий в листовых
заготовках с малым (порядка 1,25 мм) шагом координатной сетки невозможна.
Целью изобретения является уменьшение величины шага между отверстиями менее 3 мм.
Поставленная цель достигается тем, что в штампе для пробивки отверстий в листовом материале, содержащем верхнюю плиту и нижнюю плиту с закрепленными на ней матрицей и двумя фиксаторами для ориентации пуансонодержателя, состоящего
10 из нескольких пластин, и набора ступенчатых пуансонов, с диаметром хвостовой части каждого, меньщим диаметра рабочей части на длине не менее толщины одной пластины. Штамп снабжен держателем заго 5 товок, установленным на нижней плите с возможностью перемещения в двух взуаимно перпендикулярных направлениях, и эксцентриковыми упорами, смонтированными в нижней плите и взаимодействующими с держателем, а рабочие отверстия в матрице и
20 пуансонодержателе расположены в шахматном порядке.
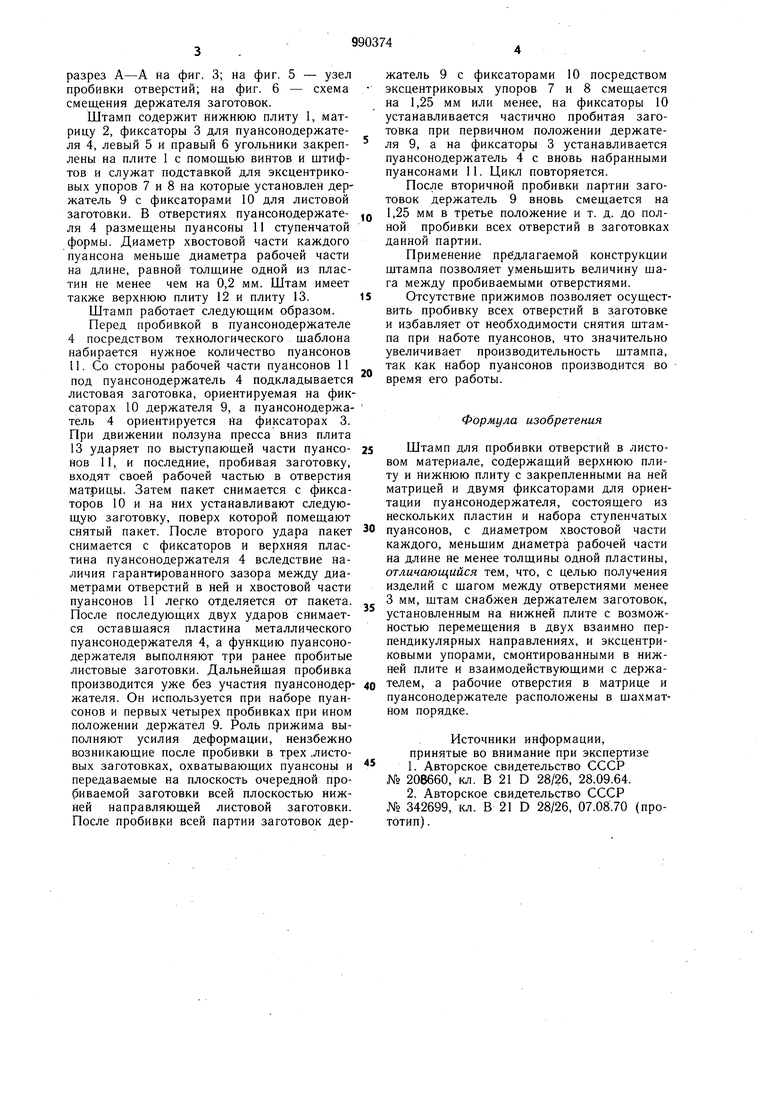
На фиг. 1 показан предлагаемый штамп, вид спереди; на фиг. 2 - то же, вид, сверху; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - узел пробивки отверстий; на фиг. 6 схема смещения держателя заготовок. Штамп содержит нижнюю плиту 1, матрицу 2, фиксаторы 3 для пуансонодержателя 4, левый 5 и правый 6 угольники закреплены на плите 1 с помощью винтов и штифтов и служат подставкой для эксцентриковых упоров 7 и 8 на которые установлен держатель 9 с фиксаторами 10 для листовой заготовки. В отверстиях пуансонодержателя 4 размещены пуансоны 11 ступенчатой формы. Диаметр хвостовой части каждого пуансона меньше диаметра рабочей части на длине, равной толщине одной из пластин не менее чем на 0,2 мм. Штам имеет также верхнюю плиту 12 и плиту 13. Штамп работает следующим образом. Перед пробивкой в пуансонодержателе 4 посредством технологического шаблона набирается нужное количество пуансонов 11. Со стороны рабочей части пуансонов 11 под пуансонодержатель 4 подкладывается листовая заготовка, ориентируемая на фиксаторах 10 держателя 9, а пуансонодержатель 4 ориентируется На фиксаторах 3. При движении ползуна пресса вниз плита 13 ударяет по выступающей части пуансонов 1 Г, и последние, пробивая заготовку, входят своей рабочей частью в отверстия матрицы. Затем пакет снимается с фиксаторов 10 и на них устанавливают следующую заготовку, поверх которой помещают снятый пакет. После второго удара пакет снимается с фиксаторов и верхняя пластина пуаксонодержателя 4 вследствие наличия гарантированного зазора между диаметрами отверстий в ней и хвостовой части пуансонов 11 легко отделяется от пакета. После последующих двух ударов снимается оставщаяся пластина металлического пуансонодержателя 4, а функцию пуансонодержателя выполняют три ранее пробитые листовые заготовки. Дальнейшая пробивка производится уже без участия пуансонодержателя. Он используется при наборе пуансонов и первых четырех пробивках при ином положении держател 9. Роль прижима выполняют усилия деформации, неизбежно возникающие после пробивки в трех .листовых заготовках, охватывающих пуансоны и передаваемые на плоскость очередной пробиваемой заготовки всей плоскостью нижней направляющей листовой заготовки. После пробивки всей партии заготовок держатель 9 с фиксаторами 10 посредством эксцентриковых упоров 7 и 8 смещается на 1,25 мм или менее, на фиксаторы 10 устанавливается частично пробитая заготовка при первичном положении держателя 9, а на фиксаторы 3 устанавливается пуансонодержатель 4 с вновь набранными пуансонами И. Цикл повторяется. После вторичной пробивки партии заготовок держатель 9 вновь смещается на 1,25 мм в третье положение и т. д. до полной пробивки всех отверстий в заготовках данной партии. Применение предлагаемой конструкции щтампа позволяет уменьшить величину щага между пробиваемыми отверстиями. Отсутствие прижимов позволяет осуществить пробивку всех отверстий в заготовке и избавляет от необходимости снятия щтампа при наботе пуансонов, что значительно увеличивает производительность щтампа, так как набор пу.ансонов производится во время его работы. Формула изобретения Штамп для пробивки отверстий в листовом материале, содержащий верхнюю плиту и Нижнюю плиту с закрепленными на ней матрицей и двумя фиксаторами для ориентации пуансонодержателя, состоящего из нескольких пластин и набора ступенчатых пуансонов, с диаметром хвостовой части каждого, меньшим диаметра рабочей части на длине не менее толщины одной пластины, отличающийся тем, что, с целью получения изделий с шагом между отверстиями менее 3 мм, штам снабжен держателем заготовок, установленным на нижней плите с возможностью перемещения в двух взаимно перпендикулярных направлениях, и эксцентриковыми упорами, смонтированными в нижней плите и взаимодействующими с держателем, а рабочие отверстия в матрице и пуансонодержателе расположены в шахматном порядке. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 208660, кл. В 21 D 28/26, 28.09.64. 2.Авторское свидетельство СССР № 342699, кл. В 21 D 28/26, 07.08.70 (прототип) .
ф«г. / J
ю
0tlZ.Z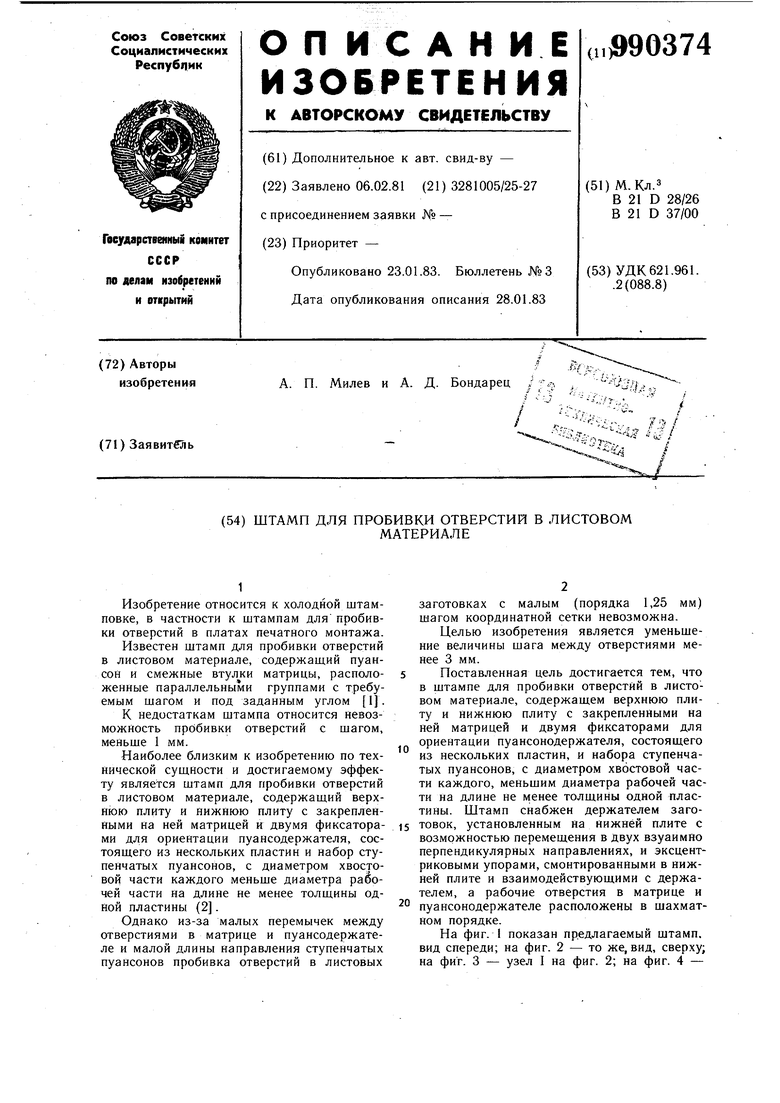
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1972 |
|
SU352699A1 |
| Штамп для пробивки отверстий в листовых деталях | 1973 |
|
SU471928A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Универсальный штамп для пробивки отверстий,расположенных в линию (его варианты) | 1983 |
|
SU1260068A1 |
| Штамп для обработки деталей типа конических чаш | 1980 |
|
SU902923A1 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Способ соединения деталей штампа | 1975 |
|
SU560675A1 |

JIucmoSbie заготовки
Фиг. 5
