Изобретение относится к технологической оснастке для листовой штамповки и может быть использовано при обработке полосового материала в машиностроении и других отраслях промыишенности в условиях мелкосерийного производства.
Известен штамп для вырубки деталей из полосы или пробивки- отверстий в полосе, содержащий установленные в подвижной части шаговые ножи, а в неподвижной части - направляющие линейки, оснащенные режущими кромками-, взаимодействующими с режущими кромками шаговых ножей 1.
Известен, штамп для вырубки деталей из полосы и пробивки отверстий, содержащий установленные в подвижной части шаговые ножи и пуансоны для пробивки отверстий, а в неподвижной части- направляющие линейки и вкладьЕпи с режущими кромками, взаимодействующими с режущими кромками шаговых ножей 2.
Однако такие штампы могут быть использованы только для пробивки отверстий или вырубки деталей и не обеспечивают возможности пробивки Отверстий расположенных на различных расстояниях от края полосы.
Цель изобретения - обеспечение возможности пробивки отверстий, расположенных на различных расстояниях от края полосы.
Это достигается выполнением шагового ножа с несколькими рабочими ступенями, оснащенными режутдими кромками, а также установкой вкладышей с возможностью съема.
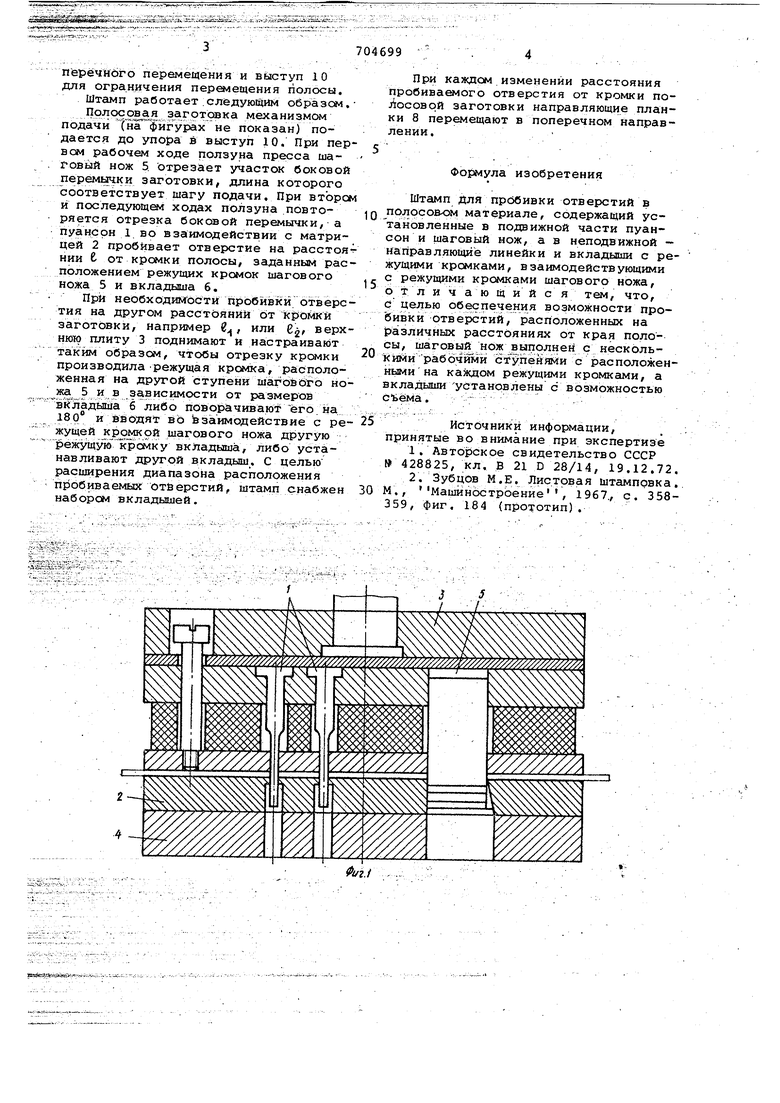
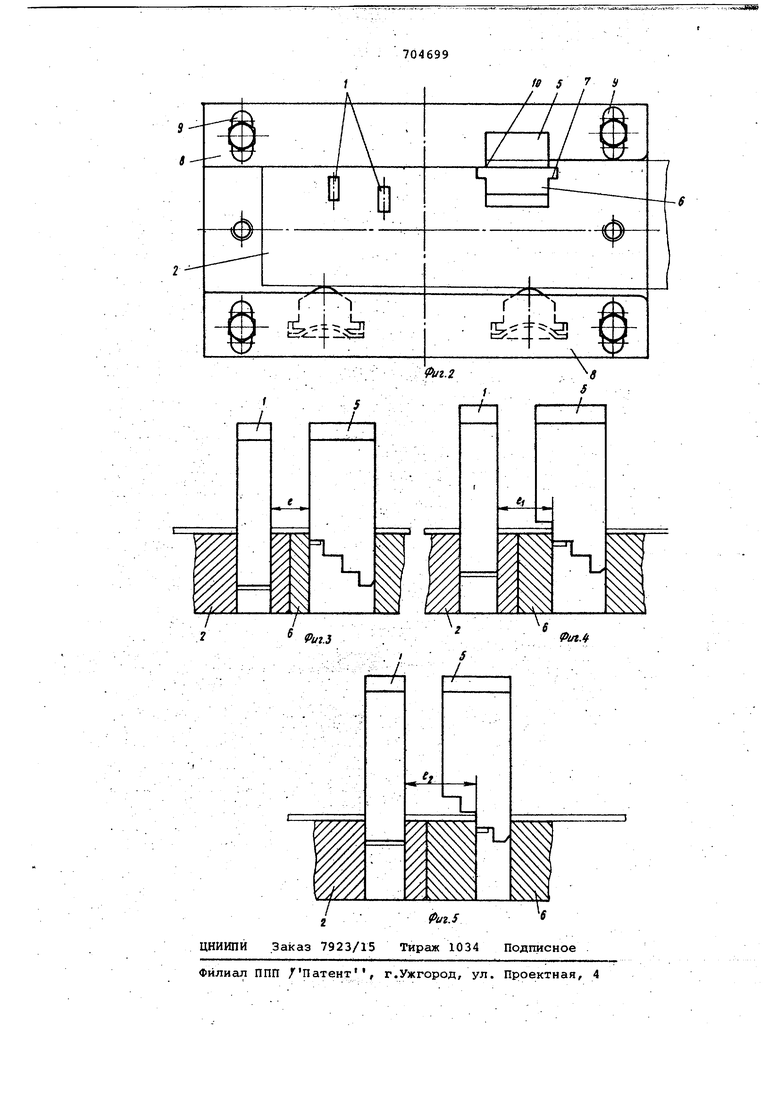
На фиг. 1 показан предлагаемый штамп, продольный разрез; на фиг. 2 то же, вид в плане; на фиг, 3-5 представлены варианты взаимного расположения пуансона, шагового ножа и вкладыша .
Штамп содержит пуансон 1 и матри цу 2, закрепленные соответственно в верхней 3 и нижней 4 плитах. В верхней 3 плите установлен также шаговый нож 5, выполненный с несколькими рабочими ступенями, оснащенными режущими кромками, В матрице 2 установлены сменные вкладыши 6. Каждый вкладыш имеет в плане Т-образную форму и выполнен с двумя режущими кромками, расположенными на разных расстояниях от буртика 7. В нижней части штампа установлены направляющие планки 8, 9 KOTOptJx выполнены пазы 9 для их поперечного перемещения и выступ 10 для ограничения перемещения полосы. Штамп работает:следующим образом,Полсхзрваия заготовка механизмом подачи Тна фигурах не показан) подается до упора в выступ 10. При первом рабочем ходе ползуна пресса шаговый нож 5. отрезает участок боковой перемычки заготовки, длина которого соответствует шагу подачи. При втором и последующем ходах ползуна .повторяется отрезка боковой перемычки, а пуансон 1, во взаимодействии с матрицей 2 пробивает отверстие на расстояНИИ t от кромки полосы, заданным расположением режущих кромок шагового ножа 5 и вкладыша 6.
При необходийостй пробивки отверстия на другом расстояний от кромки заготовки, например Й, или j,, верхнюю плиту 3 поднимают и настраивают таким образом, чтобы отрезку кромки производиларежущая кромка, расположенная на другой ступени шагового 5 и в зависимости от размеров в1Йладыша б либо поворачивают его. на. 180 и вйодят вЬ взаимодействие с режущей кромкой шагового ножа другую режущуто крсмку вкладыша, либо устанавливают другой вкладыш. С целью расширения диапазона расположения П5)обиваемых отверстий, штамп снабжен набором вкладышей.
704699
При каждом изменении расстояния пробиваетиого отверстия от кромки поЛосовой заготовки направляющие планки 8 перемещают в поперечном направлении.
Формула изобретения
Штамп для прс)бивки отверстий в Q полосовом материале, содержащий установленные в подвижной части пуансон и шаговый нож, а в неподвижной - направляющие линейки и вкладыши с режущими кромками, взаимодействующими с режущими кромками шагового ножа, о т л и чаю щ и и с я тем, что, с целью обеспечения возможности пробивки отверстий, расположенных на различных расстояниях от края полосы, шаговый нож выполнен с нескольк 1№1и рабочими с гупёйями с расположенными на каждом режущими кромками, а вкладыши установлены d возможностью сЪема . : -;- - , , .
25Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР №428825, кл. В 21 D 28/14, 19.12.72
2.Зубцов М.Е. Листовая штамповка 30 М., Машиностроение, 1967., с. 358359, фиг. 184 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия для получения заготовок петель из полосы | 1991 |
|
SU1819711A1 |
| Штамп для реверсивной пробивки-вырубки деталей | 1985 |
|
SU1286321A1 |
| Способ параллельной штамповки деталей из листового материала и штамп для его осуществления | 1974 |
|
SU1129002A1 |
| Штамп для последовательной пробивкиОТВЕРСТий | 1979 |
|
SU845990A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп последовательного действия | 1988 |
|
SU1581423A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Штамп для вырубки деталей из металлической заготовки или пробивки отверстий | 1981 |
|
SU1032994A3 |
| Штамп для отрезки заготовок от полосы | 1982 |
|
SU1031584A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
. teKfe - FAis j HiT--.:й/г./ .
